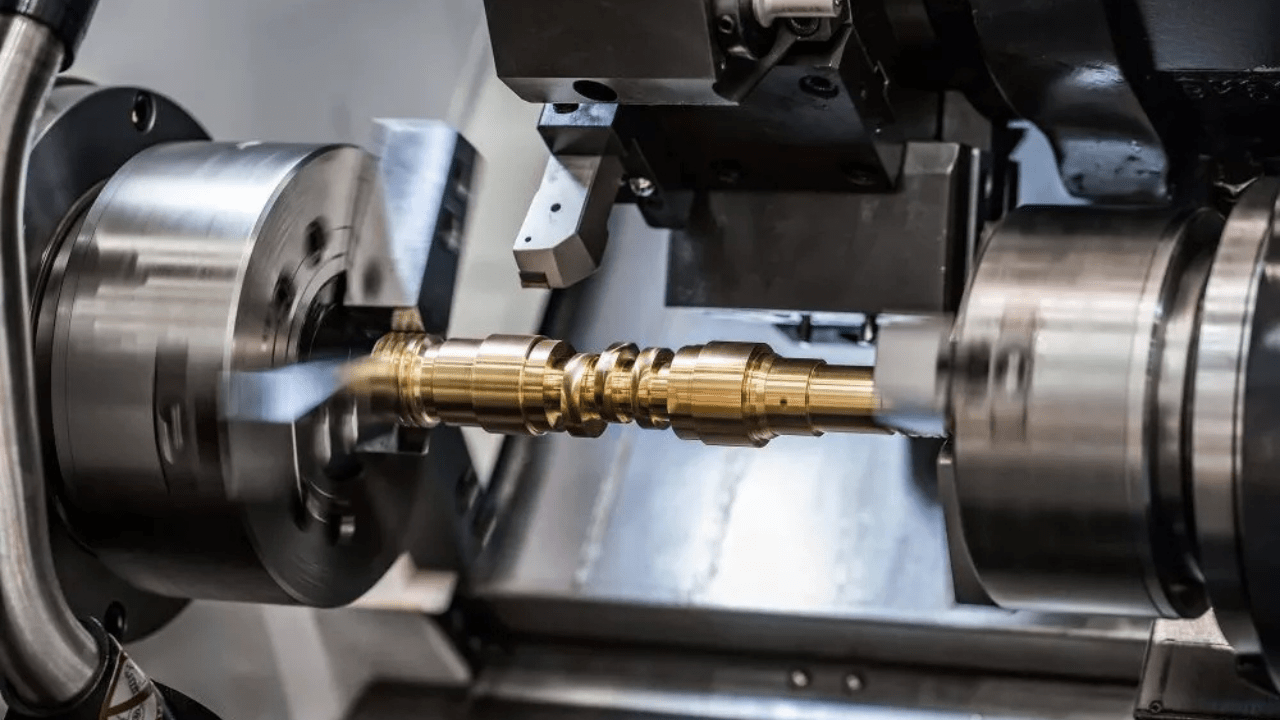
How to Fix Taper on a CNC Lathe
Taper problems on CNC operations result in the inaccuracy of machined parts. As a result, production is disrupted. Knowing how to fix taper on a CNC lathe is important for manufacturers, hobbyists, and machinists. It is fundamental to ensure quality is maintained.
Read further for a guide on how to address this problem.
Common Causes of Taper Issues on CNC Lathes
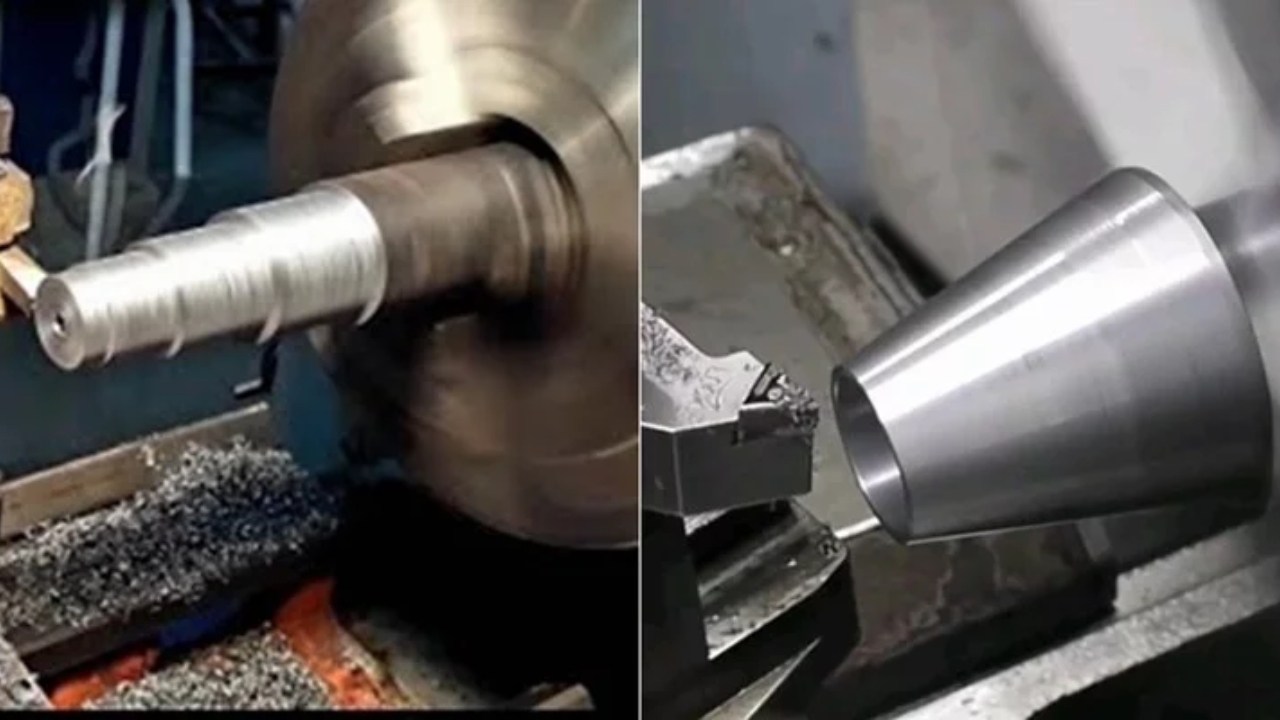
Taper is an unintentional angular deviation from the normal working surface or axis. Here are some common causes of taper issues worth your attention:
Misalignment
Misalignment between the headstock and tailstock may result in taper problems. The spindle may not move precisely if the lathe bed is worn or improperly leveled. Unintentional tapers can also be caused by loose or moved parts. Any slight error in any of these can negatively impact operations.
Tooling Issues
A tool that is not set appropriately or a worn out tool will result in rough cuts. If the tool height or its nose radius is incorrect, this could also cause a problem. Rough cuts may be a result of deflection due to over excessive tool overhang. If the collet surfaces are dirty or damaged, this could also cause problems.
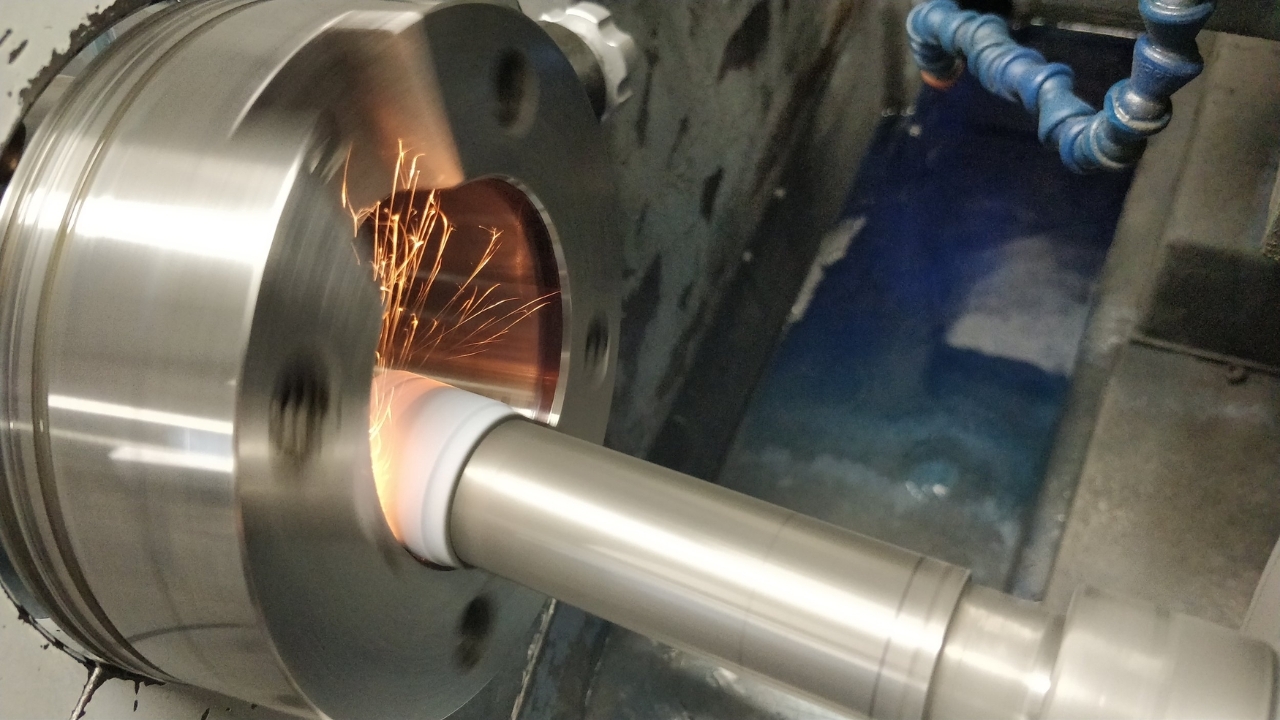
Excessive Heat and Stress
Excessive heat can affect workpiece dimensions. Material stress can cause deformation and taper.
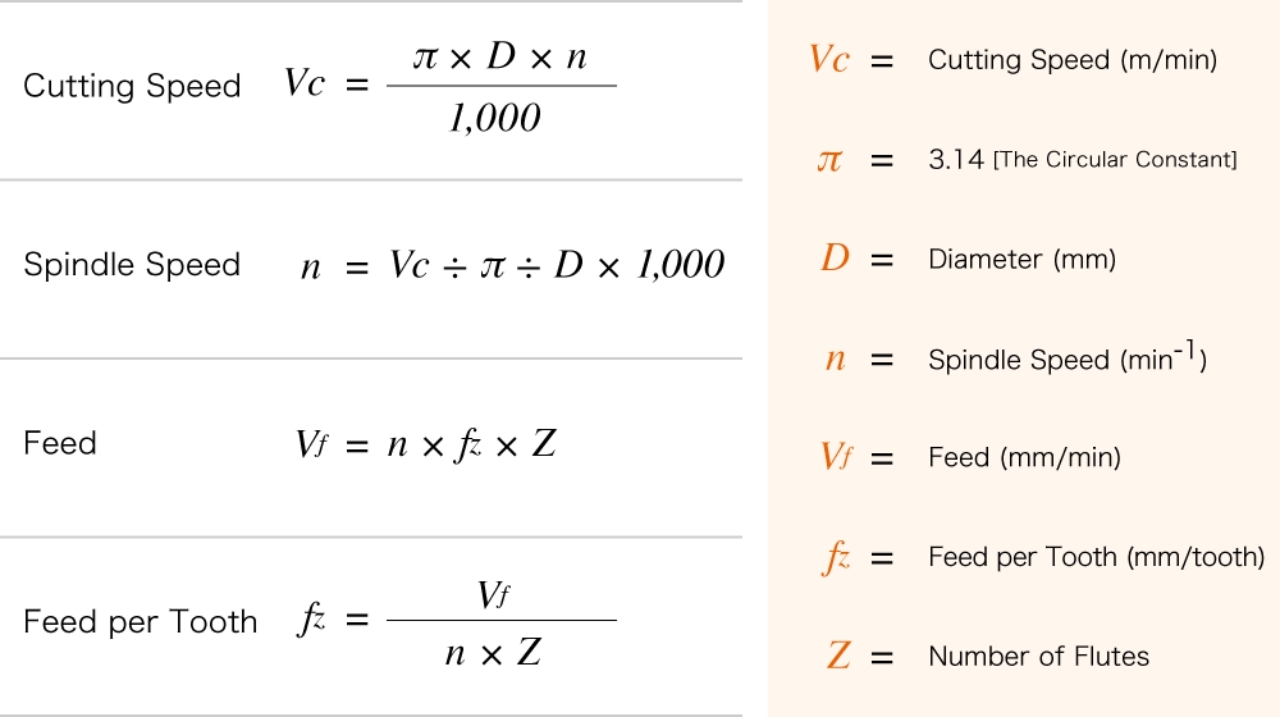
Cutting Parameter Errors
Tapers may appear if the spindle speeds and feed rates are off. Making a poor choice of depth of cut can lead to uneven cutting. If you lack proper tool compensation, you increase the chance of inaccurate cutting.
How to Fix Taper Issues on a CNC Lathe
Before diving into solutions, it is important to note that tapers could be machine-related, tool-related, or a work holding issue. First of all, determine the kind of problem you’re dealing with before finding a solution to it.
Level the Machine
One of the common causes of taper is misalignment. If the corners of the lathe and its adjustment pads are loose, a serious deviation could occur. Thus, a properly aligned or leveled machine fixes taper issues.
With a bubble level, check if the machine is properly aligned. Additionally, make sure the lathe is level to prevent the bed from twisting while you are working.
You can fine-tune leveling with a precision machinist’s level like Starett level. This can correct the horizontal and vertical parallelism of the bed guide rails.
Adjust the Tailstock Alignment
Tailstock misalignment happens on occasion as you work. Ensuring that it is moving smoothly without restriction will eliminate taper.
Use a dial indicator to check if the tailstock is properly aligned with the spindle. Correct any defect you may observe. This could include adjusting the screws and removing or adding shims.
Check if there’s wear on the tailstock quill, as a worn-out quill could cause issues. Make any necessary adjustments to the tailstock offset to guarantee smooth operation.
Use Collet Chucks
Collet chucks are necessary to reduce deflection. Using them is not negotiable.
Check if the collet chuck is correctly installed and is holding the workpiece without excessive pressure. This guarantees alignment. During work operation, check at intervals for deflection.
To get rid of dirt and debris, clean the contact surfaces. Use an abrasive tool for the surface polishing to get rid of slight scratches. This helps to improve the holding power, reduce vibration, and enhance its appearance.
Adjust the Feet
The machine’s feet provide stability, which is vital for an efficient work operation. A leveled feet will prevent the machine from shifting during operation.
Ensure that all the leveling feet of the machine are in place. Make adjustments if needed.
Use Incremental Programming
Incremental programming helps to minimize errors and fix tapers. Specifically, using U and W codes is a game-changer that ensures consistency.
U stands for incremental X-axis, while the W stands for incremental Y-axis. Production could be slowed down by recalculating every time. You can make quick changes by using these codes.
These minor adjustments will make it easier for you to identify mistakes and make the necessary adjustments to improve workflow.
Adjust Cutting Parameters
Make any necessary changes or checks to the feed rates and spindle speeds. Reduce the depth of the cut if you observe a deflection. Use the compensation features available in the CNC control for proper tool compensation and taper correction.
FAQ

What causes the CNC lathe to cut a taper?
This could happen for a variety of reasons. Tailstock alignment, wear in the machine parts, a dull tool, or uneven feet are common reasons. Regular inspection, adjustments, and replacement can deal with the problem.
How can I precisely measure a taper on a CNC lathe?
You can employ different methods for accurate measurement. Precise measurements can be taken via taper gauge or CMM (which is short for Coordinate Measuring Machine). These tools help to measure the angles and dimensions of the taper.
How do I set Taper on my CNC Lathe?
One method commonly used is the compound rest method. You use this by inclining the compound rest toward the desired angle. Then, with the guided angle, you feed the tool along the workpiece. Another method is to use a special tool called the form tool to create the taper.
Conclusion
Understanding how to fix taper on a CNC lathe achieves efficiency and minimizes errors. Whether you’re a CNC expert or Manufacturer, applying the steps mentioned above would help you in achieving better production and precision.
At Tsinfa, we offer the best machines for your work operations at affordable rates. Contact us now for any inquiries.