
Tsinfa, Çin'de manuel torna makinesinin profesyonel bir tedarikçisi ve üreticisidir.
Manuel torna tezgahının fiyatı, esas olarak, iş parçasının ağırlığının yanı sıra merkezler arasındaki döner çapa ve uzunluğa bağlıdır. Farklı özellikler, farklı fiyatlar. Belirli fiyat, satış departmanıyla iletişime geçebilir:+ 86-15318444939 numaralı telefondan bizi arayınve uzman temsilcilerimizden biriyle konuşun.Ayrıca iletişim formumuzu da doldurabilirsiniz.
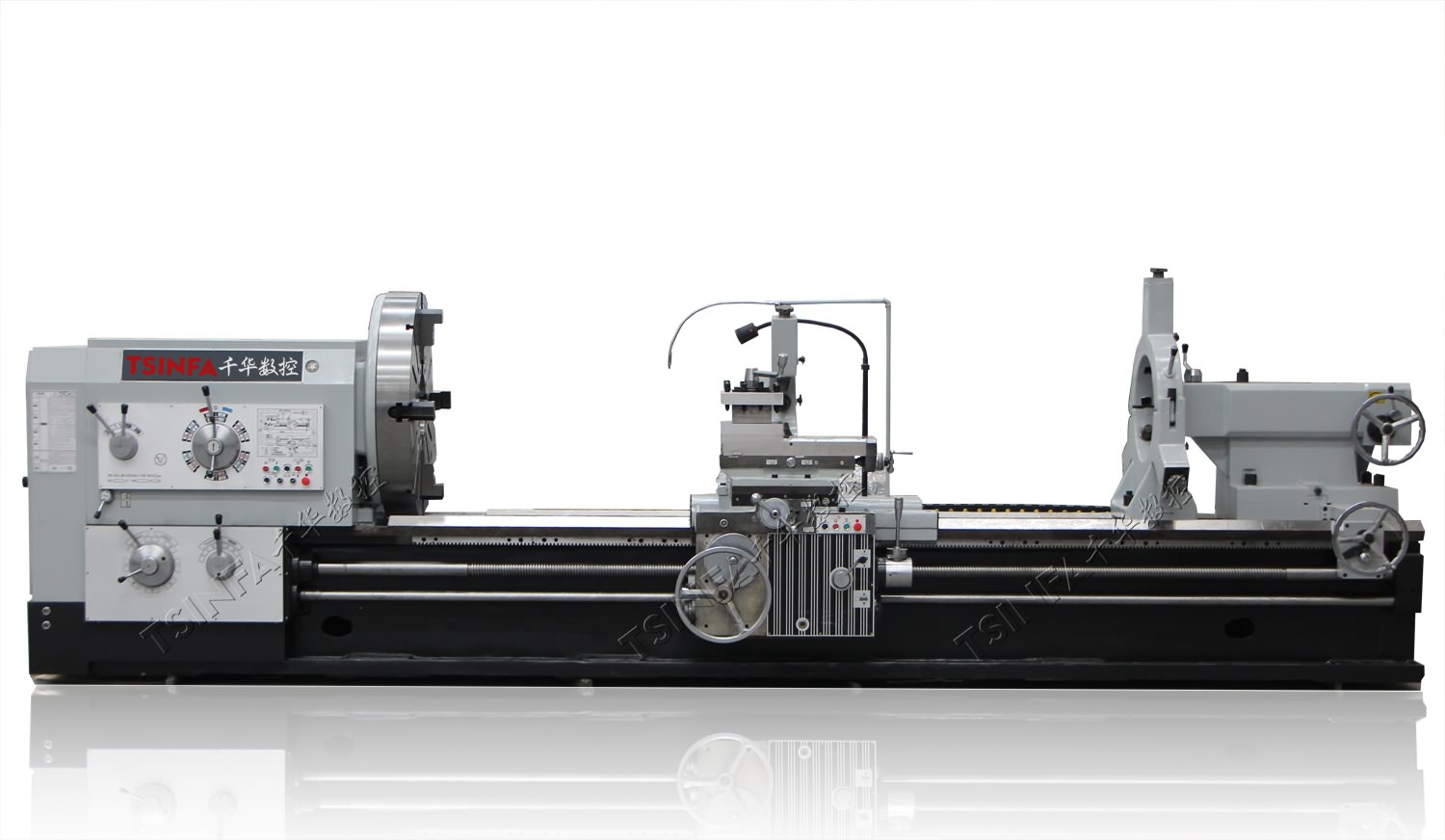
Ağır hizmet tipi 6 metre torna tezgahı resimleri ve özellikleri (Sıcak satış):

Ağır hizmet tipi manuel torna tezgahı LT6240
Yatağın üzerinde salıncak: 400mm
Mil deliği: 52/80 / 105mm
Merkezler arası mesafe:
750/1000/1500/2000/3000 / 4000mm

Ağır hizmet tipi manuel torna tezgahı LT6250
Yatağın üzerinde salıncak: 500mm
Mil deliği: 52/80 / 105mm
Merkezler arası mesafe:
750/1000/1500/2000/3000 / 4000mm

Ağır hizmet tipi manuel torna tezgahı LT6266
Yatağın üzerinde salıncak: 660mm
Mil deliği: 52/80 / 105mm
Merkezler arası mesafe:
750/1000/1500/2000/3000 / 4000mm

Ağır hizmet tipi manuel torna tezgahı LT6280
Yatağın üzerinde salıncak: 800mm
Mil deliği: 52/80 / 105mm
Merkezler arası mesafe:
750/1000/1500/2000/3000 / 4000mm

Hafif hizmet tipi manuel torna tezgahı LH6240C
Yatağın üzerinde salıncak: 400mm
Mil çapı: 80mm
Merkezler arası mesafe:
1000/1500/2000mm

Hafif hizmet tipi manuel torna tezgahı LH6250C
Yatağın üzerinde salıncak: 500mm
Mil çapı: 80mm
Merkezler arası mesafe:
1000/1500/2000mm
Hafif hizmet tipi geleneksel manuel torna tezgahı LH6260C
Yatağın üzerinde salıncak: 600mm
Mil çapı: 80mm
Merkezler arası mesafe:
1000/1500/2000mm

Orta hizmet tipi manuel boşluklu torna tezgahı LT6236, LT6240
Yatağın üzerinde salıncak: 360mm 400mm
Mil çapı: 52mm
Merkezler arası mesafe:
750/1000/1500/2000mm

Orta hizmet tipi manuel torna tezgahı LH6251
Yatağın üzerinde salıncak: 510mm
Mil çapı: 52mm
Merkezler arası mesafe:
1000/1500/2000mm

Orta hizmet tipi manuel torna tezgahı LH6260
Yatağın üzerinde salıncak: 600mm
Mil çapı: 52mm
Merkezler arası mesafe:
1000/1500/2000mm

Küçük Manuel torna tezgahı LH1440K
Yatağın üzerinde salıncak: 360mm
Mil çapı: 40mm
Merkezler arası mesafe:
1000/1500mm
Manuel ağır iş torna tezgahı
Yatakta salıncak: 630-1600mm
Mil deliği: 104-520mm
Merkezler arası mesafe:
1500-6000 mm
İnce şaft nasıl işlenir?
İş parçasının uzunluk/çap oranı 25'ten büyük (yani L / d > 25) olan şaft parçalarına narin şaftlar denir. İş parçası uzunluğunun çapa oranı 50'den büyük ve 100'den küçük olan şaft, ultra ince uzun bir şafttır. Şaft parçaları imalat sanayinde önemli bir rol oynamaktadır. İnce mil, bir şanzıman mili parçasıdır. Örneğin otomobil alanında, güç cihazını ve hareket cihazını bağlayan kısım, ağır makine endüstrisinde gücün sürülmesinde ve ağır nesnelerin kaldırılmasında önemli bir rol oynar. İnce şaftın ince şekli, zayıf rijitliği ve zayıf ısı dağılımı olduğundan, işleme hassasiyeti ve işleme kalitesi üzerinde büyük etkisi olan işleme sırasında deforme olması çok kolaydır. Kesme ısısı ile birleştiğinde, döndürme kuvveti, merkezkaç kuvveti, yerçekimi ve apikal sıkma kuvvetinin etkisi altında, yatay olarak asılı ince şaftın bükülmesi ve hatta stabilitesini kaybetmesi kolaydır, bu da bıçak şok tanesi, konik, bel tamburu şekli gibi kusurlara neden olur, bambu eklem şekli, üçgen şekli vb. Bu nedenle, ince milleri döndürürken gerilme problemini çözmek ve boyutsal doğruluğu sağlamak gerekir. Aynı zamanda, en iyi takım geometrik parametreleri, kesme miktarı, gerdirme cihazı, mil kovanı tipi takım tutucu vb. ile ters beslemeli tornalama gibi bir dizi etkili önlem alınmalıdır. Bu, ince milin sertliğini iyileştirebilir. ve işleme gereksinimlerini karşılayın. İnce şaftı veya ultra ince uzun şaftı işlemek, bir torna teknisyeninin kapsamlı teknik seviyesini test etmektir. Ne yapmalıyız? Lütfen aşağıdaki pratik becerilere bakın.
- Takım tezgahı milinin hassasiyetini ve stabilitesini kontrol etmek ve ayarlamak için torna hassas kendi kendine muayeneyi kullanın. Kadranlı gösterge, ayna milinin doğruluğunu tespit etmek ve mil merkezinin merkez çizgisini ve punta merkezini temel olarak kılavuz rayın tam uzunluğuna paralel tutmak için kullanılabilir. İş arkadaşları her motorun titreşimini kontrol etmeye özen gösterir.
- Baştan kuyruğa dönen ters besleme; Ters besleme tornalama, yatağın başındaki iş parçası pozisyonundaki boşluğu açmak için sivri uçlu kesiciyi kullanmak, takım tutucuyu takmak ve ardından yatağın başından yatağın kuyruğuna doğru kesme hareketi yapmaktır. Eksenel bileşeni, iş parçası üzerinde çekme kuvveti üretecek ve iş parçasının işlenmiş parçasının eksenel olarak gerilmesini sağlayacak, bu da iş parçasının ısınma ve uzama yönü ile tutarlıdır. İleri besleme ile karşılaştırıldığında, ters yön daha iyi stabilite ve titreşim direncine sahiptir.
- Keskin ve belirli güçte takım parametreleriyle uyumlu; Makul takım açısı seçimi, kararlı kesmeyi gerçekleştirmenin anahtarıdır.
- Uygun kesme parametrelerinin seçimi ve uygulanması; Deformasyon azaltılabilir. Kesme derinliğini mümkün olduğunca azaltın ve ilerlemenin artması kesme kalınlığını ve kesme kuvvetini artıracaktır. Kesme verimliliğinin arttırılması açısından ilerleme hızının arttırılması, kesme derinliğinin arttırılmasından daha iyidir. Kesme hızını artırmak, kesme kuvvetini azaltmak için elverişlidir. Kesme hızının artmasıyla kesme sıcaklığı artar, takım ile iş parçası arasındaki sürtünme azalır ve ince milin kuvvet deformasyonu azalacaktır. Bununla birlikte, kesme hızı çok yüksekse, merkezkaç kuvveti artacak ve kesmenin stabilitesini bozacaktır, bu nedenle kesme hızı nötr bir aralıkta kontrol edilmelidir.
- Kilit noktalar ve tek klipsli üst kenetleme uygulaması; Sıradan arabaların uzun şaftı için iki tür sıkıştırma vardır: ince şaftın bir ucu bir ayna ile sıkıştırılır ve diğer ucu torna tezgahının puntasının merkezi tarafından desteklenir (bir kelepçe ve bir üst olarak adlandırılır). ); Üst kısmın kaldırma kuvvetini kavrayın ve hafifçe hissedin. Manuel olarak geri çekilirken geri çekilmek kolaydır. Sıkılık çok hafif. Puntanın sapı, üst manşonun kuvvet altında geri çekilmesini önlemek ve üst kısmın konumunu değiştirmeden tutmak için herhangi bir zamanda ayarlanmalı ve sıkılmalıdır. Dört pençe sıkma şiddetle tavsiye edilir: büyük dört pençe kuvveti, uzunluk yönünde güçlü süspansiyon ile üç pençe aynası yerine dört pençe aynası kullanın ve dört yönde sıkıldığında konumu değiştirmek kolay değildir; Üç pençe kuvveti zayıf, üç yön sıkıldı ve pozisyon bir gecede değişecek; Dört pençe kullanılacak ve iş parçasının kenetleme uzunluğu 60 mm'yi geçmeyecektir. Not: Sıkma kısmı, aracın geçtiği, zorlanması kolay olmayan pürüzsüz yüzeydir ve temas noktası iyidir;
Bir diğeri: ince şaftın her iki ucu üst kısım tarafından desteklenir (iki üst); Bir üst ve iki üst kısım harika bir sıkıştırma kuvvetine ve uzun iş parçası süspansiyon kuvvetine sahiptir, ancak çift üst uçlar bir üst kısım kadar iyi değildir. Çift üst uçların eksenel esnekliği yetersizdir. Konumlandırma doğru olmasına rağmen, genişletilebilirlik daha kötüdür. Yalnızca küçük boy çap oranı, küçük işleme payı ve yüksek koaksiyellik gereksinimleri olan şaft parçaları için uygundur;
- Merkez çerçeve, takım topuk çerçevesi ve çerçeve kasnağı gibi yardımcı araçların uygulanması; Merkez çerçevenin, ince milin döndürülmesinde iki işlevi vardır: 1. Uç yüzü döndürmek, merkez deliği delmek, merkez deliği taşlamak ve arabanın her iki ucunda düz açıklıklar yapmak için bir çerçeve kullanılır; 2. Şaft gövdesi bölümler halinde döndürülebilir ve orta çerçeve iş parçasının ortasında doğrudan desteklenebilir; Bu desteğin uzunluk çap oranı yarı yarıya azalır, yani mil ile destek arasındaki açıklık azalır, iş parçasının sertliği artar ve mil işleme sırasında bükülme deformasyonu etkin bir şekilde azaltılabilir; Pratik uygulamada: çerçeve konumu dairesini açmak için iş parçasının ortasında geçiş manşonu kullanılacak ve ardından orta çerçeveyi iş parçası çerçeve konumuna hareket ettirecek; Orta çerçeveyi yatağın arkasına sabitleyin. İş parçası dönerken, önce iki alt destek tırnağını iş parçasının destek yüzeyine eşit şekilde temas ettirin ve ardından kilitleyin. Ardından üst kapağı sabitleyin, üst destek tırnağının konumunu ayarlayın ve uygun hale geldikten sonra kilitleyin. Destekleyici pençenin gerilimi eşittir ve sıkılık orta düzeydedir; Yatak yüzeyi, ana milin dönüş merkezi ile eş eksenlidir.
Genel olarak, takım takipçisi yatak eyerine sabitlenir ve radyal kesme kuvvetini dengelemek, iş parçası sertliğini arttırmak ve uzun şaftın şekil doğruluğunu ve yüzey pürüzlülüğünü iyileştirmek için torna takımını takip edebilen iki veya üç destek pençesine sahiptir; İnce milin işlenmesi için vazgeçilmez bir aksesuardır; Topuk desteğinin merkezi, 2 pençe / 3 pençeden bağımsız olarak, ayna ve punta merkezi ile aynı merkezde olmalıdır. Destek kafasının iş parçasının dış çemberi ile iyi bir temas yay yüzeyine sahip olmasını sağlamak için, destek kafasını düzeltmek için silindirik rayba veya silindirik freze bıçağı aynaya kenetlenebilir.
- Soğutma sıvısı tam olarak sağlanmalı ve yağlanmalıdır; Kesme ısısını azaltın. Kesme sırasında kesme ısısı, iş parçasının termal uzamasına neden olarak, eksenel ekstrüzyon nedeniyle uzun şaftın bükülmesine neden olur. Kesme ısısı oranını azaltmak için kesme sıvısı kullanılmalıdır. Sprey yeterli olmalıdır. Sıvı, tüm iş parçası işleme alanını ve alet gövdesini kapsamalıdır. Sıvı, büyük miktarda ısı enerjisini hızla alabilen ve iş parçasının ve torna aleti gövdesinin normal sıcaklığını koruyabilen büyük bir akış hızına sahiptir. Bu daha önemli. Su besleme tankında su sızıntısı yok, İyi su sirkülasyonu sağlayın
- İşleme sırası: kaba / ince / ince tornalama ayrılacaktır; İlk kaba dönüş, ilk bıçak siyah deriyi kesmelidir. İkinci olarak, yarı finiş tornalama: ince tornalama takımını değiştirin, birinci dereceden topuk destek tırnağını değiştirin ve kesim için kaba tornalama sırasında prosedürleri tekrarlayın. Son bitirme.