Sheet Metal Bending – The Ultimate Guide
Sheet metal bending is the method of applying some force to a metal sheet to change its shape (either U or V). Through the pressure applied, it is deformed and is able to bend to various angles and form this unique shape. This can either be done by hand or with a machine. It has many names, like press braking, forming, flanging, etc.
Before you invest in any sheet metal bending process, read this guide:
Reasons for Bending Sheet Metal
- Precision: Due to the machines and laser cutters used to have metals bent, not forgetting the best software, bends are always precise.
- Faster Process: You can expect the bending of sheet metals to be quickly done. So a lot can be done in a short time, which means no issues of delay.
- You don’t need tool investments: With this process, you do not need a unique tool. This is because even the simplest tools can be used to achieve ideal bends. So, there are no restrictions on the tools to use.
- Does not Require many Processes: Since you will be making workpieces from a single material using joints, it takes away errors, failure points, time, and complications.
- Affordable: Since this process can be achieved with ease, workers without much skill in sheet metal bending can be hired. So, you get to spend a little.
Sheet Metal Bending
Common Sheet Metal Bending Techniques
2. Folding Sheet Metal
Folding sheet metal is just like when you fold paper airplanes. With this technique of bending, all workpieces are bent at a specific angle.
How this technique works:
- Hold and position the metal sheet using the clamping beam.
- Then leave the tool to swing the workpiece around its pivot point.
- As swinging goes on, the metal sheet folds.
For workpieces that are very thick, you must fold repeatedly to get the ideal fold. This is why this technique is best for metal sheets that are thinner.
Sheet Metal Folding Evolves
Folding comes with unique methods that make it ideal for different principles of manufacturing:
- V die bends
- U die bends
- Forming
- Free bends using a one sided clamp
- Three point bend
- Free round bend
Some pros of the folding technique
- You will love the simplicity of this technique and its application
- The accuracy of this technique is very high, generally
- You will not spend much on production per part fabricated with this technique.
- You get to spend little on equipment units, especially as an initial investor
Some limitations to note down are:
- You can expect to have some marks on the surface of your workpieces.
- There are not many folding angles that you can make use of.
- Workpieces that are bent through folding mostly come with some spring-back effect.
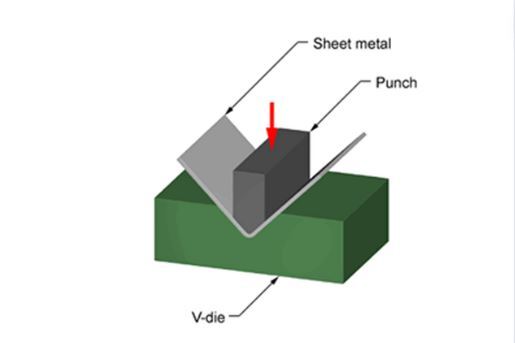
2. V-bending Sheet Metal
Out of all bending methods for sheet metals, v-bending represents so much more. Note the following where its working principles are concerned:
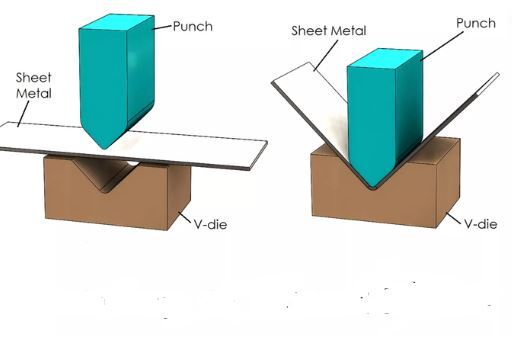
- With this technique, you will need to make use of a v-shaped punch and die. This makes it possible for sheet bending to be done at various angles to meet your production needs.
- It is the punch that pushes the workpiece into the v-shaped setting in the die. With this done, workpieces are formed with unique bend angles.
Some pros of this technique include:
- Given you the chance to bend various products of various sizes
- Setting up for this technique will not take much time
- You will not need to put in much force for bending to be completed
- Accuracy levels are high with this technique
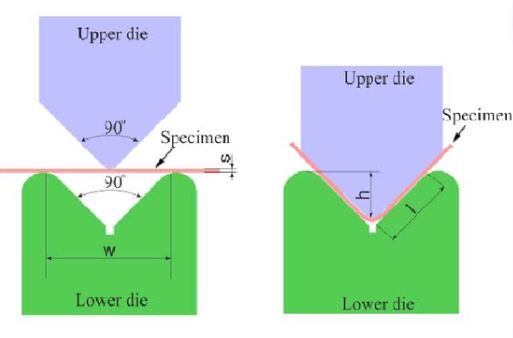
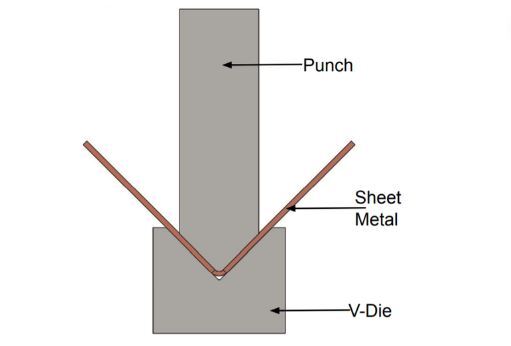
Bending Principle for V Bending Sheet Metal
Some cons to note:
- You will need to keep close eyes on the process to ensure the bend is perfectly done.
- It is not an easy method.
3. Bottoming Sheet Metal
This technique is almost the same as that of air bending. It uses the press brake bend method. Some details on its working principle include:
- The metal sheet is put into the punching tool
- The surface of the metal sheet is punched
- With punching done, the workpiece is forced into its ideal form
In this technique, the workpiece touches die walls as it is bent.
Some pros of this technique include:
- The accuracy of bends can be worked on with ease
- This technique is ideal for shapes with any angle
- The per part fabrication cost of production is low
- When bent under this technique, workpieces hardly show spring-back effects
Bottoming Sheet Metal
Some of its cons include:
- Its initial tooling investment is high.
- Most shapes will need you to have custom tooling done.
- A lot of pressure must be applied to the workpiece to achieve precision.
4. Coining Sheet Metal
This technique and process are highly famous for coin fabrication. If you require the workpiece, sheet, etc. to have a stamp, then this technique is ideal.
Coining working principle:
- The workpiece (sheet metal) is forced into bottom dies with very high pressure
- With the force applied, the workpiece deforms permanently into its ideal shape
- As the ideal shape is obtained, the form that is engraved on the bottom die surface sticks onto the workpiece
Coining in Sheet Metal
There is a need for you to choose the right tooling to ensure the best outcome is obtained.
Some benefits of coining steel metal:
- You will never need to worry about spring-back effects
- Any bending accuracy can work with this technique
- You can be assured of total precision with this technique
- Is able to have components with imprinted designs produced
Some cons to note down too:
- This technique requires initial investments that are quite costly
- Per part fabrication costs for production can range from being reasonable to expensive
- It is a bending technique that requires a lot of pressure
- Custom tooling will be needed for quite a number of shapes
- Your metal sheet surfaces will also have some marks on them
5. Air Bending Sheet Metal
Air bending sheet metal works through force. How? It forces the sheet metal surface into either a U, V, or any shape. This is how it is done:
- Punch the workpiece with a working tool that is strong
- These tools might differ where tips and die shoulders are concerned
- The tools help give the workpiece its final shape
The main point here is that the metal sheet doesn’t touch die walls that are being bent
Here are some pros to consider:
- No startup investments in the tool are needed
- Has a bending method of low pressure
- Works ideally with almost any metal, no matter its thickness
- It is unlikely to experience surface damage with this method
Also, here are a few limitations:
- It will not work perfectly for shapes with acute angles and are smaller compared to 45° since accuracy bends are low
- Per part fabrication costs for production are high
- Spring-back effects are highly possible
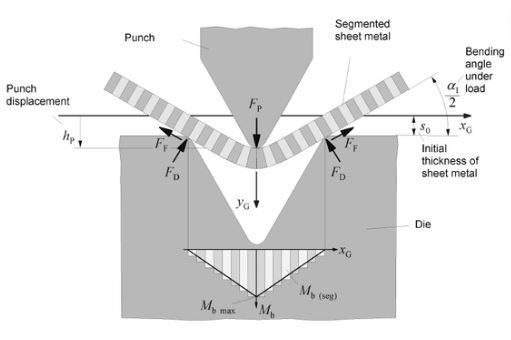
Structural Model for Air Bending Sheet Metal
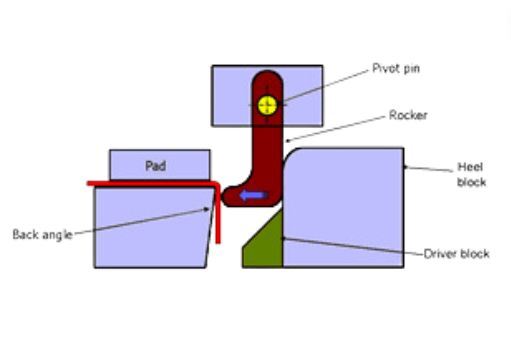
6. Wipe Bending Sheet Metal
Also called edge bending, it is an advancement of the folding method. Its working principle is as follows:
- Hold the metal sheet between a die and pad.
- Then, slide the wiping flange or punch down. Here, the force that you apply is what will bend the sheet and give it its angular shape.
This process doesn’t work for bend angles that are more than 90°.
Wipe Bending
Unique pros of this method:
- There is no surface damage issues.
- The force applied is mostly spread equally across the surface of the metal sheet.
- Accuracy is spot on.
- Can bend workpieces many times in a single run.
Below are some limitations too:
- For curved shapes, you will need custom tooling.
- Some level of spring-back effect can be experienced with bent metal sheets.
- It is very expensive to go through.
- Production costs can range from moderate to high.
7. Roll Bending Sheet Metal
With the roll bending method, bending metal sheets into rolls, curved shapes, cones, and tubes is made easier. It makes use of roller sets that bend metal sheets into the ideal shape or curvature. This method is perfect if you want to create workpiece parts that are not very thick.
Some pros to consider:
- It is not expensive
- Has a high level of simplicity
- Will provide you with precise rolls and bends
Some limitations:
- It cannot work with sheets that are very thick
- Revolved around workpieces that require rolling alone
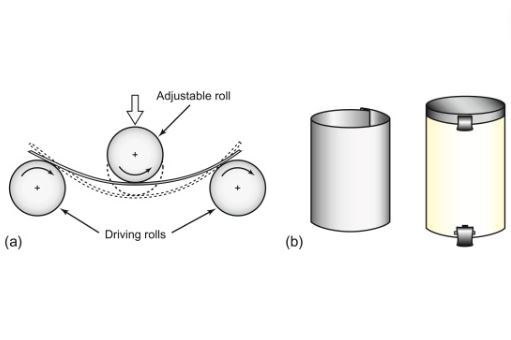
Roll Bending Sheet Metal
8. Rotary Drawing Sheet Metal
This type of bending is used to produce pipes that have a wide central line radius range. Below is how it works:
- Insert a mandrel into a tube.
- Then bend it with the mandrel in it.
- Due to the mandrel, the tube stays strong as the rotary die pushes it to the fore and rotates alongside.
Some pros to consider:
- It is very versatile
- Supports pipe and tube designs that are complex
- The spring-back effect shown here is mostly minor
- Can ideally produce materials that have varied thickness
- Can bend metal sheets many times in a single run at angles that differ
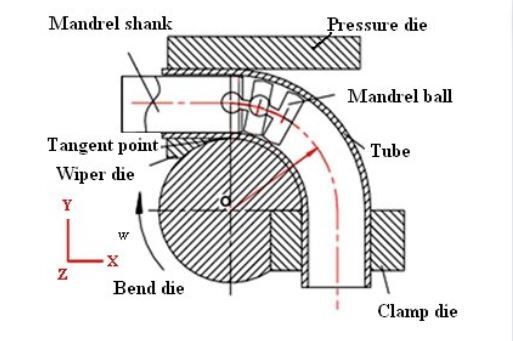
Rotary Draw Bending Principle
Here are some limitations too:
- Custom tools will be required for some shapes.
- It costs a lot of money as far as startup investments are concerned.
- Is a bending method that requires high pressure.
- It is not an easy method at all.
- Can destroy the surface of the metal sheet.
9. Step Bending Sheet Metal
With step or bump bending, large bend radiuses are taken and partitioned into many smaller bends so as to obtain a larger radius obtained. Its principle is simple. The spaces between these bends are restricted by the bending die size being used. When the material is thick, the bending die should be large. This should be done to increase precision even as the wear of the tool is reduced.
Some pros to list:
- Highly versatile
- A minor spring-back effect can be expected
Some cons to note down:
- Production costs can be quite high
- It is not an easy method
U shaped limitations, holes within the bend, finishes, etc.
Step Bending Principle
Tools and Equipment for Bending Sheet Metal
· Hydraulic CNC Folding or Metal Bending Machine
Hydraulic press machine is ideal for bending sheet metal. It comes with a hydraulic system. This system makes it possible for it to bend sheets that are very large and thick too. Other details to note down include:
- This machine comes with a digital control panel where unique bends can be initiated.
- It is perfect if you produce sheet metal parts that are large.
· Manual Folding Machine
Here, sheet metals are bent using this machine. Tool sizes mostly vary based on sheet thickness. Also, it works perfectly for bends that are straightforward. Below are some more details:
- It is easy to use
- Moving is easy
- It is perfect for small businesses
· Shears
This is a tool that is used to break sheet metal into pieces. They can also be used to do the following:
- Cut specific geometrical shapes from the material before bending.
- They come in both electric and manual forms.
· Angle Finders
Are used to find metal sheet angles to ensure binding is done accordingly.
Apart from these sheet metal bending tools and equipment, you may need:
- Drilling tools: Used to drill holes in metal sheets. They can be in the form of any screwdriver.
- Steel rule: Serves as a measuring unit.
- Snips: Can be used to manually cut metal sheets by hand. They come in two types: aviation and straight snips.
- Scriber: Used to mark and make specific lines on metal sheets before bending.
- Burring device: This tool is used to ensure all rough spots within metal sheets due to holes or cuts are made smooth.
- Half round stake: It is used to press, and its main aim is to have seam joints pushed.
- Divider: This is a valuable tool used to scribe curved or circular lines or profiles.
- Mallet: This tool is like a hammer. It is used to exert some force when dending is done.
- Taper stake: Used to add finishes to tapered work done.
Factors to Consider when Bending Sheet Metal
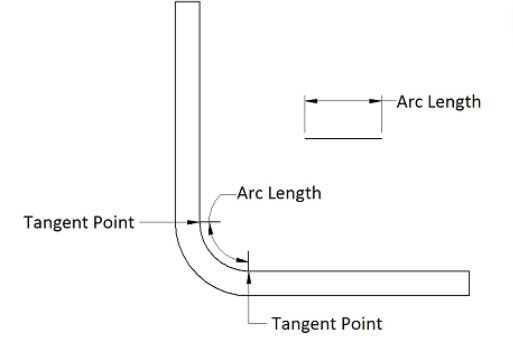
Length of the Bend
The settings of the tool you use are what will influence the length of your bend. This needs to be considered to make sure measurements are right and that the product finishing will be precise as required.
Bending Radius
Generally, sheet metal bending extends the outer part of the workpiece. If you do not want to go through complications when you bend sheet metal, ensure the workpiece thickness is equal to the bend radius.
Tonnage
The highest tonnage press brakes can take will be based on different factors, like the features of the bend and the properties of the material.
Bending Line in Sheet Metal
Bend lines determine where bends will need to be done on workpieces. Bend lines are very important for the right bending geometry to be ascertained. Also, it helps to decide the ideal length. So, you should consider these limes greatly to keep accuracy intact.
Distance Between Bends
The features of the tooling you use will show the level of closeness of your bends when bending is done. Consider creating the right distances between bends to make tools work to perfection and make work smooth.
Hole Edge Distance
Bending will definitely lead to the workpiece stretching. This leads to the internal stress being shared evenly. This is why holes made at the edge of metal sheets should not be close to the bend line. There should be some distance. If that is not done, the holes cause distortions.
Bending Spring Back
When a part of the workpiece that was bent bounces back, that is the springback effect. Yes. With this effect, the metal sheet goes back to the way it was before it was bent. This can be expected. However, using the right machine helps a lot. The connection between the initial and ending bend angles is what the spring-back formula represents. The spring-back formula is Sf = bending angle/bent angle.
Hear Affected Zone
This happens due to laser or plasma cutting heat methods. It also has to do with bends that are not even where edges and holes exist.
Bending Allowance and K-factor
K factor is represented by the workpiece thickness, and the bend space from the bend line all the way to the radius. The metal part’s K-factor is influenced by the settings of the tool and the composition of the material. So, k-factor = material thickness: neutral axis, or K factor = δ/T.
Bending Tolerance
Bending tolerance is mostly determined by the machine type you use for your sheet bending. Choose the bend angles to be at ± 1° with the bending length at ± 0.010 (all within standard tolerance).
Bending Deduction
The total length of the workpiece after bending is mostly longer than the actual flat pattern. For you to know this flat pattern, you take out the steel metal length, called the bending deduction, from the complete length of the sheet metal.
Sheet Metal Thickness
Workpiece thickness needs to be in direct proportion to the bend radius. If that is not done, you will not have the level of precision expected.
Tolerance
As the bending process is happening, disparities can be observed with workpiece components. This can be based on the thickness of the sheet and the type of material.
Material Choice
There are materials that can be bent with ease and those that are a bit more difficult. So, based on your specific production niche, you need to be sure of the specific material you are using. You canchoose from aaluminum titanium, steel, copper, etc.
Sheet Metal Materials Suitable for Bending Process
Aluminum
This material is reasonably priced and light in weight. It is very easy to bend as well as fabricate. Aluminum resists corrosion greatly and has a strength-to-weight ratio that is high.
Copper
Due to how soft copper is, it is easy to form and bend. Also, it is recyclable and antimicrobial, which makes it safe to use.
Brass
This alloy is a combination of copper and zinc. This material is famous in sheet metal due to how elegant it is. It is very easy to fabricate. Brass has low friction, resists corrosion, and has high machinability.
Bronze
Also called commercial bronze, zinc is used as the actual alloying feature or element. Brass has great forming abilities, doesn’t require annealing, etc.
Stainless Steel
This steel type comes to life when carbon and iron are combined with nickel and chromium added too. Chromium in stainless steel ensures degradation is prevented. Also, with this material type, press brake bending is best.
Steel
This material is made with carbon and iron combined. Steel is very durable, strong, and economical.
Titanium
Titanium is very strong and resists corrosion. This makes it perfect for bending.
Carbon Steel
Carbon steel is safe to use and recyclable. Also, it is versatile and durable.
Design Tips when Bending Sheet Metal
Here are some unique design tips that will make bending sheet metal exciting:
- Know the right flange length. You need to make sure the flange design is right. If it is too short, you will not have the outcome you wish for with the bending process.
- Chamfered Sides. Always make sure all chemfers leave much space to ensure the right bends are achieved. Otherwise, you will not like the end results of the bend.
- Distance of hole from bends. Do your best to have holes a bit far from bends. This will prevent deformation.
- Try to keep rectangular holes on all sides of the workpiece. This will prevent any confusion. Also, consider making all sides symmetric if you can.
- Rivet nuts. Always have river nuts inserted prior to the bending process. Choosing to bend before inserting river nuts into holes is wrong. The holes can be destroyed after bending. Also, make sure these nuts do not get in the way of bending tools.
- Small flanges on parts that are big. It will help if you use large flanges for big parts. This simplifies the whole process.
- Creating successive bends. It is important for you to be sure if it is needed or doable to have bends closer to one another.
- Keeping bends on the same line. Keeping bends on the same line is best. This is even better when you have many flanges on one workpiece.
- There is a need for bending relief. Creating cutouts on the workpiece sides is best. These cutouts serve as bed relief. Also, adding some minute radii to these reliefs helps a lot.
- There is the need for bend relief. Creating cutouts on the workpiece sides is best. These cutouts serve as bed reliefs. Also, adding some minute radii to these reliefs helps a lot.
- A flat pattern should be checked regularly. Always switch from CAD view to flat pattern to have it monitored.
- Keep the bend radius simple. This can be achieved when the material thickness is equal to the inner radius. This will ensure no future troubles arise.
- Direction of the bend. Do not design bends in directions that are the same as when the workpiece was rolling. This prevents fractures.
- Make sure you leave an inside radius to make the edge of workpieces strong. This is where hemming comes in. Even with hems, ensure some small radius is left within.
Step-by-step Sheet Metal Bending Process
Step 1 – Calculate the Parameters of the Design
You need to start by calculating the parameters of the design. These will include the force needed, the bending line, and the bend order.
Step 2- Decide on the Die to Use
Decide on a die for bend creation. Remember, there are many dies that can perform the sheet metal bending process.
Step 3 – Press Brake Set Up
With your calculations done, enter the outcomes into the CNC device. This is how the press brake can be set up. When these details are entered into the machine, the machine gets to know the right amount of force the metal requires for the ideal bend to be created. Also, the machine is able to know the right bend order to get done. Make sure the right die and tool are connected to the press brake before bending begins.
Step 4 – Part Alignment
Have the workpiece aligned between the die and the tool. When you initiate the machine to work, it will ensure the workpiece is bent at the bending line.
Step 5 – Initiate the Press Brake
Initiate the press brake to begin its work. When this is done, the figures entered into the CNC machine will provide the required force for the press brake to bend the workpiece.
Step 6 – Move to the Next Production Process
Immediately after the metal is bent, you can remove it and prepare it for the next production step.
Applications of Sheet Metal Bending
| Bending Sheet Metals in Various Industries | Examples of Parts/Components |
| Home Appliances | Washing machines, refrigerators, air conditioners, etc. |
| Automobile Industry | Truck bodies, doors, frames, springs, brackets, etc. |
| Aerospace Industry | Airplane wings, aircraft skin, fuselage, jet engines, landing gear, etc. |
| Construction Industry | Tile trim, partitions, roofing, panels, rooftops, springs, etc. |
| Military Industry | Tanks, armored vehicles, other military vehicles, etc. |
| Health Industry | Used for surgical devices like scalpels, clamps, forceps, etc. |
| Manufacturing Industry | For storage tanks, filing cabinets, pipes, metal furniture, construction parts, pipes, etc. |
| Food Industry | In ovens, conveyors, mixers, baking tools, etc. |
| Petroleum and Gas Industry | In cylinders, cans, containers, exhaust pipes, etc. |
| Chemical Industry | Storage containers, tin cans, etc. |
| Decoration industry. | Vase, ornaments, crossbars, etc. |
Conclusion
Metal sheet bending types, methods, techniques, and benefits continue to grow. With this growth and technological advancements, you need to be informed to know the specific types of bending methods that will work for you. This article has provided in-depth information you can depend on.
More Resources:
Press Brake for Bending Sheeting Metal – Source: TSINFA
Bending Sheet Metal – Source: XOMETRY
How to Bend Sheet Metal – Source: WIKIHOW