
Tsinfa, Çində əl torna maşını istehsalçısı və istehsalçısıdır.
Əl dəzgahının qiyməti əsasən fırlanan diametrə və mərkəzlər arasındakı uzunluğa və iş parçasının ağırlığına bağlıdır. Fərqli xüsusiyyətlər, fərqli qiymətlər. Xüsusi qiymət satış şöbəsi ilə əlaqə saxlaya bilər:Bizə + 86-15318444939 nömrəsi ilə zəng edinvə mütəxəssis nümayəndələrimizdən biri ilə danışın.Əlaqə formumuzu da doldura bilərsiniz.
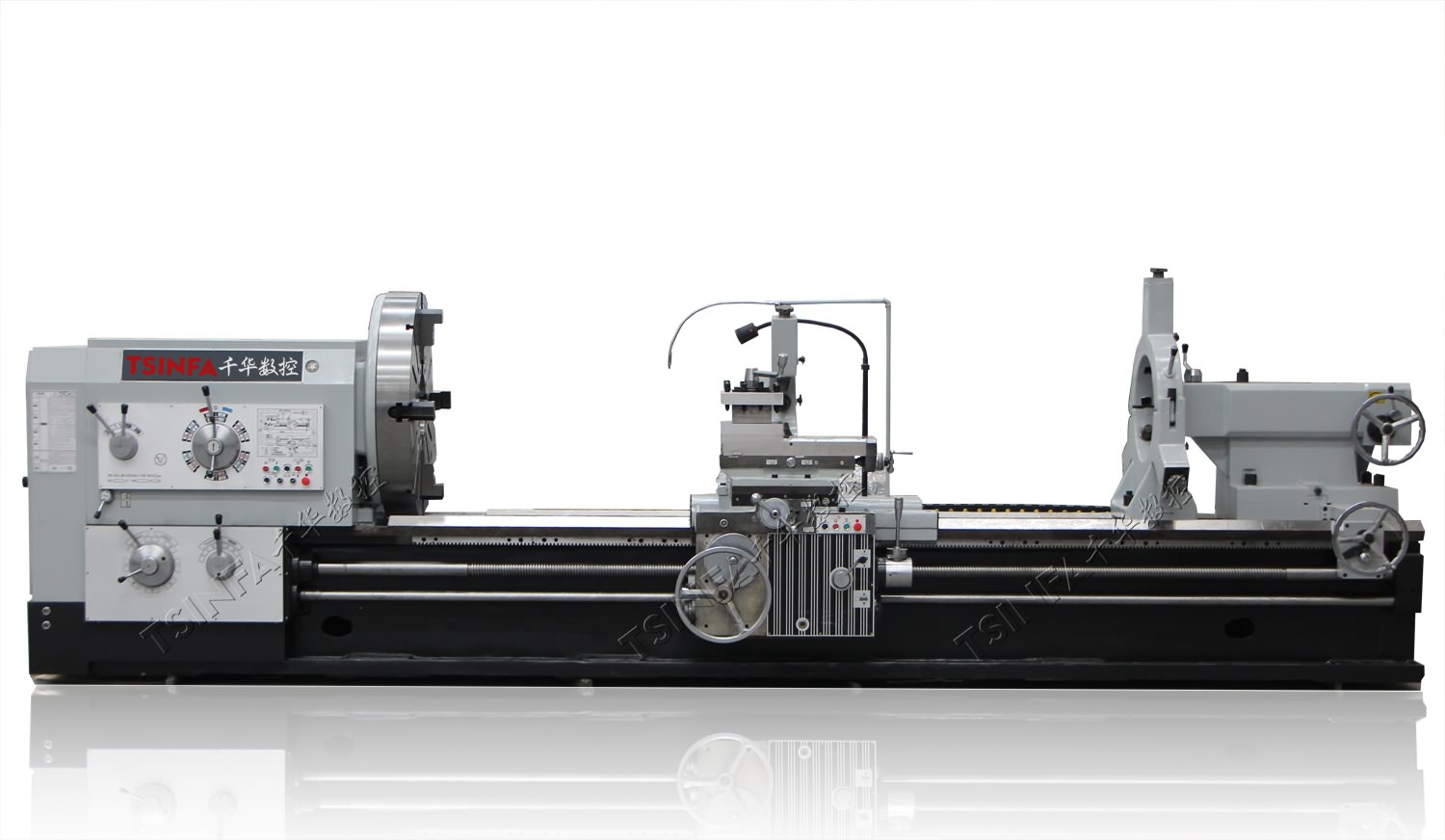
Ağır 6 metrlik torna dəzgahının şəkilləri və spesifikasiyası (isti satış):

Ağır işləməli torna dəzgahı LT6240
Yatağın üstündə yellənmə: 400mm
Mil dəliyi: 52/80 / 105mm
Mərkəzlər arasındakı məsafə:
750/1000/1500/2000/3000 / 4000mm

Ağır manuel torna dəzgahı LT6250
Yatağın üstündə yellənmə: 500mm
Mil dəliyi: 52/80 / 105mm
Mərkəzlər arasındakı məsafə:
750/1000/1500/2000/3000 / 4000mm

Ağır işləməli torna dəzgahı LT6266
Yatağın üstündə yellənmə: 660mm
Mil dəliyi: 52/80 / 105mm
Mərkəzlər arasındakı məsafə:
750/1000/1500/2000/3000 / 4000mm

Ağır manuel torna maşını LT6280
Yatağın üstündə yellənmə: 800mm
Mil dəliyi: 52/80 / 105mm
Mərkəzlər arasındakı məsafə:
750/1000/1500/2000/3000 / 4000mm

LH6240C yüngül işləməli torna dəzgahı
Yatağın üstündə yellənmə: 400mm
Mil dəliyi: 80mm
Mərkəzlər arasındakı məsafə:
1000/1500 / 2000mm

LH6250C yüngül işləməli torna dəzgahı
Yatağın üstündə yellənmə: 500mm
Mil dəliyi: 80mm
Mərkəzlər arasındakı məsafə:
1000/1500 / 2000mm
LH6260C adi işləməli ənənəvi torna dəzgahı
Yatağın üstündə yellənmə: 600mm
Mil dəliyi: 80mm
Mərkəzlər arasındakı məsafə:
1000/1500 / 2000mm

LT6236, LT6240 orta vəzifəli manuel boşluq tipli torna maşını
Yatağın üstündə yelləncək: 360mm 400mm
Mil dəliyi: 52mm
Mərkəzlər arasındakı məsafə:
750/1000/1500 / 2000mm

LH6251 orta səviyyəli manuel torna maşını
Yatağın üstündə yellənmə: 510mm
Mil dəliyi: 52mm
Mərkəzlər arasındakı məsafə:
1000/1500 / 2000mm

LH6260 orta işləməli torna dəzgahı
Yatağın üstündə yellənmə: 600mm
Mil dəliyi: 52mm
Mərkəzlər arasındakı məsafə:
1000/1500 / 2000mm

Kiçik manuel torna maşını LH1440K
Yatağın üstündə yellənmə: 360mm
Mil dəliyi: 40mm
Mərkəzlər arasındakı məsafə:
1000 / 1500mm
Manuel ağır torna maşını
Yataq üzərində yelləncək: 630-1600 mm
Mil dəliyi: 104-520mm
Mərkəzlər arasındakı məsafə:
1500-6000 mm
İncə şaftı necə emal etmək olar?
Uzunluğunun iş parçasının diametrinə nisbəti 25-dən çox olan (yəni L / d > 25) şaft hissələri nazik millər adlanır. İş parçasının uzunluğunun diametrə nisbəti 50-dən çox və 100-dən az olan val ultra incə uzun mildir. Mil hissələri istehsal sənayesində mühüm rol oynayır. İncə mil ötürücü şaft hissəsidir. Məsələn, avtomobil sahəsində güc qurğusu və hərəkət cihazını birləşdirən hissə ağır maşınqayırma sənayesində gücü idarə etmək və ağır əşyaları qaldırmaqda mühüm rol oynayır. Nazik mil incə formaya, zəif sərtliyə və zəif istilik yayılmasına malik olduğundan, emal zamanı deformasiya etmək çox asandır, bu da emal dəqiqliyinə və emal keyfiyyətinə böyük təsir göstərir. Dönmə qüvvəsi, mərkəzdənqaçma qüvvəsi, cazibə qüvvəsi və apikal bərkidici qüvvənin təsiri altında kəsici istiliklə birlikdə üfüqi şəkildə asılmış incə şaft asanlıqla əyilir və ya sabitliyini itirir, nəticədə bıçaq zərbəsi taxıl, daralma, bel barabanının forması, bambuk birləşmə forması, üçbucaqlı forma və s. Buna görə də, nazik valları döndərərkən gərginlik problemini həll etmək və ölçülərin dəqiqliyini təmin etmək lazımdır. Eyni zamanda, ən yaxşı alət həndəsi parametrləri, kəsmə miqdarı, gərginlik cihazı, val qolu tipli alət tutucusu və s. ilə tərs yem fırlanması kimi bir sıra təsirli tədbirlər görülməlidir. Bu, nazik milin sərtliyini yaxşılaşdıra bilər. və emal tələblərinə cavab verir. İncə milin və ya çox incə uzun milin emal edilməsi torna ustasının hərtərəfli texniki səviyyəsini yoxlamaq üçündür. Biz nə etməliyik? Aşağıdakı praktik bacarıqlara müraciət edin.
- Dəzgah milinin dəqiqliyini və dayanıqlığını yoxlamaq və tənzimləmək üçün torna dəzgahının dəqiq özünü yoxlamasından istifadə edin. Yığma indikatoru çubuq milinin düzgünlüyünü aşkar etmək üçün istifadə edilə bilər və mil mərkəzinin və dayaq mərkəzinin mərkəzi xəttini bələdçi relsinin tam uzunluğuna paralel saxlamaq üçün istifadə edilə bilər. Həmkarlar hər bir motorun vibrasiyasını yoxlamağa diqqət yetirirlər.
- Başdan quyruğa tərs yemləmə; Ters yem dönüşü, çarpayının başındakı iş parçasının mövqeyində boş yeri açmaq üçün uclu kəsicidən istifadə etmək, alət tutacağını quraşdırmaq və sonra yatağın başından yatağın quyruğuna qədər kəsmə hərəkəti etməkdir. Onun eksenel komponenti iş parçası üzərində dartma qüvvəsi yaradacaq, iş parçasının işlənmiş hissəsini eksenel olaraq dartacaq, bu da iş parçasının qızdırılması və uzanma istiqamətinə uyğundur. İrəli yemlə müqayisədə tərs istiqamət daha yaxşı sabitliyə və vibrasiya müqavimətinə malikdir.
- Kəskin və müəyyən gücə malik alət parametrlərinə uyğundur; Alət bucağının ağlabatan seçimi sabit kəsməni həyata keçirmək üçün açardır.
- Müvafiq kəsmə parametrlərinin seçilməsi və tətbiqi; Deformasiya azaldıla bilər. Kəsmə dərinliyini mümkün qədər azaldın və yemin artması kəsici qalınlığı və kəsmə gücünü artıracaq. Kəsmə səmərəliliyinin artırılması nöqteyi-nəzərindən yem sürətini artırmaq kəsmə dərinliyini artırmaqdan daha yaxşıdır. Kəsmə sürətinin artırılması kəsici qüvvənin azaldılması üçün əlverişlidir. Kəsmə sürətinin artması ilə kəsmə temperaturu artır, alətlə iş parçası arasında sürtünmə azalır və nazik şaftın qüvvə deformasiyası azalır. Bununla belə, kəsmə sürəti çox yüksək olarsa, mərkəzdənqaçma qüvvəsi artacaq və kəsmə sabitliyini məhv edəcək, buna görə də kəsmə sürəti neytral diapazonda idarə edilməlidir.
- Əsas məqamlar və bir klipsli üst sıxacın tətbiqi; Adi avtomobillərin uzun mili üçün iki növ sıxma var: nazik milin bir ucu çubuqla bərkidilir, digər ucu isə torna dəzgahının quyruğunun mərkəzi tərəfindən dəstəklənir (bir sıxac və bir üst adlanır) ); Üst hissəsinin fırlanma gücünü tutun və yüngülcə hiss edin. Əllə geri çəkilərkən geri çəkilmək asandır. Sıxlıq çox yüngüldür. Yuxarı qolun güc altında geri çəkilməməsi və üst hissəsinin vəziyyətini dəyişməz saxlamaq üçün puntanın tutacağı istənilən vaxt tənzimlənməli və bərkidilməlidir. Dörd dırnaqla sıxışdırmaq qəti şəkildə tövsiyə olunur: üç pəncəli çəngəl yerinə dörd pəncəli çəngəl istifadə edin, böyük dörd caynaq qüvvəsi, uzunluq istiqamətində güclü asma ilə və dörd istiqamətdə bərkidildikdə mövqeyi dəyişdirmək asan deyil; Üç pəncə qüvvəsi zəifdir, üç istiqamət sıxılır və mövqe bir gecədə dəyişəcək; Dörd pəncə istifadə edilməlidir və iş parçasının sıxma uzunluğu 60 mm-dən çox olmamalıdır. Qeyd: sıxma hissəsi vasitənin keçdiyi hamar səthdir, onu məcbur etmək asan deyil və təmas nöqtəsi yaxşıdır;
Digəri: nazik şaftın hər iki ucu yuxarıdan (iki üst) dəstəklənir; Bir üst və iki zirvə əla sıxma qüvvəsinə və uzun iş parçasını asma gücünə malikdir, lakin ikiqat üst uclar bir üst qədər yaxşı deyil. İkiqat üst ucların eksenel elastikliyi qeyri-kafidir. Yerləşdirmə dəqiq olsa da, uzanma qabiliyyəti daha pisdir. O, yalnız kiçik uzunluqlu diametr nisbəti, kiçik emal ehtiyatı və yüksək koaksiallıq tələbləri olan şaft hissələri üçün uyğundur;
- Mərkəzi çərçivə, alət daban çərçivəsi və çərçivə halqası kimi köməkçi alətlərin tətbiqi; Mərkəz karkasının incə şaftın fırlanmasında iki funksiyası var: 1. Bir çərçivə uc üzü döndərmək, mərkəzi dəliyi deşmək, mərkəzi dəliyi üyütmək və maşının hər iki ucunda düz açılışlar etmək üçün istifadə olunur; 2. Şaftın gövdəsi bölmələrə çevrilə bilər, mərkəzi çərçivə isə iş parçasının ortasında birbaşa dəstəklənə bilər; Bu dəstəyin uzunluq diametri nisbəti yarıya endirilir, yəni şaft və dayaq arasındakı məsafə azalır, iş parçasının sərtliyi artır və şaftın işlənməsi zamanı əyilmə deformasiyası effektiv şəkildə azaldıla bilər; Praktik tətbiqdə: keçid qolu iş parçasının ortasında çərçivə mövqeyi dairəsini çıxarmaq üçün istifadə ediləcək və sonra mərkəzi çərçivəni iş parçasının çərçivə mövqeyinə köçürün; Yatağın arxasındakı mərkəzi çərçivəni düzəldin. İş parçası fırlananda, əvvəlcə iki aşağı dayaq pəncəsini iş parçasının dayaq səthinə bərabər şəkildə toxundurun və sonra onu bağlayın. Sonra yuxarı qapağı bərkidin, yuxarı dayaq pəncəsinin vəziyyətini tənzimləyin və uyğun olduqdan sonra kilidləyin. Dəstəkləyici pəncənin gərginliyi vahid və sıxlığı orta səviyyədədir; Rulman səthi əsas şaftın fırlanma mərkəzi ilə koaksialdır.
Ümumiyyətlə, alət izləyicisi yataq yəhərində sabitlənmişdir və iki və ya üç dəstəkləyici pəncəyə malikdir, bu da radial kəsici qüvvəni kompensasiya etmək, iş parçasının sərtliyini artırmaq və uzun şaftın forma dəqiqliyini və səthi pürüzlülüyünü yaxşılaşdırmaq üçün dönmə alətini izləyə bilər; Bu, nazik milin emal edilməsi üçün əvəzedilməz aksesuardır; Daban dayağının mərkəzi, 2 pəncədən / 3 pəncədən asılı olmayaraq, çəngəl və pəncənin mərkəzi ilə eyni mərkəzdə olmalıdır. Dəstək başlığının iş parçasının xarici dairəsi ilə yaxşı təmas qövs səthinə malik olmasını təmin etmək üçün silindrik reamer və ya silindrik freze kəsici dayaq başlığını düzəltmək üçün çəngəl üzərində sıxışdırıla bilər.
- Soyuducu tam təchiz edilməli və yağlanmalıdır; Kəsmə istiliyini azaldın. Kəsmə zamanı istiliyin kəsilməsi iş parçasının termal uzanmasına səbəb olacaq, nəticədə eksenel ekstruziya nəticəsində uzun şaftın əyilməsi baş verəcəkdir. Kəsmə istilik nisbətini azaltmaq üçün kəsici maye istifadə edilməlidir. Sprey kifayət qədər olmalıdır. Maye bütün iş parçasının emal sahəsini və alət gövdəsini əhatə etməlidir. Maye böyük bir axın sürətinə malikdir, bu, çox miqdarda istilik enerjisini tez bir zamanda götürə və iş parçasının və dönmə alətinin gövdəsinin normal temperaturunu saxlaya bilər. Bu daha vacibdir. Su təchizatı çənində su sızması yoxdur, yaxşı su sirkulyasiyasını qoruyun
- Emal ardıcıllığı: qaba / incə / incə dönmə ayrılmalıdır; İlk kobud dönüş, ilk bıçaq qara dəri kəsmək lazımdır. İkincisi, yarımfiniş tornalama: incə dönmə alətini dəyişdirin, birinci dərəcəli daban dayaq pəncəsini dəyişdirin və kəsmə üçün kobud dönmə zamanı prosedurları təkrarlayın. Son bitirmə.