
Superplastic Forming 101: A Detailed Guide for Beginners and Experts
Superplastic forming has made it possible to produce parts with unique forms that are lightweight and very strong unlike molding.
This complex approach is implemented in various spheres, including aerospace and automotive, medical devices, and consumer electronics.
What is Superplastic Forming?
Superplastic forming is a manufacturing method in which a hot sheet of metal is stretched and molded into intricate designs by means of gas pressure.
You put the metal into the furnace at a temperature that transforms the metal into a superplastic stretched without the metal tearing. You follow that by using the gas pressure to series the molding process in a die.
Superplastic Forming Technique
You do this either by forming the basic structure into a complex and detailed shape or by enhancing the basic structure. In the aerospace and automotive industries, it is common to keep the part’s weight low while increasing the strength and the capability.
Advantages of Superplastic Forming.
Cost Savings from Single-Part Formation
It enables you to not only combine several components into one part but also to decrease two precious resources of an enterprise.
This is due to the fact that the shapes being manufactured are complex in a single operation, resulting in fewer parts needed for assembly. Fewer assembly steps, and associated labor costs, which ultimately translate into huge cost savings in production.
Better Production Ability
This technology makes it possible for you to produce the same size or larger, stronger, and lighter pieces that are impossible to manufacture with conventional methods.
These components are designed to be ideal for aerospace, automotive, and many other industries where strength-to-weight ratio is a crucial matter.
Less Springback
Superplastic deformation has a low springback that will ensure parts maintain their shapes perfectly in the final profile after they have been formed.
The ability of this feature to produce close tolerances and high dimensional accuracy eliminates the need for post-forming adjustments or rework.
Single-Tool Requirement.
While superplastic forming has only one mold, it follows a simpler procedure with the tools and reduces the tooling costs. In contrast to conventional shaping procedures that might require multiple tools for intricate shapes.
Composite superplastic forming can create complex shapes with a single tool, simplifying production and minimizing the overall cost.
Complex Shapes
With superplastic forming, you can make complicated, difficult, or impossible shapes by using conventional methods. This technique gives you the ability to make pieces with fine curves, angles, and details that usually meet the needs of modern-day designs.
Reduced Secondary Operations
Through the elimination of complicated machining or joining operations, acb superplastic forming reduces production norms and times while saving costs at the same time. This unique property allows for the production of shaped parts ready for use, thus preventing unnecessary steps and material loss.
Enhanced Material Properties
With superplastic forming, you can keep the material’s structural integrity and strength while it’s being shaped into a particular form.
This culminates in parts with augmented mechanical properties, like, enhanced strength-to-weight ratios and extended endurance limits, leading to overall product performance and longevity.
Deformation Characteristics in Superplasticity.
· High Ductility
While deforming in superplasticity, metallic materials demonstrate unusually high ductility, allowing them to undergo large deformations without breaking.
Through this feature, you are able to create complicated forms and stretch the material into three-dimensional shapes without any structural failure.
· Homogeneous Deformation
Superplasticity allows homogeneous deformation of all material components, guaranteeing a uniform shape and thickness. For this reason, defects are minimized, final products that homogenously deform are obtained, and there is mechanical property assurance of predictable quality.
· Low Strain Rate Sensitivity
In a superplastic state, metals show little strain rate sensitivity, implying that they can keep their ductility within a broad range of strain rate values.
Such attributes enable a fine-tuned forming course, leading to the production of exact items with the same quality and precision.
· Grain Boundary Sliding
The main superplasticity principle is grain boundary sliding, which is observed either in individual phases or else in grain boundaries that are under stress. This function enables the material to be pressed at a low temperature and high strain rate, and it can thus easily flow into mold during the superplastic forming process.
· Flow Localization
The localized deformation or flow concentration may occur in the superplastic materials neighboring the geometrical features or stress focus areas. Regulating capillary by localization is considerable since it can be detrimental to uniform deformation and, ultimately, lead to premature failure.
Superplastic Forming Process
Heating the Material
First, you heat the metal sheet to its superplastic temperature, which usually falls within a specified range depending on the material’s composition.
This temperature is vital for starting a superplastic condition, which enables the material to undergo extended deformation without cracking. Heating can be achieved either through furnace heating or localized induction heating, which gives an even temperature distribution throughout the sheet.
Preparing the Forming Die
Place the forming die in the desired shape of the final component. The die jaw must be precisely machined to handle delicate contouring of the part and good material flow, which are required for the process of forming. The die may be treated with special surface treatments or coatings to reduce friction and ensure a smooth release of the part after the procedure is completed.
Placing the Heated Sheet
Precisely position the hot metal sheet into the forming die by ensuring alignment and orientation to get the target form. The sheet should be safely clamped or held to ensure no shifting has taken place during the forming process and, thus, the accuracy of all dimensions has been maintained.
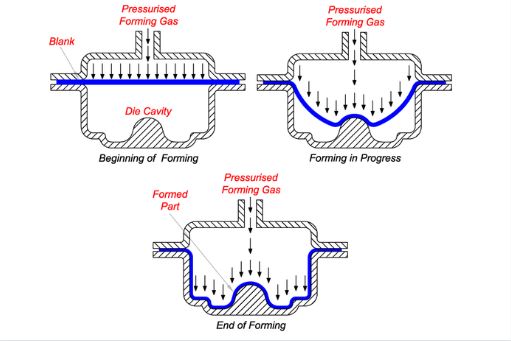
Applying Gas Pressure
You make argon or nitrogen gas fill the forming chamber and put pressure on the heated metal sheet. Since there is gas pressure applied to the sheet, the sheet would deform and flow into the contours of the forming die.
Regulate pressure and gas distribution with the goal of achieving uniform deformation and maintaining product integrity.
Forming the Component
Appropriately high pressure of gases causes the material to modify itself; the superplastic material stretches and conforms to the shape of the trying die.
Supervise the process carefully so that material continues to pour evenly and prevent defective defects like wrinkling or thinning. Alter processing conditions while continuing to improve forming conditions in order to produce the desired part dimensions and surface specifications.
Cooling and Removing the Component
Once the forming process is done, gradually bring down the temperature of the formed part to keep its shape and mechanical properties stable.
Cooling can be achieved by manual cooling rate or quenching, depending on the material and part specifications. After the cooling-down process, slowly remove the shaped part from the mold, with special attention to avoid structural defects or distortions.
Post-forming operations like trimming, finishing, or assembly can be done as needed in order to prepare the component for its end use.

Superplastic Forming Process
Factors Affecting the Superplastic Forming Process.
· Temperature
You should ensure sure that the temperature of the material is within its superplastic range for successful deformation. Under higher temperatures, ductility is heightened, diminishing flow pressure and making the material more ductile.
Temperature is being controlled very accurately in order to prevent the dollicle from growing too big and deteriorating the material quality of the part.
· Strain Rate
Change the speed of applying stretching to the material. Lower strain rates mostly present strain refinement phenomena that favor plastic behavior, and hence, the material is able to elongate to its limit. Nonetheless, low strain rates may lengthen the forming cycle if applied in an extensive way.
Adjust the strain rate by material features rather than the strain rate itself, and impose the required deformation owing to its qualities.
· Grain Size
Make note of the grain size of the material because finer grains are generally associated with excellent superplastic characteristics.
The fining of the grains forms a zone of grain boundary sliding, facilitating superplasticity through providing an even deformation and a uniform strain distribution.
· Material Composition
Choose materials with proper components for superplastic forming, usually alloys that have high ductility and a finely distributed microstructure.
Alloying also impacts these attributes by applying chemical modifications, like the grain size, phase stability and the mechanism of deformation. Choose some of the raw materials that have a good superplasticity and are shaping friendly.
· Pressure and Gas Control
Make adjustments in gas flow and size of the closing gate (chamber) to ensure the smooth flow of the material and that it deforms onto the exact shape. Spreading out various amounts of pressure first will guarantee the elimination of any wrinkle or thinning wafer. Keep the rates of flow rates and the pressures of the forming process tune to the most originate and make the part with a higher level of quality.
· Tooling and Die Design
Obtain custom cleaning and forming fixtures, molding dies that have been developed according to the superplastic forming specs.
Define the steps of die from configuration (shaping) to the finishing and temperature control; and simplify movement of materials (fitting them more smoothly) for higher sound frequencies. Carefully analyze angles of draft, radii, and parting lines to facilitate easy release of formed parts and to avoid defects caused by the tooling.
Different Techniques in Superplastic Forming.
Single-sheet Blow Forming
Single Sheet Blow Forming employ one superplastic sheet that has to be heated before forming it on a single die cavity with the gas pressure. The method used is best for making the parts with simple shape, and often prototypes or low-volume production is what it is used for.

Sheet Blow Forming
High-Speed Blow Forming
By manipulating fast gas pressure, Flexible plastics let the person reform the product quickly in correspondence with his/her will at considerable fast speed. Thus, we expect the productivity and cycle time to grow, too.

High Speed Blow Forming
Due to the industrial robot example, the speed, throughput, and efficiency being the most predominant factors of concern.
Hollow Cavity Forming
Make voiding or hollowness by going berserk and activating additional functions such as end mill at the base of the die. During this process, the superplastic material is stretched and formed around the other parts into complex parts with internal streams.
It is widely employed in production of lightweight structural members producing hollow cavity systems especially in the air and automotive divisions.

Hollow Cavity Forming
Multi-Sheet Forming
Apply super plastic materials coupled together and manufactured simultaneously to produce structures with different thicknesses or material strengths.
This is the ability to bring in different materials or to add reinforcement layers which makes it possible to have components with improved performance and functionality.

Multi Stage Incremental Sheet Forming
Quick Plastic Forming
By reducing the heat intake and the time spent on the processing, implying that the amount of energy used would be less.
The super plasticity with fast heating methods of induction heating or microwave heating are the technologies behind rapid plastic molding with high production rates while keeping good part characteristics. They seem to be the most effective for the fields where fast economic speeds, and large production are critical.

Quick Plastic Forming
Types of Superplastic Materials.
- Aluminum Alloys (AA5083 and AA7475.
- Titanium alloy Ti-AI-4V.
- Magnesium alloy AZ31 (at 425).
- Nickel-based Superalloys.
Limitations of Superplastic Forming
Material Limitations
Before get started with the necking in superplastic forming some materials you need to care about material selection are not suitable for any superplastic forming. Certain materials have no required flexibility or graininess that is important for the deformation. Select the materials based on the forming process as well as the features required for the component.
Equipment and Facilities
It is of significance to note that this process demands features like a special equipment and tooling accommodated at a high price both for the purchase and maintenance.
Analyze the investment that covers the main machines, such as furnaces, forming presses and dies. With high risk of tool maintenance and replacement and other running costs.
Lack of their Real-Life Simulation
Make sure you know SPF is good for casting simple to moderate complexity 3D shapes and not symmetric exact parts.
Parts as large or small as they might be and their complex shapes could become a challenge in the uniform material flow as well as tooling design. Check geometry and formation capability which must match the parameters of the equipment as well as the properties of the materials.
Process Control Challenges.
Make sure you stand up to the challenge of the process control issues that the superplastic forming can generate all the time, including temperature uniformity, gas pressure distribution, and deformation consistency.
Near-optimal forming conditions necessitate precise adjustment of parameters including heating rates, strain rates and cooling rates which are mostly subject to disruptions, thus hindering the consistency of the forming process.
Material Grain Growth
In this context, therefore, make certain that, as it forms at high temperatures, grain growth hazard is not appeared, as it might be and properties would be decreased.
Mayer grain ultra-distances may impair super plasticity and thus bring forth defects like cracks and tearing. Slow down the grain growth through the schemes, like the temperature range or refining material, which significantly enhances the grain structure of the material.
Practical Applications
- Aerospace Components.
- Automotive body panels.
- Medical Device Manufacturing.
- Consumer Electronics Housing.
- Renewable energy equipment.
- Defense and Military Applications
Conclusion
Superplastic forming is a technique that is changing manufacturing process making allowing companies to create sophisticated designs. If you are looking for a suppliers to invest in production of parts such as in automotive industry, this technique will make your work more efficient.
More Resources:
Types of CNC Machines – Source: TSINFA
Plastic Forming – Source: SCIENCE DIRECT

