Stretch Forming – The Ultimate Guide
Manufacturing of metallic parts often involves the shaping of blank pieces in a process referred to as forming. Stretch forming one of the variations of this procedure is achieved in a variety of ways and mainly involves deforming the material mechanically before shaping it. The method used differs depending on the material used.
What is Stretch Forming?
Stretch Forming Process
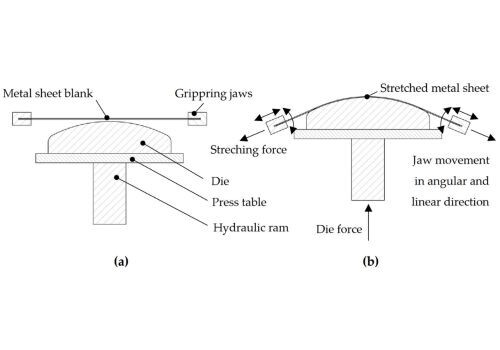
This process involves using a die of the desired shape which helps in designing contours that are smooth and have no wrinkles. The metal is pulled beyond its yield point and contorted over the die which deforms the material into the desired shape.
Advantages of the Stretch Forming Process

Hydraulic Stretch Forming Machine
There are several benefits you can obtain from using this forming process. These advantages include;
- This method of metal forming enables the designing of expansive metal sheets as well as extrusions into intricate designs.
- Complex shapes can be designed in a single cycle which makes it ideal for the production of large pieces.
- Work hardening which occurs during the formation of products using this method enhances the tensile strength of your products.
- Consistent tension which is maintained during this process ensures that there are little to no imperfections in your final product.
- This process utilizes a single die for similar products which helps you save the cost of tools.
- With a smoother finish typical in this process, the need for secondary finishing is minimized.
Limitations of Sheet Metal Stretch Forming
When using this formation process there are a few limitations you are likely to encounter. These disadvantages include;
- There are factors including the material’s properties and its stress ratio which limit the maximum strain that is vital in this formation process. These factors directly influence fracture and localization which in turn destabilizes the material.
- This forming process uses dies for the shaping process and is therefore not ideal for mass production of varying designs as different tools will be required.
- For industrial settings, this forming process incurs a higher cost of tooling depending on the required parts as well as their sizes.
Metals Suitable for Stretch Forming Process
The metals that are compatible with this forming process can retain the indented shapes during the formation process which may incorporate different intricate designs.
The materials used in this process also feature enhanced ductility and malleability which is ideal for producing parts with structural integrity and elevated precision.
Metals most suited for the stretch-forming process include;
- Aluminum extrusions which is both lightweight and has an enhanced resistance to corrosion-resistant.
- Steel is another metal whose main advantage is its elevated tensile strength.
- Clad Metals vary in composition and are composed of fused metals with desired qualities
- Titanium is a quality material that is not only resistant to corrosion but features increased strength while being lightweight.
- Stainless Steel is an amalgamation of steel that incorporates increased corrosion resistance and is very
- Nickel Alloys feature elevated strength and extreme temperature resistance.
- Brass is very malleable and can easily be used in this formation process
- Copper has elevated conductivity and is also malleable
Types of Metal Stretch Forming Equipment and Machinery

Metal Stretch Forming Process
· Swing Arm Stretch Wrap V- Press
This variation of stretch forming machine consists of a die mounted onto a table with frames. The machine also contains a pair of arms that support a mobile carriage that is equipped with a gripping jaw as well as a hydraulic tension cylinder. Its mobile carriage has a ninety-degree movement allowance which results in a swinging motion
The gripping jaws are used to hold onto the material to be shaped. Its carriage moves the gripping jaw to create the desired shapes in the desired section. The material is then stretched by the arms with the help of the hydraulic tension cylinder over the die
· T Press or Transverse Press
Transverse presses also known as T- press consist of narrow tables used to mount dies that are positioned perpendicularly to their long beams. It is fitted with carriages that have yokes attached with parallel jawlines fixed to the yokes.
The jawlines are used to hold onto the metal typically in sheet form and stretch it over the positioned die. The carriage can be used to manipulate the yokes to better position the material. Its die is pushed up against the material until the desired results are achieved.
· L-Press or Longitudinal Press
This machine is equipped with a die that is mounted on a table placed perpendicular to the machine’s jawline. The table has long support beams and its jawline features rotation motion, oscillation, curving, as well as tension control. It is fitted with carriages that help move the arms in turn move the jawline.
When using this equipment, the material is secured using the gripping jaws. The material is pulled and wrapped around the mounted die to create the different shapes.
· Versal Transverse/Longitudinal Press
This variation combines the working properties of both the transverse and longitudinal stretching equipment
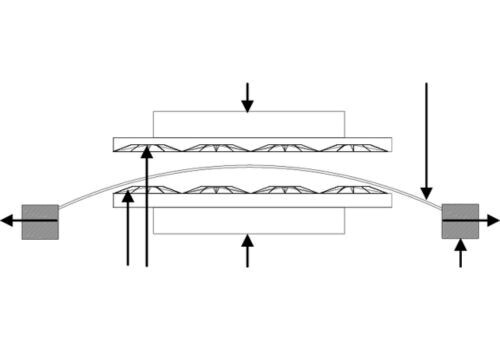
· Stretch Draw Press
This machine is equipped with mating dies with low tables for mounting, positioning, and supporting the dies. These tables are referred to as platens and are located both above and below the die and operate with the help of a hydraulic cylinder. It is also fitted with arms that contain gripping jaws used to move and pull the material.
The material is fastened using the jaws and pulled by the arms. The mating dies are then used to draw and deform the stretched material into the desired shape.
· Rotary Draw
This equipment features a rotary table fitted jaws onto which the die is mounted. The design features a tension linear moving jaw. The jaw is used to stretch the material after which the table rotates wrapping the taunt material onto the die. This equipment also has a wiper that is tasked with pressing a shoe with an identical profile against the desired section.
Step-by-step Stretch Forming Process in Sheet Metal
Stretch Forming Metals
This process is carried out in the following steps;
- The first step is to prepare the material you want to shape. This process is done by placing your blank metal in position and ensuring that is securely held by the gripping jaw which is supported by carriages.
- This is followed by stretching of the material carried out by the equipment arms. Your blank should be pulled past its yield point which is done with the aid of hydraulic tension cylinders
- While the jaw maintains the material’s tension the die is driven into the stretched material in the next process which is formation. The material is deformed as tensile force is elevated during the molding process which results in the desired shape.
- The material is then removed from the machine after the formation process is completed.
Comparing Stretch Forming and Stretch Wrap Forming
Stretch forming corporation is a procedure that requires stationing your material over a die with the aid of gripping jaws. The jaws tight grip on the sheet as it is pulled until it passes its yield point using the table mounted with a die that is driven by hydraulic pistons. This process deforms the blank sheets creating your desired shapes.
The stretch wrap procedure on the other hand involves two separate procedures with the first one entailing the stretching of the chosen material. Once the material has been pulled past its yield point and is flat, it is wrapped around the die. This process requires two sets of gripping jaws one that is fixed and another set attached to the tension cylinder on a turret allowing it to move.
Stretch Forming Applications
With the different variations of this forming process, this method has a broad range of applications. The different parts produced and the different metals suitable for this forming method are used for the following applications:
- Aerospace industry
- Automotive industry
- Construction and architecture
- Rail car industry
- General manufacturing
Conclusion
It is important to understand the advantages and limitations as well as the suitable materials for the stretch-forming process. These factors will help you determine if this method of metal forming is best suited for your needs. Understanding the different types of machinery and methods involved is also essential in your decision-making process.
More Resources:
Superplastic Forming – Source: TSINFA
Deep Drawing – Source: TSINFA
What is Hydroforming – Source: TSINFA