How to Cut Left-Hand Threads on a CNC Lathe
There’s a need for you to understand threading cycles, use accurate programming, and work with a proper tool setup when cutting the left-hand threads on CNC lathes. In contrast to the custom right-hand threads, you cut the left-hand threads in the opposite way, requiring some adjustments. With this guide, you‘ll learn how to machine left-hand threads accurately.
What are Left-Hand Threads?
Left-hand threads are simply screw threads, which tightens whenever it turns in an anticlockwise direction, which is opposite to the usual right-hand threads. They are useful in applications whereby normal rotation could result in the loosening of the right-hand thread, like gas fittings, bicycle pedals, and rotating machinery.
You can identify these threads through the indication “LH” and need special programming and tools when machining on CNC lathes. Also, you can cut left-hand threads utilizing similar threading tools used by the right-hand threads, however, there is a need to adjust the rotation of the spindle and direction of the feed. Understanding the process of machining and the entire purpose is important for achieving a reliable and secure threaded component in different industries.
Setting Up the CNC Lathe for Left-Hand Threads
Selecting Proper Cutting Tools
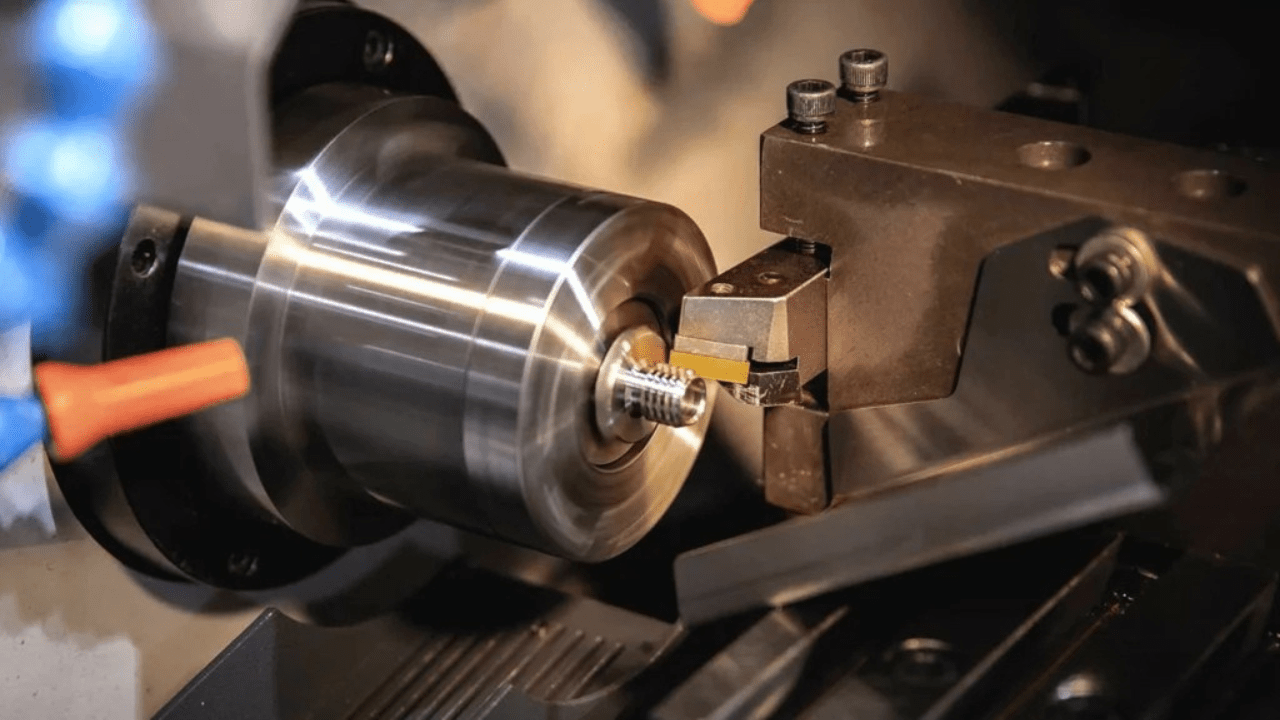
When you are machining left-hand threads on a lathe, it is important you choose the right cutting tool. Carbide inserts are a more considerable option due to their ability to resist heat, particularly when used on harder materials.
High-speed steel (HSS) tools are more ideal for softer materials, although they are less durable. When using your insert, ensure it features the right threading profile and can cut in the left-hand direction. You can reduce the frequency of tool wear if you use a tool that features the right geometry. This also helps to create clean, accurate threads.
Workpiece Material Choice
The feed rates or cutting speeds you utilize depend on the type of material being machined. For instance, steel, a hard material, requires slower speeds and carbide tooling. On the other hand, aluminum, a soft material, requires higher speed. However, you need to use sharp tools for this material to prevent any built-up edge. For brass, it is ideal to use HSS or carbide tools to ensure efficient threading. Also, you need to adjust the parameters according to the properties of the material.
Machine Rigidity and Perfect Work Holding
With the appropriate workholding, you can prevent excess vibration. Excess vibration can affect the quality of thread. Therefore, make use of a collet system to secure your workpiece perfectly. Also, the slides of the machine and the tooling must be rigid to achieve accurate thread profiles. With a stable setup, you can achieve quality left-hand threads.
How You Can Program Left-Hand Threads in G-Code

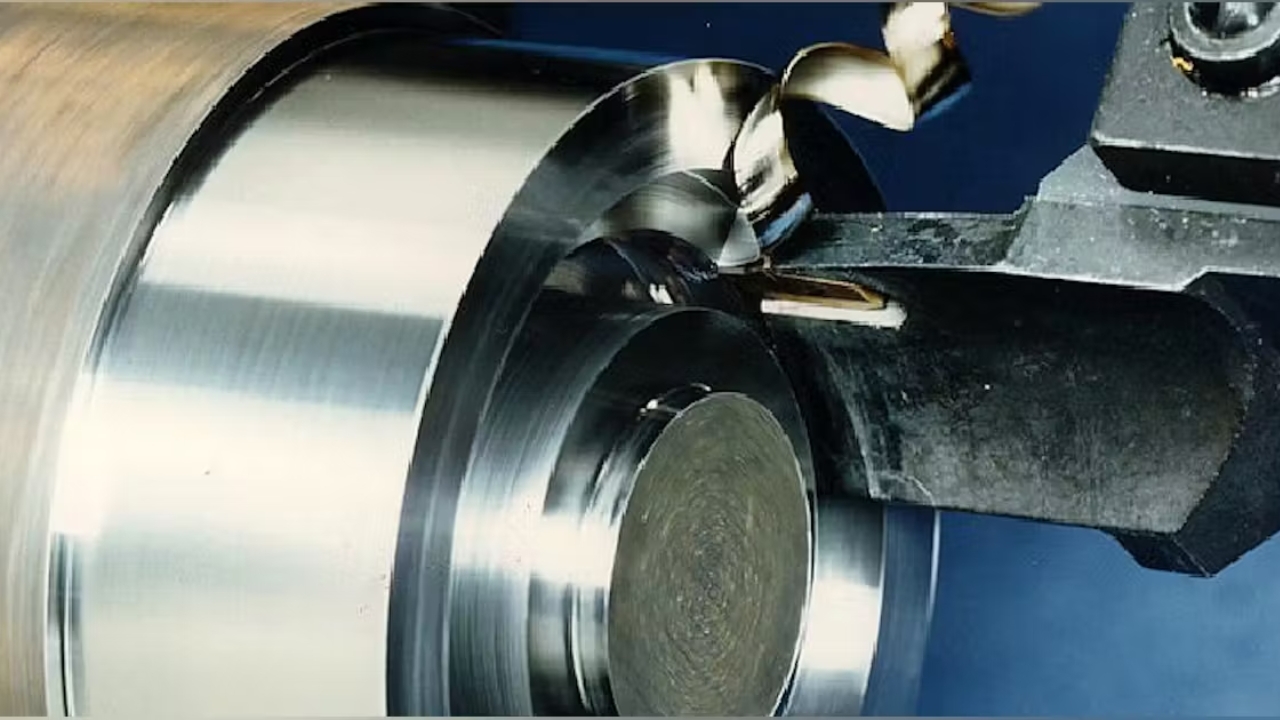
You need certain programming modifications when cutting left-hand threads. This is crucial for achieving precise results. Left-hand threads always move towards the chuck. Therefore, they need proper adjustments in their feed direction, movement of tool, and rotation of spindle. In this guide, we discuss the basic G-code commands and the right modifications you need for left-hand threading.
G-Code Commands for Thread Cutting
If you are cutting thread with the use of G-code, you need to know the important commands to use. G76, G92, and G32 are the common commands to use.
- G76 – This is a multi-pass threading cycle that gives you the accurate depth and pitch control.
- G92 – This command manually programs each pass.
- G32 – It carries out custom threading movements.
Modifications you need to make for left-hand threads
- Reverse Spindle Rotation: When you need to run your spindle counterclockwise, you make use of M04 rather than M03
- Change the direction of the tool movement: To achieve this, move your tool from your left to right.
- Set Tool positioning: You must set up your tool to cut the thread in the opposite direction for clearance.
The process of programming and cutting left-hand threads on a lathe will be successful if you apply the modifications above.
Example G-Code for Left-Hand Threading

Step-by-Step Breakdown of a Sample Program
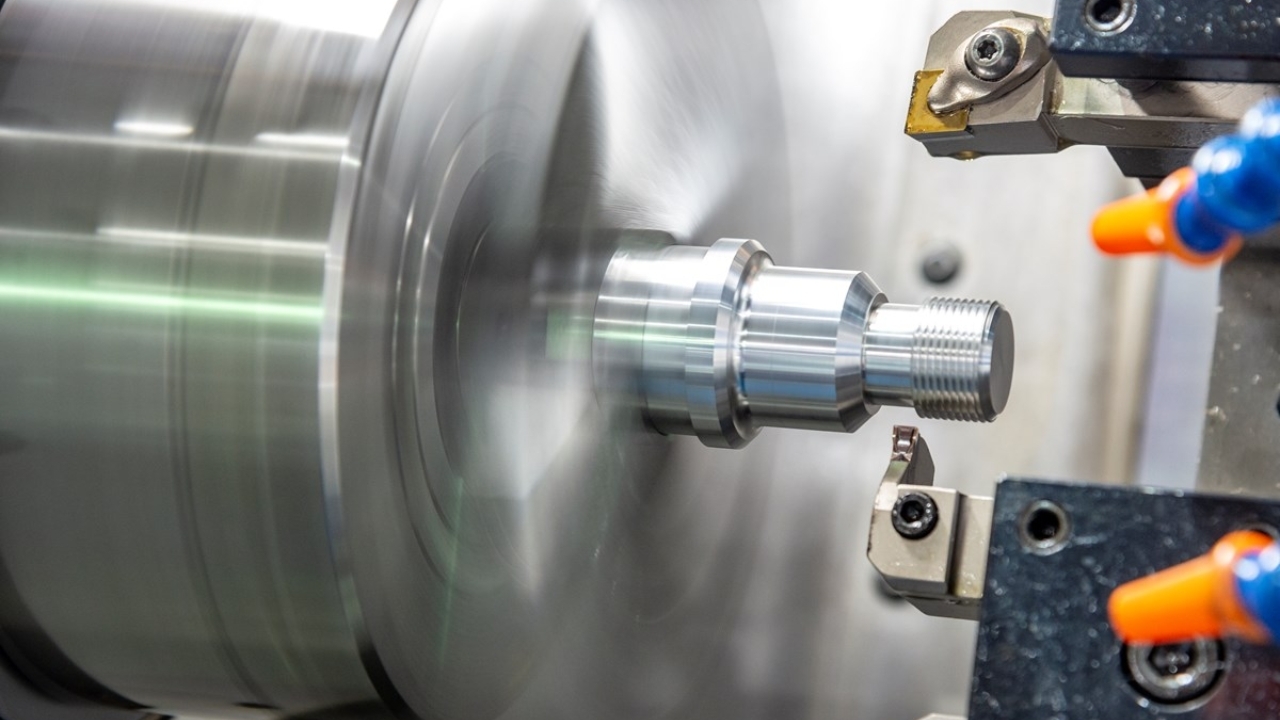
Programming a left-hand thread on a CNC lathe requires adjusting the spindle rotation, feed direction, and threading cycle parameters. The tool must move from left to right, cutting toward the chuck. The program starts by setting units, spindle rotation, and positioning the tool. You then execute the threading cycle using a multi-pass command, ensuring precise depth and pitch. Finally, the program ends with tool retraction and spindle stop.
Important Parameters you should know
- Thread depth: This parameter explains the depth of the thread cut in the material. You need to specify the incremental depths for each pass and the final diameter of the thread.
- Thread pitch: The thread pitch measures the distance between the thread pitch. With a finer pitch, you can achieve tighter threads. However, a rough pitch enables quicker engagement.
- Number of passes: With multiple threading passes, the material removes gradually while preventing tool wear. The cutting depth for each pass reduces as it gets to the final dimension.
Troubleshooting Tips You Should Know for Code Execution Errors
- Incorrect thread direction: You should move the tool towards the chuck. The spindle should also rotate counterclockwise.
- Unbalanced thread profiles: If you notice extreme pressure on the tool, reduce the feed rate and make adjustments to cutting depth.
- Poor surface finish: You need to verify factors like cutting speeds, machine rigidity, and tool sharpness.
It is possible to achieve precise left-hand threads by troubleshooting issues and setting up the program properly.
What are the Best Cutting Strategies and Practices?
Appropriate cutting strategies help in achieving left-hand threads with less machine stress and tool wear. Working with the best practices ensures better thread fit, surface finishes, and accuracy.
Selecting the Best Thread Depth
You can achieve thread depth gradually by making use of many passes for reducing the force of cutting and preventing tool breakage. One great strategy is beginning with greater depth cuts and then decrease them gradually as you achieve the final size. The pass number is dependent on the thread pitch, rigidity of the tool, and the material.
Avoiding Chatter and Tool Deflection
Tool deflection leads to low surface quality and less accurate threads. To avoid this, you have to make use of a strong tool setup having reduced overhang. When you reduce the cutting depth for each pass and maintain the best feed rate possible, you can get rid of chatter and control vibrations.
Heat Control Using Coolant
Excessive heat when threading may result in low surface finish and tool wear. Working with a suitable coolant (water-based or oil based for aluminum and steel respectively) helps in dissipating heat as well as flushing away chips. Also, this reduces the accumulated edge formation, thereby achieving cleaner and better thread profiles.
Check the thread fit using thread gauges
Once you are through with cutting, verify the dimensions of the thread making use of plug or ring gauges. With this, you are ensuring accurate functioning and better fit, preventing issues relating to assembly. If important, fine-tune your final passes to ensure accuracy.
Common Mistakes You Should Avoid

Not reversing the spindle rotation
With left-hand threads, you must perform the counterclockwise spindle rotation. If you forget to do this, it leads to the wrong cutting direction, destroying the thread and causing damage to 6the tool.
Wrong Tool Positioning
If you fail to position the tools properly it causes bad surface finishes and uneven threads. Make sure that the tool sets properly at appropriate heights and is perpendicular to your workpiece for accuracy.
Selecting a Wrong Infeed Angle
Making use of an improper infeed angle leads to an increase in chatter and tool wear. An infeed angle of 29 to 30 degrees helps in distributing the cutting forces in an even manner, thereby improving the quality of the thread and life of your tool.
Conclusion
You need proper tools setup and perfect programming to cut left-hand threads on a lathe machine. Also, there are other factors you need to pay attention to which include tool positioning, right use of multiple passes, and reversing spindle rotation. To ensure the right fit, you should verify your thread using the right gauges.
FAQ
How do you know a left-handed thread?
It is easy to identify a Left-handed threaded through their “LH” marking. Also, left-handed threads are secured counterclockwise. Left-handed thread is ideal in applications where normal rotation can loosen right-hand threads.
How do you calculate CNC threading?
To calculate thread pitch, the formula is 1 / TPI (Threads per inch) while you calculate feed rate as Feed = Pitch
What Is the Threading Code for CNC Lathe?
The treading codes commonly used for CNC lathe are G92, G32, and G76. G92 is a single-pass threading G32 is a code for controlling manual thread. G76 is the code for multi-pass threading cycle.