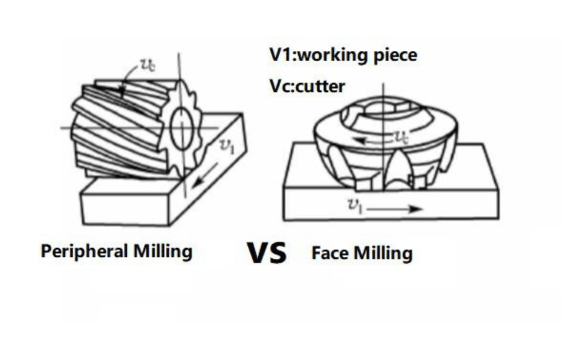
What is the difference between Peripheral Milling and Face Milling
When it comes to milling process, some of the most common technologies are peripheral milling and face milling.
At times, deciding to choose the right milling process can be an uphill task. To make the entire process easier for you, let’s look at the difference between these milling processes:
What is Peripheral Milling?
Peripheral milling is also known as slab milling. Here, the cutting takes place within the periphery of the tooling system.
You employ this technique when cutting material from the sides of the workpiece. This is most suitable for cutting slots and shoulders as well as making profiles.
 What is Face Milling?
What is Face Milling?
In face milling process, cutting tool will remove the unwanted material from top section of the workpiece. You apply this method when machining flat and horizontal surfaces. It is ideal for the final pass and the sealing of large flat surfaces in a single staging.
Differences Between Peripheral Milling and Face Milling
Orientation of the Cutter
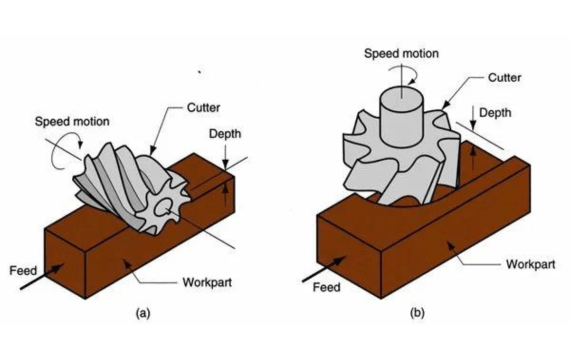
- Peripheral Milling:Cutting tool axis and workpiece surface are parallel. You concentrate the cutting action on the edge of the tool.
When you cut, the sides of the tool come into contact with the material. Thus, perfect for such operations as machining vertical planes, contours, and edges. Due to this orientation, peripheral milling enables you to achieve deeper cuts into the material.
- Face Milling:Cutting tool axis and working piece are at perpendicular angle.With the flat face of the tool, you do the cutting action.
Such an orientation makes face milling perfect for large flat horizontal surface machining. Compared to peripheral milling, you can cover a specified wider area in fewer passes.
Application
- Peripheral Milling: You apply this method in making elaborated outlines, cutting slots, and shaping edges. It is most suitable for those operations which involve machining vertical or curved surfaces with very high accuracy.
Peripheral milling is good for you if you have to mill grooves, shoulders, or any other complex shapes since it provides the precision you require.
- Face Milling: Use face milling when you require to machine flat surfaces with optimum efficiency and speed. This can be used in finishing operations in order to smoothen large flat surfaces such as horizontal surfaces.
However, if you are working on a workpiece that needs a flat surface on a large area, face milling is preferable. For instance, you apply face milling in the last steps of machining massive components like engine blocks or metal plates.
Surface Finish
- Peripheral Milling: Here, the cutter comes into contact with the material from the sides. Therefore, you get a very smooth finish even on areas that are vertical or have some sort of contour.
This method has the advantage of affording high accuracy of the edge finish and elaborate contours.
You will usually utilize peripheral milling when fine surface finish and accuracy of vertical surfaces are of high importance. That is in Mold manufacturing or higher accuracy levels of milling.
- Face Milling: When using face milling, you get a smoother and better finish on larger, flat surfaces. Since the cutter interacts with a large part of the workpiece, it is capable of removing material uniformly.
This leads to a smoother surface finish particularly when fine finishing is needed.
Face milling is normally applied in finishing operations, where flat surfaces are given high standards of finish.
Tool Wear and Setup
- Peripheral Milling: Tool wear is usually non-uniform in peripheral milling since the cutting process mainly occurs along the edges of the tool. When you use the sides of the cutter, it encounters a lot of resistance and hence, they wear out quickly.
Further, peripheral milling needs more precision where you require placing the cutter and the workpiece correctly in order to make the profile cuts.
You may frequently have to change the position of a tool or adjust it because of the wear patterns.
- Face Milling: Tool wear is more evenly distributed in face milling because the cutter interacts with large area. This makes it have a longer tool life than peripheral milling. Set up is relatively easier since face milling engages flat surfaces hence no need for complicated alignment.
There can also be reduced tool changes. Hence you can maintain efficiency especially when using tools for large production lines where uniformity in tool performance is desirable.
Cutter Design
- Peripheral Milling: With this, you employ cylindrical cutters that have cutting edges all around the periphery. Peripheral milling cutters may include end mills, slot cutters, and slab mills.
These cutters are intended for cutting material from the side of the workpiece; therefore, they are fit to use when profile milling, slotting, or cutting grooves.
The cutter is cylindrical in shape, which enables deeper cuts; for this reason, peripheral milling is best for applications where precise vertical cutting is required.
- Face Milling: With this, you apply cutters of greater diameter and they are equipped with cutting edges both on the faces and on the periphery. Some of the common face mills are shell mills and indexable face mills.
The nature of these cutters enables them to cut material from the uppermost surface of the workpiece.
Face milling cutters work best in cases where large surfaces need to be covered with limited number of passes. Due to this, they are very useful in machining flat surfaces of the parts.
Because of the ability to replace carbide inserts, indexable face mills offer versatility and longer tool usage.
Material Removal
- Peripheral Milling: Here, you have to take out material from the sides of the workpiece. Machining of big complex profiles, slots, and vertical surfaces is best done by this method.
Due to the fact that the cutting action takes place along the edge of the cutter, you can get intricate shapes and forms with great accuracy.
Peripheral milling is best applied in cases where the depth of cut or the shape of the cut required has to be tightly controlled.
- Face Milling: Here you take out the material from the top side of the workpiece. With this milling technique, you can machine broad surface faster. You will employ this technique when you need to cut off large portions of material in comparatively fewer passes.
The wide contact between the cutter and workpiece is ideal for removing large volumes of material on wide flat surfaces. This makes it appropriate for both roughing and finishing big, flat surfaces.
Choosing Between Face Milling and Peripheral Milling
First, choosing a milling technique will depending on your material part requirements.
For instance, if your main aim is to produce accurate profiles, slots or deep grooves, or even vertical cuts you should go for peripheral milling.
This makes this method suitable for detailed practices since it offers the precision and control required in machining work.
But if you require to machine large flat surfaces, then face milling is the option that can be taken. Face milling is excellent in covering large areas in limited number of passes, making it suitable for finishing and roughing large parts.
Some of the few things that should be taken into consideration before choosing include the orientation of the cutter and surface finish requirements. Also, tool condition or wear and your particular application.
Conclusion
The basis for the difference between peripheral milling and face milling is the orientation of the cutter, application, and the kind of surface that you need to produce.
Understanding these differences allows you to choose the right milling processes that will fit your needs. This is so that you don’t compromise the performance of your machining exercises.
Related resources:
Horizontal vs. Vertical Milling – Source: TSINFA
Dynamic Milling – Source: TSINFA
Difference between 3-axis, 4-axis and 5-axis – Source: TSINFA
Milling Process – Source: WIKIPEDIA
Thread Milling – Source: TINSFA