Thread Milling – The Ultimate Guide
Ever wondered how threads can be made inside a pre-drilled hole and how to go about it? This process is made possible by a technique called thread milling that we are going to have a critical look at.
What Is Thread Milling
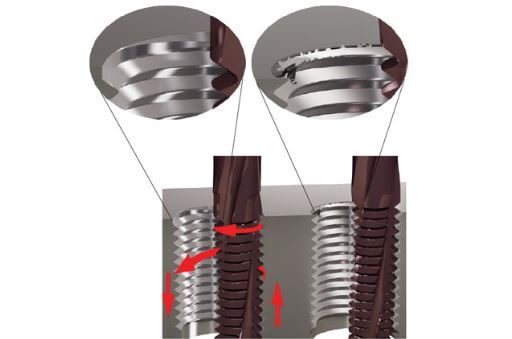
We can describe it in basic terms as a way in which you can create threads by cutting into a material using a high-speed tool. The cutting tool does not have full contact with the threaded hole like in tapping but is just a small point of continuous contact.
You have to predrill a hole bigger than your cutting tool before you start making threads on your workpiece. However, we can occasionally use it to cut threads on the external circumference of some workpieces.
Thread Milling
If you’re making threads inside a workpiece hole, then the diameter of such a hole must exceed that of your thread milling tool. This is to give it an allowance to rotate in a circular motion inside the hole’s circumference to create the threads.
Don’t confuse this with tapping since the diameter of the tool in tapping is the same as the hole that you want to thread. Your tool is also fully in contact with the workpiece circumference you’re tapping.
Benefits of Thread Milling
Flexible
You can cut threads on your workpiece on either its internal or external diameter using the same cutter. The thread sizes can also vary in diameter without changing the cutter.
Reduced Wear
The cutting tool in thread milling has minimal engagement with the material you’re threading. The wear and tear on your tools is significantly reduced therefore increasing their service life.
Better Quality
The threads you create using thread milling are of a higher quality compared to tapping or any other method. This is largely because the cutting tool has flutes that assist in removing chips as you mill.
Works With Poorly Machinable Materials
The cutting conditions are superior to the conventional ones and make it possible to cut threads on materials having poor machinability. Materials such as titanium and hardened steel are hard to machine but you can easily thread mill them.
Blind Holes
You can easily create an entire thread profile through the entire hole length of your workpiece in one go. This is not possible with tapping since you have to drill deeper to achieve your first complete profile.
Process of Thread Milling
You will have to go through various pre-milling stages to accomplish a perfect thread-milling procedure. For starters, you have to have an extensive knowledge of the application in which your mill-threaded workpiece is going to be applied.
You also need the dimensions of the hole you are thread cutting in terms of its diameter and thread dimensions. You can now settle for a cutting tool that can best work with your material properties and geometric specifications.
The next step is to program your machine (such as CNC) to feed the cutter with the appropriate radial depth of cut. Other parameters include the speed at which it will be rotating while cutting and the appropriate feed for the process.
There are available software programs such as CAD/CAM that can easily assist you with this procedure. When you are done, you can test the whole setup with a trial workpiece.
This is where you can fine-tune parameters such as the tool speed and its path feed. This is done with a trial workpiece to avoid damaging your part when adjusting such parameters.
When you are satisfied with all the settings and parameters, you can proceed with your workpiece and start cutting threads on it. You can insert your rapidly rotating cutter inside the pre-drilled hole.
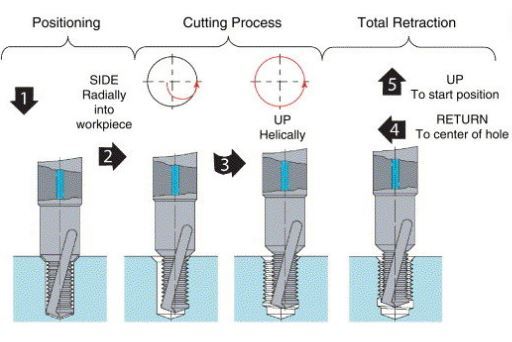
Machining Process of Thread Milling
Use radial motions to while rotating the cutter inside the workpiece to achieve the required diameter. The cutter then rotates while doing upward movements in steps that match your required thread pitch.
The threads are now complete and your cutting tool returns to its starting point. Ensure you follow all the thread milling guidelines and any safety precautions required.
Types Of Thread Milling
There are various thread milling methods you can use on your workpiece depending on your application requirements. They are mainly determined by the type of cutting tool you use to cut the threads.
Here is a list of some of the thread milling procedures available and how they can be useful in your application:
Straight Flute Thread Milling
This milling requires you to use cutters having flutes that are straight in nature as opposed to the normal helical ones. These flutes assist in removing the chips you create while cutting the threads.
The flutes are placed between your tools cutting teeth with each tooth contacting your workpiece successively. This means the contact between them and your workpiece is relatively high.
Take note that you will spend some more time carrying out this process besides having your feed options restricted. The best workpiece materials you can use here are those that you can easily machine.
Straight Flute Thread Milling
Helical Flute Thread Milling
The cutting tools you use in this thread milling method are designed with several teeth. They also have flutes that easily get rid of the chips produced when cutting your threads.
The flutes on the cutting tool you use are designed in a helical manner on its circumference at either a 15° or 30° angle. This reduces the pressure placed on your workpiece by the cutting side of the tool.
It achieves this by staggering the level and amount of contact between the teeth and the threaded workpiece. You can benefit most from this process if you’re dealing with high-speed thread milling.

Helical Flute Thread Mill
Single Profile Thread Milling
The cutting tool here has a single tooth with several flutes. You can also find other tools having a pair of teeth for cutting the threads.
The operating principle of single-profile thread milling allows it to cut just a single complete thread for each revolution. This means that it will take you a relatively longer time to complete a whole thread profile on your workpiece.
Such a slow but precise pace works well for materials that have poor machinability. It can prevent the rapid wear and tear of your cutting tool.

Single Profile Thread Mill
Long Reach Thread Milling
This thread milling method works perfectly well when you have a hard-to-machine material that you have to thread a deep internal hole on. It requires very minimal cutting force with considerable side pressure.

Long Reach Thread Mill
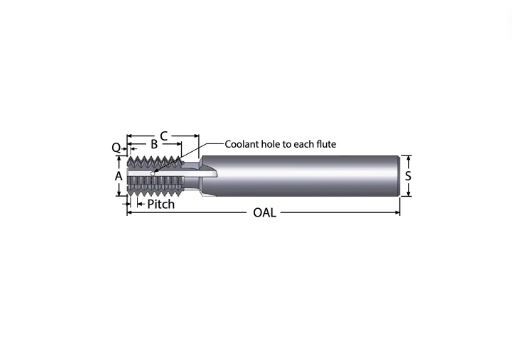
Thread Milling Cutters
This is the tool you use when cutting your threads during thread milling. It does this by creating contact with your workpiece surface at very high speeds and feeds to create the threads.
The material used to manufacture cutters is normally very hard since it has to cut other hard metal surface workpieces. The common cutter materials you can find are carbide and high-speed steel.
They both possess a very high resistance to wear and tear and are very tough. However, the carbide cutters have an edge over the high-speed steel on very many aspects.
We can classify these cutters based on various aspects such as their function and design. Let us have a brief analysis of these classifications and what they entail:
Based On Structure
- Cyclone Shaped: you can use this cutter if your threads have precise requirements or if they are strictly application-specific.
- Cylindrical Cob Shaped: they are the most common cutters that you use for cutting standard threads on your workpiece.
- Disc Shaped: you can use them if you are aiming for trapezoidal threads on your workpiece
Based On Usage Mode
- Single-Form: commonly used in cutting threads from medium to large size. They are also your cutter of choice if stability when stability is an issue.
- Multi-Form: you can apply this when you have different thread sizes to cut but can’t use the single-form cutter. It is also best for instances where you have to cut a complete thread profile in one pass.
- Internal Coolant Cutter: this cutter has a complex design that can allow you to mill and drill at the same. You also get a drilling coolant delivered right inside your workpiece while still thread milling to reduce friction
Based On Thread Milling
- External Cutter: generally used to cut external threads on your workpiece
- Internal Cutter: for cutting internal threads on pre-drilled holes on your workpiece
- Tapered Cutter: designed for cutting tapered threads
Thread Milling Vs Tapping
Sometimes you might get confused when trying to differentiate between threading and thread milling. You can achieve threads through cutting in both of them but some aspects set them apart.
Let us now analyze how the two compare and how you can tell one from the other:
- We generally use threading when the threads we require are in drilled holes that are relatively small. For larger holes, thread milling works best although it is also capable of threading smaller holes.
- When it comes to the amount of cutting force you need to accomplish the two, tapping will require more of it.
- For tapping, your tool has to be a perfect fit for the hole you are threading. The cutting tool used in tapping has to be equal in size to the threads you are creating and fitting inside the threading hole. Thread milling needs a cutting tool smaller in diameter than the hole to be threaded.
- When tapping, the chips produced are pushed out of the thread by your cutting tool, resulting in sticky shavings. Thread milling gives you clean threads since the flutes on your cutting tool eject chips without compromising the quality of the process.
- You have the option of using one cutting tool size to thread different hole sizes when thread milling. This is unlike tapping where you have to use specific cutting tools for every hole size you thread.
- The quality of threads you can achieve when thread milling is superior to the ones from tapping. Additionally, they have a smoother surface.
Limitations Of Thread Milling
However efficient thread milling may seem, you cannot use it in every other application. We can have a brief look at the downside of this thread-cutting method:
- Compared to other thread-cutting applications such as tapping, it is relatively slower. There are instances where tapping can give you a reliable thread profile faster than thread milling.
- It is costly since you need sophisticated machinery and equipment such as a CNC machine for it.
Thread Milling Tips
Let us have a look at some of the practices you can adopt to achieve thread profiles having the best quality when thread milling machine for sale:
Suitable Quality Tool
If you want a flawless thread milling process, then go for a cutting of the highest quality that best suits your threading requirements. Make a comparison from various credible tooling manufacturers and make an informed choice of the most appropriate one.
Regulate Thread Depth
It’s a rule of thumb that when cutting your thread, the perfect thread profile should not exceed one and a half times the bore size. If your cutting tool operates deeper into the hole diameter, it can easily deflect resulting in an inaccurate thread milling.
Asses Your Radial Passes
If you want enhanced thread tolerance and safe threading, then you can divide your thread cutting into separate radial passes. This tactic also works well with materials with hard machinability since it reduces the chances of breaking your cutting tool.
Evaluate Chip Removal
Ensure that there is an appropriate tool or way of ejecting the chips formed while cutting your threads. You can try using a lubricant that will save you time and give you a good thread tolerance.
Define Your Tool Path
The path you choose for your cutting tool directly impacts your choice of whether you get a right- or left-hand thread profile. Go for a thread direction that matches your application.
Slow Cutting Speeds
When you create threads using lower cutting speeds, it gives the cutting tool sufficient time to create meticulous threads. However, this is not the case in many circumstances but use it whenever possible.
Secure Your Workpiece
Have your workpiece securely fastened or clamped in the right position when thread milling. This reduces the chances of vibration that may distort the dimensions and appearance of your threads.
Choosing The Right Thread Milling Tool
If you want you want to avoid malfunctions or various tooling problems, always settle for a high-quality tool designed for your application. This will ensure you avoid machining errors on your workpiece and achieve a quality product.
You need to inquire about the tools available in the market and compare their material characteristics, pros, and cons. This means that you have to extensively master the different types available such as spiral grove thread milling cutters or the indexable insert thread milling ones.
You should know the materials they are made of and the form in which they come in. After that, you can choose a tool that can closely satisfy your application requirements.
Thread Milling Applications
One of the major places you can apply this technique is when threading materials that are hard to machine. You can opt for tapping if you are dealing with materials that are easily machinable although thread milling can still work on them.
It is also the best thread milling machine for home-cutting methods when you’re dealing with holes having large diameters. Threading blind holes has been made so much easier by thread milling. It allows you to reach cut threads right through the hole to its end.
All these are threading applications that cannot be performed using tapping due to the weaknesses it portrays in your final threads. This application covers both internal and external surface threading.
Conclusion
You now have a clear picture of how thread milling works and much of everything surrounding this process. As you have seen, it has a lot of benefits and can give you threads of a superior quality than other processes.
This goes a long way in improving your production while at the same time cutting your costs.
More Resources:
Thread Milling vsTapping – Source: TSINFA
Pipe Threading Lathe – Source: TSINFA
Cutting Threads on Lathe – Source: UNIVERSITY OF FLORIDA