Progressive Die Stamping 101: A Complete Guide for Beginners & Experts
Stamping allows you to shape flat sheets of materials, usually metal, into desired forms typically via a die set. It is a highly precise method that allows you to easily achieve complex patterns. While stamping can be undertaken in different ways, one way that finds common use is progressive die stamping.
What is Progressive Die Stamping
With progressive die stamping, you can make many parts with complex design elements to very close tolerance. It utilizes a single die set with multiple designs to execute multiple operations on a traversing metal sheet or coil.
Advantages of Progressive Die Stamping
Modern innovations have made designs even more complex requiring many operations to achieve. While undertaking highly specialized manual operations was the only way, now you can achieve these designs guide through progressive die stamping.
- The ability to undertake multiple operations simultaneously in a single press stroke makes progressive die stamping highly efficient. As a result, the cycle time is decreased positively affecting production rates allowing large volume production.
- Optimal material utilization during progressive die stamping reduces scrap while maximizing part count produced from each sheet. You can credit this to close nesting of part designs within the layout and the efficiency in strip feeding and utilization.
- The ability to accurately replicate the stamping process for large volumes enhances part quality and dimensional accuracy. Using a single die set minimizes variations in finished parts thanks to the precise tooling and press control.
- The high-speed and continuous nature of progressive die stamping shortens lead times for part production. As such, you can quickly fulfill orders without sacrificing quality or significantly increasing costs.
- When compared with other manufacturing processes, progressive die stamping has little negative effect to the environment. Additionally, the optimal utilization of material reduces material wastage ensuring resource efficiency.
- While initial investment for tooling and setup can be high, the efficiency resulting from performing multiple operations concurrently is cost effective. The result is reduced material wastage and need for secondary processing which lowers labor costs.
- You can perform progressive die stamping for parts with complex geometries and features. Tooling designs can incorporate various operations like piercing, cutting, forming, bending and coining into a single production process.
- You can utilize progressive die stamping with multiple materials, including steel, aluminum, copper, brass and their alloys. Consequently, you can make complex parts with different material qualities like strength and conductivity.
Progressive Die Stamping Design
Disadvantages of Progressive Die Stamping
- High setup costs, but these produce precise products in large quantities.
- Only mass-produced products are cost-effective.
- Not recommended for Large-sized components.
Progressive Die Stamping Procedure
Undertaking progressive die stamping typically involves several steps made to ensure efficient transformation of metal sheets into complete parts. When making parts using progressive die stamping, be sure to follow the procedure described:
- A detailed design of the part is created bearing in mind its material requirements, dimensions, features and tolerances.
- The progressive die design is made according to the final products. Among the design aspects may include multiple stations capable of performing specific operations as indicated by the part design.
- The metal coil or sheet of desire material is then fed into the stamping press. It can be lubricated or surface treated to reduce friction during the stamping process.
- The metal sheet is clamped to secure it in place in efforts to prevent movement during the stamping process. These are critical safety measures you will find in any progressive dies stamping machine. Furthermore, a good hydraulic press machine should accommodate different types of stamping dies.
- While operating the press, the material advances through the die set progressively undergoing a specific operation at each station. Operations are undertaken simultaneously.
- During the process, press controls ensure the metal sheet is precisely positioned and operations timed to maintain tight tolerances.
- Upon passing through all stations, the finished parts are ejected automatically from the press using pneumatic systems or ejector pins.
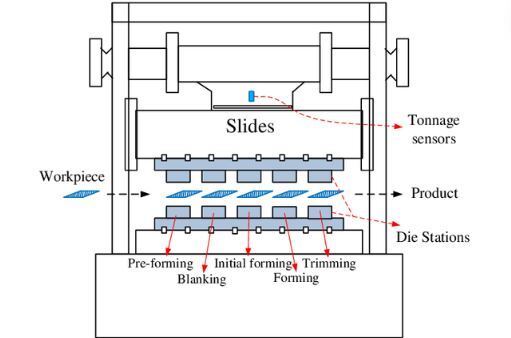
A Schematic Procedure of a Progressive Stamping Die Process
Components in Progressive Die Stamping
The process of transforming metal sheets into desired designs via progressive die stamping is made possible by several components. These components collectively work to churn out intricately and precisely finished parts in high volume.
- Die Set: This is the primary component used in progressive die stamping consisting multiple individual dies in a sequence. Each die is made to define the final shape of the part by performing a specific operation. In fact, progressive die design is a critical process in progressive stamping.
- Punches:Punches form other key progressive die components. Typically considered part of the die set, punches constitute the upper part. They are designed to deform the material into the required shape by performing the desired operation.
- Strip Feeder: This component is responsible for feeding the metal strip or coil into the stamping press. It precisely positions the material ensuring correct alignment within the die set.
- Press: The mechanical force necessary to perform stamping operations on the material is provided by the press. There are different types of presses used in progressive die stamping including mechanical or hydraulic presses.
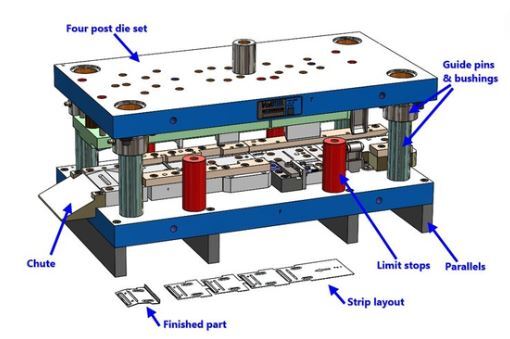
- Guide Pins and Bushings: For successful progressive die stamping the top and bottom parts of the die set should be in alignment. Guide pins and bushings ensure this happens. They prevent occurrence of defects or dimensional inaccuracies by precisely positioning the dies.
- Stripper Plate: Usually positioned above the material, the stripper plate helps remove the finished parts from the punches. It prevents parts from sticking to the punches facilitating smooth ejection.
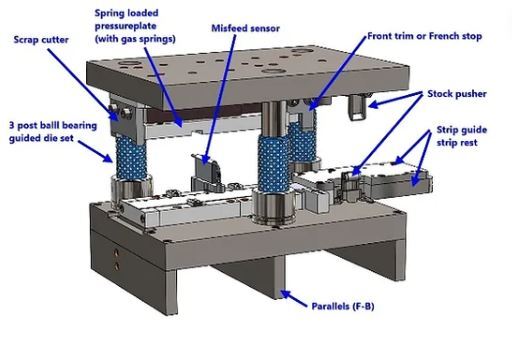
Progressive Die Stamping Components
Materials Used in Progressive Die Stamping
You can subject a wide variety of materials to progressive die stamping. This offers versatility with regard to application requirements across industries. Some factors that influence material choice include functional properties, application requirements and cost.
- Steel: Both cold and hot-rolled steel are used for their strength, formability and toughness mostly in automotive, electronics and appliances.
- Aluminum: Alongside its alloys, aluminum offers good strength relative to weight, formability, conductivity and corrosion resistance. Aluminum can be subjected to progressive die stamping to make aerospace and automotive parts.
- Copper: As a highly conductive material, copper can be used in progressive die stamping to make parts for electrical installations.
Techniques in Progressive Die Stamping
In progressive die stamping, different operations are performed sequentially to transform flat metal sheets into finished parts efficiently and accurately. These processes are carried out at individual stations as the material progresses through the die set.
- Blanking: Many die sets feature blanking in the first station where the initial part shape is cut out resulting in individual blanks.
- Drawing: Involves stretching or pulling the material to form deep-drawn features like shells, cups or enclosures. Drawing can be combined with other processes, like piercing to produce complex parts with multiple features.
- Bending: Shaping blanks into three-dimensional profiles is done by bending through localized application of controlled pressure. Bending allows you fold, create angles, contours and other features.
- Coining: This is a forming process that achieves precise tolerances and smooth surfaces by exerting high pressure to refine surface textures. You can flatten wrinkles and even impart decorative patterns with coining.
- Trimming: Removal of excess material or unwanted features from stamped parts to achieve final dimensions by cutting along designated edges.
- Embossing: Specific areas of a metal part are raised or recessed via embossing creating functional, informational or decorative features. This process utilizes male and female embossing dies in achieving desired pattern.
- Piercing: Piercing operations create holes, slots, and other openings in the blanks usually for use as fastener location and mounting holes.
Application of Progressive Die Stamping
More and more designs of a sophisticated nature are being produced to make work easier and increase machine/equipment capabilities. Progressive die stamping is used to furnish parts for such designs owing to their efficiency, fine tolerances and repeatability.
- Progressive die stamping is used to produce electrical connectors, lead frames, terminals, shielding enclosures, sockets and brackets with precise geometries.
- Automotive body panels like doors, trunk lids, hoods and fenders are also subjected to this metalworking process to achieve precise shapes. Other automotive components made this way also include brackets, hinges, connectors, seat brackets and dashboard inserts.
- Aluminum sheets are used to make aircraft components with high strength to weight property like brackets, fittings, and fasteners using progressive die stamping.
- Parts of consumer appliances like refrigerators, ovens and washing machines are made via progressive die stamping.
- The construction industry utilizes progressive die stamping in producing hardware components like brackets, reinforcement plates, hinges, and connectors in infrastructure projects.
- Military hardware like vehicle parts, ammunition casings and weapon components use progressive die stamping to achieve highly precise parts.
What is the difference between progressive press stamping and transfer press stamping?
- Transfer dies are generally considered more suitable for producing large parts.
- Progressive dies are considered more suitable for producing sets of smaller components.
Conclusion
The fine tolerances and repeatability of progressive die stamping make it ubiquitous across different industries. When considering a way to efficiently produce parts for your next project, progressive die stamping should top the list.
More Resources:
Stamping – Source: WIKIPEDIA
Hot Stamping – The Ultimate Guide – Source: Tsinfa
Hydraulic press machine for sale – Source: Tsinfa