
Tsinfa adalah pembekal profesional & pengeluar mesin bubut manual di China.
Harga mesin bubut manual bergantung pada diameter putaran dan panjang antara pusat, serta berat benda kerja. Spesifikasi berbeza, harga berbeza. Harga tertentu boleh menghubungi bahagian penjualan:Hubungi kami di 86-15318444939, dan berbincang dengan salah seorang wakil pakar kami.Anda juga boleh mengisi: borang hubungi kami.
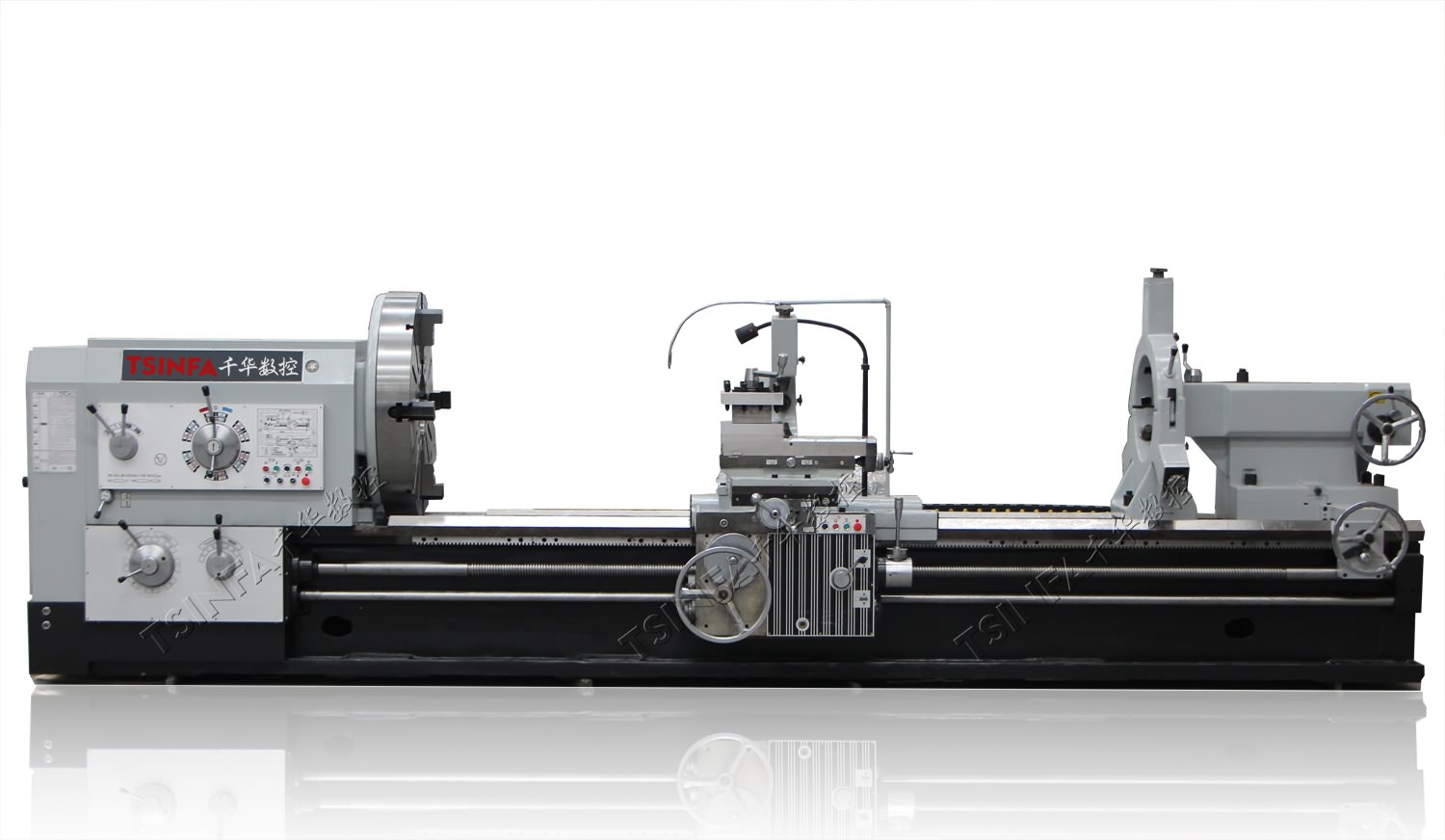
Imej dan spesifikasi mesin pelarik 6 meter tugas berat (Jualan hangat):

Mesin pelarik manual tugas berat LT6240
Ayunkan katil: 400mm
Lubang gelendong: 52/80 / 105mm
Jarak antara pusat:
750/1000/1500/2000/3000 / 4000mm

Mesin pelarik manual tugas berat LT6250
Ayunkan katil: 500mm
Lubang gelendong: 52/80 / 105mm
Jarak antara pusat:
750/1000/1500/2000/3000 / 4000mm

Mesin pelarik manual tugas berat LT6266
Ayunkan katil: 660mm
Lubang gelendong: 52/80 / 105mm
Jarak antara pusat:
750/1000/1500/2000/3000 / 4000mm

Mesin pelarik manual tugas berat LT6280
Ayunkan katil: 800mm
Lubang gelendong: 52/80 / 105mm
Jarak antara pusat:
750/1000/1500/2000/3000 / 4000mm

Mesin pelarik manual tugas ringan LH6240C
Ayunkan katil: 400mm
Lubang gelendong: 80mm
Jarak antara pusat:
1000/1500 / 2000mm

Mesin pelarik manual tugas ringan LH6250C
Ayunkan katil: 500mm
Lubang gelendong: 80mm
Jarak antara pusat:
1000/1500 / 2000mm
Mesin pelarik manual konvensional tugas ringan LH6260C
Ayunkan katil: 600mm
Lubang gelendong: 80mm
Jarak antara pusat:
1000/1500 / 2000mm

Mesin bubut jenis jurang manual bertugas sederhana LT6236, LT6240
Ayunkan katil: 360mm 400mm
Lubang gelendong: 52mm
Jarak antara pusat:
750/1000/1500 / 2000mm

Mesin bubut manual bertugas sederhana LH6251
Swing atas katil: 510mm
Lubang gelendong: 52mm
Jarak antara pusat:
1000/1500 / 2000mm

Mesin bubut manual bertugas sederhana LH6260
Ayunkan katil: 600mm
Lubang gelendong: 52mm
Jarak antara pusat:
1000/1500 / 2000mm

Mesin bubut Manual Kecil LH1440K
Ayunkan katil: 360mm
Lubang gelendong: 40mm
Jarak antara pusat:
1000 / 1500mm
Mesin pelarik tugas berat manual
Ayunkan katil: 630-1600mm
Lubang gelendong: 104-520mm
Jarak antara pusat:
1500-6000mm
Bagaimana untuk memproses aci langsing?
Bahagian aci dengan nisbah panjang kepada diameter bahan kerja lebih daripada 25 (iaitu L / d > 25) dipanggil aci langsing. Aci dengan nisbah panjang bahan kerja kepada diameter lebih daripada 50 dan kurang daripada 100 ialah aci panjang ultra-halus. Bahagian aci memainkan peranan penting dalam industri pembuatan. Aci langsing adalah bahagian aci penghantaran. Sebagai contoh, dalam bidang automobil, bahagian penyambung peranti kuasa dan peranti gerakan memainkan peranan penting dalam memacu kuasa dan mengangkat objek berat dalam industri jentera berat. Kerana aci langsing mempunyai bentuk langsing, ketegaran yang lemah dan pelesapan haba yang lemah, ia sangat mudah berubah bentuk dalam pemesinan, yang mempunyai kesan yang besar terhadap ketepatan pemesinan dan kualiti pemesinan. Di bawah tindakan daya pusingan, daya emparan, graviti dan daya pengetatan apikal, ditambah dengan haba pemotongan, aci langsing yang digantung secara mendatar mudah dibengkokkan atau kehilangan kestabilan, mengakibatkan kecacatan seperti butiran kejutan pisau, tirus, bentuk gendang pinggang, bentuk sendi buluh, bentuk segi tiga dan sebagainya. Oleh itu, adalah perlu untuk menyelesaikan masalah tekanan apabila memutar aci langsing dan memastikan ketepatan dimensi. Pada masa yang sama, satu siri langkah yang berkesan perlu diambil, seperti pusingan suapan terbalik, dengan parameter geometri alat terbaik, jumlah pemotongan, peranti penegang, pemegang alat jenis lengan aci, dll. Ini boleh meningkatkan ketegaran aci langsing dan memenuhi keperluan pemesinan. Pemesinan aci langsing atau aci panjang ultra-halus adalah untuk menguji tahap teknikal komprehensif juruteknik pelarik. Apa yang patut kita buat? Sila rujuk kemahiran praktikal berikut.
- Gunakan pemeriksaan kendiri ketepatan pelarik untuk memeriksa dan melaraskan ketepatan dan kestabilan gelendong alat mesin. Penunjuk dail boleh digunakan untuk mengesan ketepatan gelendong chuck, dan mengekalkan garis tengah pusat gelendong dan pusat tailstock pada asasnya selari dengan panjang penuh rel panduan. Rakan sekerja memberi perhatian untuk memeriksa getaran setiap motor.
- Suapan terbalik bertukar dari kepala ke ekor; Pusingan suapan terbalik adalah dengan menggunakan pemotong runcing untuk mengeluarkan kekosongan pada kedudukan bahan kerja di kepala katil, memasang pemegang alat, dan kemudian membuat pergerakan memotong dari kepala katil ke ekor katil. Komponen paksinya akan menghasilkan daya tegangan pada bahan kerja, menjadikan bahagian bahan kerja yang diproses meregang secara paksi, yang konsisten dengan arah pemanasan dan pemanjangan bahan kerja. Berbanding dengan suapan hadapan, arah terbalik mempunyai kestabilan dan rintangan getaran yang lebih baik.
- Tajam dan serasi dengan parameter alat dengan kekuatan tertentu; Pemilihan sudut alat yang munasabah adalah kunci untuk merealisasikan pemotongan yang stabil.
- Pemilihan dan penggunaan parameter pemotongan yang sesuai; Ubah bentuk boleh dikurangkan. Kurangkan kedalaman pemotongan sebanyak mungkin, dan peningkatan suapan akan meningkatkan ketebalan pemotongan dan daya pemotongan. Dari sudut pandangan meningkatkan kecekapan pemotongan, meningkatkan kadar suapan adalah lebih baik daripada meningkatkan kedalaman pemotongan. Meningkatkan kelajuan pemotongan adalah kondusif untuk mengurangkan daya pemotongan. Dengan peningkatan kelajuan pemotongan, suhu pemotongan meningkat, geseran antara alat dan bahan kerja berkurangan, dan ubah bentuk daya aci langsing akan berkurangan. Walau bagaimanapun, jika kelajuan pemotongan terlalu tinggi, daya sentrifugal akan meningkat dan memusnahkan kestabilan pemotongan, jadi kelajuan pemotongan harus dikawal dalam julat neutral.
- Perkara utama dan penggunaan pengapit atas satu klip; Terdapat dua jenis pengapit untuk aci panjang kereta biasa: satu hujung aci langsing diapit dengan chuck, dan hujung yang satu lagi disokong oleh pusat tailstock mesin pelarik (dirujuk sebagai satu pengapit dan satu bahagian atas ); Pegang daya bicu bahagian atas dan rasainya dengan ringan. Ia mudah untuk berundur apabila berundur secara manual. Sesak sangat ringan. Pemegang tailstock hendaklah dilaraskan dan diketatkan pada bila-bila masa untuk mengelakkan lengan atas daripada berundur di bawah kuasa dan memastikan kedudukan bahagian atas tidak berubah. Empat claw clamping amat disyorkan: gunakan empat claw chuck bukannya tiga claw chuck, dengan besar empat claw force, kuat penggantungan dalam arah panjang, dan ia tidak mudah untuk menukar kedudukan apabila diketatkan dalam empat arah; Daya tiga cakar lemah, tiga arah diketatkan, dan kedudukan akan berubah dalam sekelip mata; Empat cakar hendaklah digunakan, dan panjang pengapit bahan kerja tidak boleh melebihi 60mm. Nota: bahagian pengapit adalah permukaan licin yang dilalui oleh kenderaan, yang tidak mudah untuk memaksa, dan titik sentuhan adalah baik;
Satu lagi: kedua-dua hujung aci langsing disokong oleh bahagian atas (dua puncak); Satu bahagian atas dan dua gasing mempunyai daya pengapit yang hebat dan daya penggantungan bahan kerja yang panjang, tetapi hujung atas dua kali tidak sebaik satu gasing. Keanjalan paksi hujung atas berganda tidak mencukupi. Walaupun kedudukannya tepat, kebolehlanjutan adalah lebih teruk. Ia hanya sesuai untuk bahagian aci dengan nisbah diameter panjang kecil, elaun pemesinan kecil dan keperluan koaksial tinggi;
- Penggunaan alat bantu seperti rangka tengah, rangka tumit alat dan gelung rangka; Rangka tengah mempunyai dua fungsi dalam pusingan aci langsing: 1. Satu bingkai digunakan untuk memusing muka hujung, menebuk lubang tengah, mengisar lubang tengah, dan membuat bukaan lurus di kedua-dua hujung kereta; 2. Badan aci boleh diputar dalam bahagian, dan bingkai tengah boleh disokong terus di tengah-tengah bahan kerja; Nisbah diameter panjang sokongan ini dikurangkan separuh, iaitu, jarak antara aci dan sokongan dikurangkan, kekakuan bahan kerja meningkat, dan ubah bentuk lentur semasa pemesinan aci dapat dikurangkan dengan berkesan; Dalam aplikasi praktikal: lengan peralihan akan digunakan di tengah-tengah bahan kerja untuk menghidupkan bulatan kedudukan bingkai, dan kemudian alihkan bingkai tengah ke kedudukan bingkai bahan kerja; Betulkan bingkai tengah di belakang katil. Apabila bahan kerja berputar, mula-mula buat dua cakar sokongan bawah sama rata menyentuh permukaan sokongan bahan kerja dan kemudian kuncikannya. Kemudian kencangkan penutup atas, laraskan kedudukan cakar sokongan atas dan kuncinya selepas ia sesuai. Tegasan cakar penyokong adalah seragam dan ketatnya sederhana; Permukaan galas adalah sepaksi dengan pusat putaran aci utama.
Secara amnya, pengikut alat dipasang pada pelana katil dan mempunyai dua atau tiga cakar penyokong, yang boleh mengikut alat pusing untuk mengimbangi daya pemotongan jejari, meningkatkan kekakuan bahan kerja, dan meningkatkan ketepatan bentuk dan kekasaran permukaan aci panjang; Ia adalah aksesori yang sangat diperlukan untuk pemesinan aci langsing; Pusat rehat tumit, tanpa mengira 2 cakar / 3 cakar, mesti berada di tengah yang sama dengan pusat chuck dan tailstock. Untuk memastikan bahawa kepala sokongan mempunyai permukaan arka sentuhan yang baik dengan bulatan luar bahan kerja, reamer silinder atau pemotong pengilangan silinder boleh diapit pada chuck untuk membetulkan kepala sokongan.
- Bahan penyejuk hendaklah dibekalkan sepenuhnya dan dilincirkan; Kurangkan haba pemotongan. Memotong haba semasa pemotongan akan menyebabkan pemanjangan haba bahan kerja, mengakibatkan lenturan aci panjang akibat penyemperitan paksi. Untuk mengurangkan nisbah haba pemotongan, cecair pemotong mesti digunakan. Semburan hendaklah mencukupi. Cecair hendaklah meliputi seluruh kawasan pemprosesan bahan kerja dan badan alat. Cecair mempunyai kadar aliran yang besar, yang boleh dengan cepat menghilangkan sejumlah besar tenaga haba dan mengekalkan suhu normal bahan kerja dan badan alat pusing. Ini lebih penting. Tiada kebocoran air dalam tangki bekalan air, Mengekalkan peredaran air yang baik
- Urutan pemprosesan: pusingan kasar / halus / halus hendaklah diasingkan; Pusingan kasar pertama, pisau pertama mesti memotong kulit hitam. Kedua, pusingan separuh kemasan: gantikan alat pusing halus, gantikan kuku sokongan tumit pesanan pertama, dan ulangi prosedur semasa pusingan kasar untuk memotong. Penamat akhir.