
Tsinfa เป็นซัพพลายเออร์และผู้ผลิตเครื่องกลึงแบบแมนนวลมืออาชีพในประเทศจีน
ราคาเครื่องกลึงแบบแมนนวลนั้นขึ้นอยู่กับขนาดเส้นผ่านศูนย์กลางของโรเตอร์และความยาวระหว่างจุดศูนย์กลางเป็นหลัก รวมถึงน้ำหนักของชิ้นงานด้วย โดยคุณสมบัติต่างๆ และราคาก็แตกต่างกันไป สามารถติดต่อฝ่ายขายเพื่อขอทราบราคาเฉพาะได้ที่: โทรหาเราได้ที่ +86-15318444939และพูดคุยกับตัวแทนผู้เชี่ยวชาญของเรา คุณสามารถกรอกแบบฟอร์มติดต่อของเราได้-
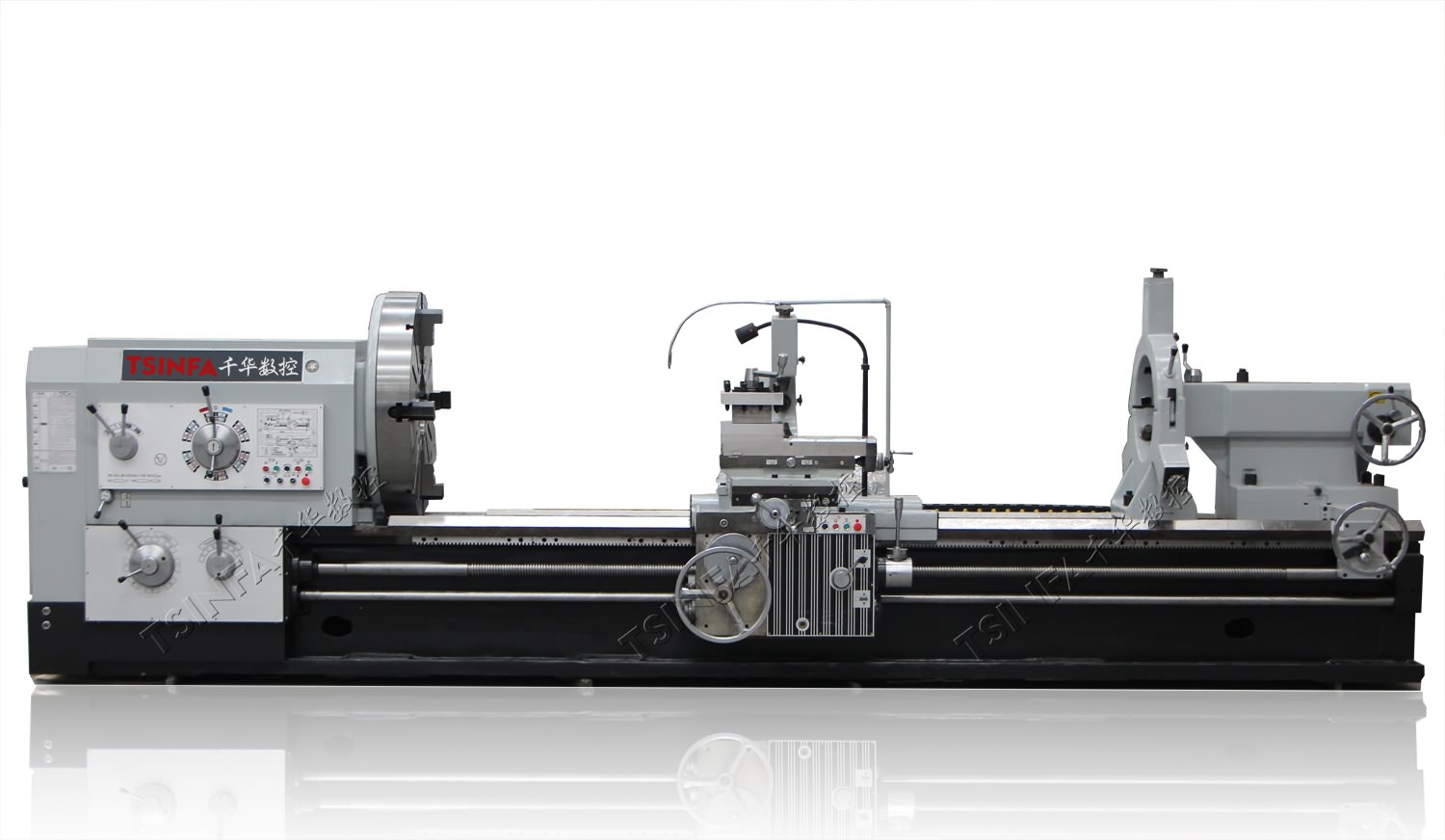
ภาพและข้อมูลจำเพาะของเครื่องกลึงขนาด 6 เมตรสำหรับงานหนัก (ขายร้อน):

เครื่องกลึงมือโยกสำหรับงานหนัก รุ่น LT6240
ระยะสวิงเหนือเตียง: 400มม.
รูเจาะแกน: 52/80/105มม.
ระยะห่างระหว่างศูนย์กลาง:
750/1000/1500/2000/3000/4000 มม.

เครื่องกลึงมือโยกสำหรับงานหนัก รุ่น LT6250
ระยะสวิงเหนือเตียง: 500มม.
รูเจาะแกน: 52/80/105มม.
ระยะห่างระหว่างศูนย์กลาง:
750/1000/1500/2000/3000/4000 มม.

เครื่องกลึงมือโยกสำหรับงานหนัก รุ่น LT6266
ระยะสวิงเหนือเตียง: 660มม.
รูเจาะแกน: 52/80/105มม.
ระยะห่างระหว่างศูนย์กลาง:
750/1000/1500/2000/3000/4000 มม.

เครื่องกลึงมือโยกสำหรับงานหนัก รุ่น LT6280
ระยะสวิงเหนือเตียง: 800มม.
รูเจาะแกน: 52/80/105มม.
ระยะห่างระหว่างศูนย์กลาง:
750/1000/1500/2000/3000/4000 มม.

เครื่องกลึงมือโยกสำหรับงานเบา รุ่น LH6240C
ระยะสวิงเหนือเตียง: 400มม.
รูเจาะแกน: 80มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500/2000มม.

เครื่องกลึงมือโยกสำหรับงานเบา รุ่น LH6250C
สวิงเหนือเตียง: 500มม.
รูเจาะแกน: 80มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500/2000มม.
เครื่องกลึงธรรมดาสำหรับงานเบา รุ่น LH6260C
ระยะสวิงเหนือเตียง: 600มม.
รูเจาะแกน: 80มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500/2000มม.

เครื่องกลึงมือโยกสำหรับงานหนักปานกลาง รุ่น LT6236, LT6240
สวิงเหนือเตียง: 360มม. 400มม.
รูเจาะแกน: 52มม.
ระยะห่างระหว่างศูนย์กลาง:
750/1000/1500/2000 มม.

เครื่องกลึงมือหมุนงานหนักปานกลาง รุ่น LH6251
ระยะสวิงเหนือเตียง: 510มม.
รูเจาะแกน: 52มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500/2000มม.

เครื่องกลึงมือหมุนงานหนักปานกลาง รุ่น LH6260
ระยะสวิงเหนือเตียง: 600มม.
รูเจาะแกน: 52มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500/2000มม.

เครื่องกลึงเล็ก LH1440K
สวิงเหนือเตียง: 360มม.
รูเจาะแกน: 40มม.
ระยะห่างระหว่างศูนย์กลาง:
1000/1500มม.
เครื่องกลึงงานหนักแบบใช้มือ
ระยะสวิงเหนือเตียง: 630-1600มม.
รูเจาะแกน: 104-520มม.
ระยะห่างระหว่างศูนย์กลาง:
1500-6000มม.
วิธีการประมวลผลเพลาเรียว?
ส่วนเพลาที่มีอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางของชิ้นงานมากกว่า 25 (เช่น L / d > 25) เรียกว่าก้านเรียว เพลาที่มีอัตราส่วนความยาวชิ้นงานต่อเส้นผ่านศูนย์กลางมากกว่า 50 และน้อยกว่า 100 เป็นเพลายาวที่ละเอียดมาก ชิ้นส่วนเพลามีบทบาทสำคัญในอุตสาหกรรมการผลิต เพลาเรียวเป็นส่วนของเพลาส่งกำลัง ตัวอย่างเช่น ในด้านยานยนต์ ส่วนที่เชื่อมต่ออุปกรณ์ไฟฟ้าและอุปกรณ์เคลื่อนที่มีส่วนสำคัญในการขับเคลื่อนและยกของหนักในอุตสาหกรรมเครื่องจักรกลหนัก เนื่องจากเพลาเรียวมีรูปร่างเรียว ความแข็งแกร่งต่ำและการกระจายความร้อนต่ำ มันง่ายมากที่จะเปลี่ยนรูปในการตัดเฉือน ซึ่งมีผลกระทบอย่างมากต่อความแม่นยำในการตัดเฉือนและคุณภาพของการตัดเฉือน ภายใต้การกระทำของแรงหมุน แรงเหวี่ยง แรงโน้มถ่วงและแรงขันปลายยอด ควบคู่ไปกับความร้อนในการตัด เพลาเรียวที่ห้อยอยู่ในแนวนอนจะงอได้ง่ายหรือสูญเสียความมั่นคง ส่งผลให้เกิดข้อบกพร่อง เช่น เม็ดมีดช็อต เทเปอร์ รูปร่างดรัมรอบเอว รูปทรงข้อต่อไม้ไผ่ รูปทรงสามเหลี่ยม และอื่นๆ ดังนั้นจึงจำเป็นต้องแก้ปัญหาความเค้นเมื่อหมุนเพลาเรียวและรับรองความถูกต้องของมิติ ในเวลาเดียวกัน ควรใช้ชุดของมาตรการที่มีประสิทธิภาพ เช่น การป้อนกลับด้วยพารามิเตอร์ทางเรขาคณิตของเครื่องมือที่ดีที่สุด ปริมาณการตัด อุปกรณ์ปรับความตึง ตัวจับยึดเครื่องมือชนิดปลอกเพลา ฯลฯ วิธีนี้จะช่วยปรับปรุงความแข็งแกร่งของด้ามเรียว และตรงตามข้อกำหนดของเครื่องจักร การตัดเฉือนเพลาเรียวหรือด้ามยาวพิเศษเป็นการทดสอบระดับเทคนิคที่ครอบคลุมของช่างกลึง เราควรทำอย่างไร? โปรดดูทักษะการปฏิบัติต่อไปนี้
- ใช้การตรวจสอบความแม่นยำของเครื่องกลึงเพื่อตรวจสอบและปรับความเที่ยงตรงและความเสถียรของสปินเดิลของเครื่องมือกล ตัวบ่งชี้การหมุนสามารถใช้เพื่อตรวจจับความถูกต้องของสปินเดิลของหัวจับ และรักษาเส้นกึ่งกลางของแกนกลางของสปินเดิลและศูนย์กลางส่วนท้ายโดยพื้นฐานแล้วขนานกับความยาวเต็มของรางไกด์ เพื่อนร่วมงานให้ความสนใจเพื่อตรวจสอบการสั่นสะเทือนของมอเตอร์แต่ละตัว
- ป้อนย้อนกลับจากหัวถึงหาง การพลิกกลับด้านฟีดคือการใช้หัวกัดแบบปลายแหลมเพื่อหมุนตำแหน่งชิ้นงานที่หัวเตียงออก ติดตั้งตัวจับยึดเครื่องมือ จากนั้นจึงทำการตัดจากหัวเตียงไปยังส่วนท้ายของเตียง ส่วนประกอบตามแนวแกนจะทำให้เกิดแรงดึงบนชิ้นงาน ทำให้ส่วนที่ผ่านการประมวลผลของชิ้นงานยืดออกในแนวแกน ซึ่งสอดคล้องกับทิศทางความร้อนและการยืดตัวของชิ้นงาน ทิศทางถอยหลังมีเสถียรภาพและทนต่อแรงสั่นสะเทือนได้ดีกว่าเมื่อเทียบกับการป้อนไปข้างหน้า
- คมชัดและเข้ากันได้กับพารามิเตอร์เครื่องมือที่มีความแข็งแกร่ง การเลือกมุมเครื่องมือที่เหมาะสมคือกุญแจสำคัญในการทำให้การตัดมีความเสถียร
- การเลือกและการใช้พารามิเตอร์การตัดที่เหมาะสม สามารถลดการเสียรูปได้ ลดระยะกินลึกให้มากที่สุด และอัตราป้อนที่เพิ่มขึ้นจะเพิ่มความหนาตัดและแรงตัด จากมุมมองของการปรับปรุงประสิทธิภาพการตัด การเพิ่มอัตราป้อนดีกว่าการเพิ่มระยะกินลึก การเพิ่มความเร็วตัดจะเอื้อต่อการลดแรงตัด เมื่อความเร็วตัดเพิ่มขึ้น อุณหภูมิในการตัดจะเพิ่มขึ้น ความเสียดทานระหว่างเครื่องมือกับชิ้นงานจะลดลง และแรงเสียรูปของด้ามเรียวจะลดลง อย่างไรก็ตาม หากความเร็วตัดสูงเกินไป แรงเหวี่ยงหนีศูนย์กลางจะเพิ่มและทำลายความเสถียรของการตัด ดังนั้นควรควบคุมความเร็วตัดในช่วงที่เป็นกลาง
- ประเด็นสำคัญและการประยุกต์ใช้การหนีบด้านบนแบบคลิปเดียว การหนีบสำหรับเพลายาวของรถยนต์ทั่วไปมี 2 แบบคือ ปลายด้านหนึ่งของเพลาเรียวยึดด้วยหัวจับ และปลายอีกด้านรองรับโดยศูนย์กลางของส่วนท้ายของเครื่องกลึง (เรียกว่าแคลมป์ตัวเดียวและตัวบนหนึ่งตัว ); จับแรงดันจากด้านบนแล้วสัมผัสเบาๆ ถอยกลับได้ง่ายเมื่อถอยด้วยมือ ความรัดกุมนั้นเบามาก ควรปรับและขันที่จับของส่วนท้ายรถให้แน่นเมื่อใดก็ได้ เพื่อป้องกันไม่ให้ปลอกด้านบนถอยออกภายใต้แรงบังคับ และรักษาตำแหน่งส่วนบนให้ไม่เปลี่ยนแปลง แนะนำให้ใช้แคลมป์สี่กรงเล็บ: ใช้หัวจับกรงเล็บสี่ตัวแทนหัวจับกรงเล็บสามตัว ด้วยแรงกรงเล็บขนาดใหญ่สี่ตัว ระบบกันสะเทือนที่แข็งแรงในทิศทางความยาว และมันไม่ง่ายที่จะเปลี่ยนตำแหน่งเมื่อขันแน่นในสี่ทิศทาง แรงกรงเล็บสามอันนั้นอ่อน สามทิศทางถูกทำให้รัดกุม และตำแหน่งจะเปลี่ยนในชั่วข้ามคืน ต้องใช้ก้ามปู 4 อัน และความยาวหนีบของชิ้นงานต้องไม่เกิน 60 มม. หมายเหตุ: ส่วนหนีบเป็นพื้นผิวเรียบที่ผ่าน โดยรถ ซึ่งบังคับไม่ง่าย และจุดสัมผัสดี
อีกประการหนึ่ง: ปลายทั้งสองของเพลาเรียวรองรับด้านบน (สองยอด); ท่อนบนหนึ่งอันและท่อนบนสองอันมีแรงจับยึดที่ดีเยี่ยมและแรงกันสะเทือนของชิ้นงานที่ยาว แต่ทิปท็อปคู่นั้นไม่ดีเท่ากับท่อนบนเดียว ความยืดหยุ่นในแนวแกนของปลายสองชั้นไม่เพียงพอ แม้ว่าการวางตำแหน่งจะแม่นยำ แต่ความสามารถในการขยายก็แย่กว่า เหมาะสำหรับชิ้นส่วนเพลาที่มีอัตราส่วนเส้นผ่านศูนย์กลางความยาวเล็ก ค่าเผื่อในการตัดเฉือนน้อย และข้อกำหนดด้านโคแอกเซียลสูงเท่านั้น
- การใช้เครื่องมือช่วย เช่น โครงกลาง โครงส้นเครื่องมือ และห่วงโครง เฟรมกลางมีหน้าที่สองอย่างในการเลี้ยวเพลาทรงเรียว: 1. เฟรมเดียวใช้หมุนหน้าตัด เจาะรูตรงกลาง เจียรรูตรงกลาง และเปิดตรงที่ปลายทั้งสองของรถ 2. ตัวเพลาสามารถหมุนเป็นส่วน ๆ และเฟรมกลางสามารถรองรับตรงกลางชิ้นงานได้โดยตรง อัตราส่วนความยาวเส้นผ่านศูนย์กลางของส่วนรองรับนี้ลดลงครึ่งหนึ่ง กล่าวคือ ช่วงระหว่างเพลากับส่วนรองรับลดลง ความแข็งของชิ้นงานเพิ่มขึ้น และการเสียรูปการดัดระหว่างการตัดเฉือนเพลาจะลดลงอย่างมีประสิทธิภาพ ในการใช้งานจริง: ปลอกทรานสิชั่นจะถูกใช้ตรงกลางของชิ้นงานเพื่อเปิดวงกลมตำแหน่งเฟรม จากนั้นย้ายเฟรมตรงกลางไปยังตำแหน่งเฟรมของชิ้นงาน แก้ไขโครงกลางหลังเตียง เมื่อชิ้นงานหมุน ขั้นแรกให้กรงเล็บรองรับด้านล่างทั้งสองตัวสัมผัสพื้นผิวรองรับของชิ้นงานอย่างสม่ำเสมอแล้วจึงล็อค จากนั้นยึดฝาครอบด้านบนให้แน่น ปรับตำแหน่งของก้ามปูบนรองรับและล็อคไว้ตามความเหมาะสม ความเค้นของกรงเล็บที่รองรับมีความสม่ำเสมอและความรัดกุมปานกลาง พื้นผิวแบริ่งเป็นแบบโคแอกเชียลกับศูนย์กลางการหมุนของเพลาหลัก
โดยทั่วไป ตัวตามเครื่องมือจะจับจ้องอยู่ที่อานเตียงและมีก้ามปูรองรับสองหรือสามตัว ซึ่งสามารถติดตามเครื่องมือกลึงเพื่อชดเชยแรงตัดในแนวรัศมี เพิ่มความแข็งของชิ้นงาน และปรับปรุงความแม่นยำของรูปร่างและความขรุขระของพื้นผิวของด้ามยาว เป็นอุปกรณ์เสริมที่จำเป็นสำหรับการตัดเฉือนเพลาเรียว ศูนย์กลางของที่พักส้นเท้า โดยไม่คำนึงถึง 2 กรงเล็บ / 3 กรงเล็บ จะต้องอยู่ที่กึ่งกลางเดียวกันกับศูนย์กลางของหัวจับและส่วนท้าย เพื่อให้แน่ใจว่าหัวรองรับมีพื้นผิวส่วนโค้งสัมผัสที่ดีกับวงกลมด้านนอกของชิ้นงาน คุณสามารถยึดรีมเมอร์ทรงกระบอกหรือหัวกัดทรงกระบอกบนหัวจับเพื่อแก้ไขหัวรองรับ
- น้ำหล่อเย็นจะต้องถูกจ่ายและหล่อลื่นอย่างเต็มที่ ลดความร้อนในการตัด ความร้อนในการตัดระหว่างการตัดจะทำให้ชิ้นงานเกิดการยืดตัวด้วยความร้อน ส่งผลให้เกิดการงอของเพลายาวเนื่องจากการอัดรีดตามแนวแกน เพื่อลดอัตราส่วนความร้อนในการตัด ต้องใช้น้ำมันตัดกลึง สเปรย์ควรจะเพียงพอ ของเหลวควรครอบคลุมพื้นที่การประมวลผลของชิ้นงานทั้งหมดและตัวเครื่องมือ ของเหลวมีอัตราการไหลมาก ซึ่งสามารถดึงพลังงานความร้อนจำนวนมากออกไปได้อย่างรวดเร็ว และรักษาอุณหภูมิปกติของชิ้นงานและตัวเครื่องมือกลึง สิ่งนี้สำคัญกว่า ไม่มีการรั่วไหลของน้ำในถังจ่ายน้ำ รักษาการไหลเวียนของน้ำที่ดี
- ลำดับการประมวลผล: การกลึงหยาบ/ละเอียด/ละเอียดจะต้องแยกออกจากกัน เลี้ยวหยาบครั้งแรกมีดแรกต้องกรีดผิวสีดำ ประการที่สอง การกลึงกึ่งสำเร็จ: เปลี่ยนเครื่องมือกลึงละเอียด เปลี่ยนก้ามปูรองส้นอันดับหนึ่ง และทำซ้ำขั้นตอนในระหว่างการกลึงหยาบสำหรับการตัด จบขั้นสุดท้าย.