
Alles zum Thema Funkenerosion (EDM) erklärt
Ihre Entscheidung, eine Funkenerosionsmaschine für die Prototypenherstellung und andere Arbeiten einzusetzen, kann nur dann getroffen werden, wenn Sie sich über diesen Bearbeitungsprozess im Klaren sind.
Heute werden wir alles über den EDM-Bearbeitungsprozess erkunden – von grundlegenden bis hin zu fortgeschrittenen Konzepten.
Was ist Funkenerosion?
Die elektrische Entladungsbearbeitung (EDM) ist eine einzigartige, nicht-traditionelle Schneid- oder Bearbeitungsmethode, bei der gesteuerte elektrische Funken zum Schneiden und Formen des Werkstücks verwendet werden. Diese Methode nutzt bei ihren Operationen thermische Energie. Diese Energie entsteht bei der Umwandlung elektrischer Entladung.
Vorteile von EDM
- Mehr Freiheit bei Ihren Designs
Bei dieser Bearbeitungsmethode haben Sie Gestaltungsfreiheit. Obwohl die normalen Bearbeitungsmethoden mit Einschränkungen verbunden sind, bietet Ihnen EDM völlige Freiheit, wenn es um komplizierte Tiefen und Designschnitte geht.
- Keine Probleme mit Prozessverzerrungen
Beim Erodieren gibt es keine direkte Begegnung zwischen dem Werkzeug und dem Werkstück, an dem gearbeitet wird. Dadurch kommt es nicht zu Verzügen, was die optimale Bearbeitung dünner Werkstücke ermöglicht.
- Präzise Oberflächenveredelung
Beim Erodieren müssen Sie sich keine Sorgen darüber machen, dass Bearbeitungsspuren auf der Oberfläche des Werkstücks zurückbleiben. Dadurch wird die Arbeit perfekt und präzise, ohne dass weitere Behandlungen erforderlich sind.
- Präzise Schnitte
EDM ist perfekt, wenn Sie Werkstücke perfekt schneiden lassen möchten. Sie sollen sicherstellen, dass jedes Teil oder jeder Prototyp, an dem Sie arbeiten, perfekt ist.
- Funktioniert mit verschiedenen Materialien
Obwohl einige Bearbeitungsprozesse nicht mit harten Materialien funktionieren können, ist dies bei der Funkenerosion niemals der Fall. Egal wie hart das zu bearbeitende Material ist, diese Methode wird Ihren Anforderungen gerecht.
Einschränkungen von EDM
- Ist nicht ideal für Sie, wenn Sie sie für Großprojekte benötigen. Dies liegt daran, dass die Materialabtragsraten recht niedrig sind.
- Bei der Bearbeitung einiger Materialien mit EDM treten einige Einschränkungen auf, insbesondere bei Materialien, die nicht elektrisch leitend sind.
- Für das Senkerodieren mit Funkenerosion benötigen Sie Elektroden. Das bedeutet, dass die Elektrodenbearbeitung meist kostspielig ist, wenn Sie nicht in großen Stückzahlen produzieren.
- Diese Methode ist nicht umweltfreundlich. Sie müssen wissen, dass die Funkenerosion viel Strom verbraucht und daher sehr umweltschädlich ist.
- Möglicherweise fällt es Ihnen schwer, Experten mit Erfahrung im EDM-Bereich zu finden.
- Da bei diesem Bearbeitungsprozess große Hitze entstehen kann, verändern sich die metallurgischen Eigenschaften der Materialien.
- Dieses Bearbeitungswerkzeug verschleißt leicht.
- Es ist nicht möglich, scharfe Ecken nachzubilden.
Wann ist die elektroerosive Bearbeitung sinnvoll?
Im Folgenden finden Sie einige Stellen, an denen Sie die Funkenerosionsbearbeitung einführen können:
- Wird verwendet, wenn Extrusionen geschnitten werden müssen
- Wird zum Mikrolochbohren benötigt
- Hilft, wenn scharfe Innenecken geschnitten werden müssen
- Hilft beim Bohren gebogener Löcher
- Wird zum Rotationsformschneiden benötigt
- Werkzeuge für den Spritzguss herstellen
- Hartes Material für Gravurzwecke
- Um sicherzustellen, dass die Werkstücke keine gebrochenen Werkzeuge aufweisen
Geschichte der Elektroerosionsbearbeitung
Dieser ganze Prozess begann in den 1940er Jahren, als die sowjetischen Wissenschaftler NI und BR Lasarenko die Kraft elektrischer Funken nutzen wollten.
Diese Wissenschaftler begannen mit dieser ganzen Prozedur, die ursprünglich eingeführt wurde, um sicherzustellen, dass die Erosion der elektrischen Wolframkontakte nicht erwünscht war. Es war die von diesen beiden initiierte Entdeckung, die diese Bearbeitung zum Leben erweckte. Im Laufe der Zeit hat sich diese Methode zu etwas Außergewöhnlichem entwickelt, und einzigartige Fortschritte haben die Oberhand gewonnen.
Auch wenn mit der Drahterodierbearbeitung alles begann, gab es dennoch einzigartige Veränderungen und Transformationen. Heute zeigt dieser Prozess, wie sehr sich der menschliche Geist weiterentwickelt hat.
Integration von EDM und CNC
Nachfolgend finden Sie Details zur EDM- und CNC-Integration:
- Was diese Bearbeitungssysteme betrifft, sollten Sie wissen, dass CNC die verbindende Schnittstelle zwischen Entwurf und Umsetzung darstellt.
- CNC sorgt dafür, dass die Maschine gut programmiert ist und die Elektrodenbewegungen genau gesteuert werden.
- CNC, der meist mit CAM- oder CAD-Geräten verbunden ist, ermöglicht die direkte Übernahme von Designspezifikationen in den Bearbeitungsprozess. Dies ermöglicht es Ihnen, das ideale Endergebnis zu erzielen, nach dem Sie sich schon immer gesehnt haben.
Arten der elektrischen Entladungsbearbeitung
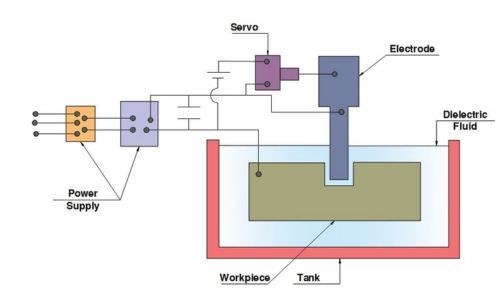
Senkerodieren
Dieser Typ wird auch Senkerodieren oder Rammerosionstyp genannt.
- Bei dieser Methode müssen Werkstück und Elektrode zusammengebracht und in die dielektrische Flüssigkeit eingetaucht werden. Dies führt zu einigen elektrischen Entladungen oder Freisetzungen, die Werkstücke erodieren, um durch Spiegelung optimale Bearbeitungsergebnisse zu erzielen.
- Wenn spezifische und präzise Formen erforderlich sind, können Sie davon ausgehen, dass dieser Typ perfekt funktioniert.
- Da Sie bei diesem Typ viel mehr Kontrolle über die Bewegung der Elektroden haben, ist es für Sie einfacher, Genauigkeit und Personalisierung zu erreichen.
Senkerodieren
Diese Art der Funkenerosion hat sich für die meisten Hersteller in der Zerspanungsindustrie als großer Problemlöser erwiesen.
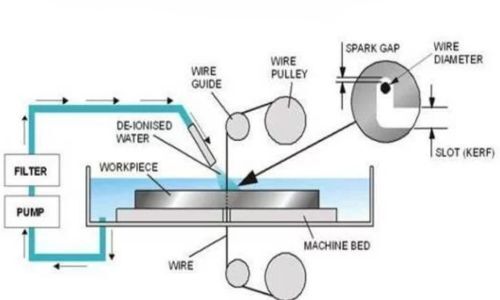
Drahterodieren
Die Drahterosionsbearbeitung ist für ihre hohe Genauigkeit bekannt. Es ist auch für andere Dinge bekannt:
- Beim Drahterodierverfahren wird als Schneidwerkzeug ein Draht aus beschichtetem Kupfer oder Messing verwendet. Meistens ist der Draht dünn und hat Strom.
- Es ist der Draht, der das Material durchschneidet, während die Zufuhr Schritt für Schritt erfolgt.
- Mit diesem EDM-Typ können Sie problemlos vollständige, gründliche und komplexe Schnitte erstellen.
Drahterodieren
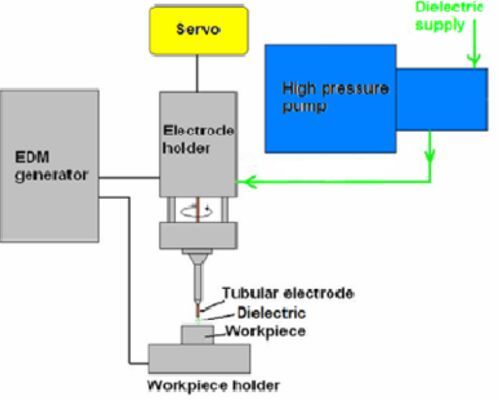
Lochbohren EDM
Es handelt sich um ein einzigartiges Verfahren, mit dem schnell tiefe und präzise Löcher erstellt werden können. Einige weitere Details umfassen:
- Um Löcher perfekt zu strahlen, müssen Sie bei dieser EDM-Methode rohrförmige Elektroden verwenden.
- Wenn Sie schnelle Durchlaufzeiten für Ihre Schnitte benötigen, ist diese Methode die beste.
Lochbohren EDM
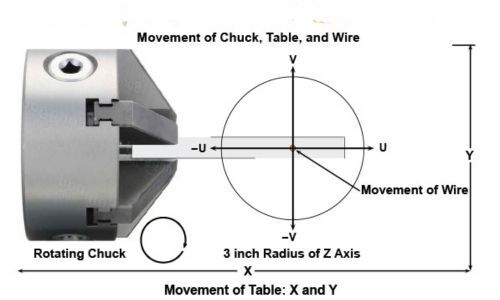
Mehrachsig Funkenerosion
Während sich die normalen EDM-Methoden ständig weiterentwickeln, scheint die Mehrachsenmethode führend zu sein. Wissen Sie Folgendes:
- Diese Methode ist die einzige, die mehr Bewegungsachsen umfasst. Dadurch ist es möglich, komplexe Formen zu bearbeiten.
- Mit dieser Methode können Sie sich völliger Flexibilität sicher sein.
Mehrachsiges Erodieren
Mikro-EDM
Bei dieser Methode handelt es sich um eine Ergänzung der normalen Elektroerosionsbearbeitungsmethode mit sehr kleinen, detaillierten oder fein abgestimmten Verfahren. Wenn Sie in einer Branche tätig sind, in der viele Miniaturprodukte hergestellt werden müssen, ist dieser Typ ideal für Sie. Dieser Typ bietet das höchste Maß an Genauigkeit und Detailtreue, das Sie bei der Bearbeitung von Materialien benötigen.
Mikro-EDM
EDM-Fräsen
Bei dieser Art der Funkenerosion kommt ein Erodierkopf zum Einsatz. Die Bewegung dieses Kopfes im Fräsmuster führt dazu, dass alle Bearbeitungsarbeiten bis ins Detail perfekt ausgeführt werden.
Wenn Sie Komponenten bearbeiten möchten, die eine komplizierte Geometrie erfordern, die mit normalen Fräsmethoden nicht zum Leben erweckt werden kann, ist diese Art von Funkenerosion genau das Richtige für Sie.
EDM-Fräsmaschine
Draht-Gewindeerosion
Diese Art von EDM ist eine einzigartige Methode, bei der Drahterodiermaschinen klassifiziert werden. Bei dieser Methode müssen Sie sicherstellen, dass das Startloch über ein gutes Gewinde verfügt. Wenn dieses Gewinde richtig ausgeführt wird, ist es das, was den gesamten Bearbeitungsprozess sehr reibungslos macht.
Wenn Sie Draht benötigen, der komplizierte Geometrien durchquert oder durchdringt, ist diese Art der Funkenerodiermaschine ideal.
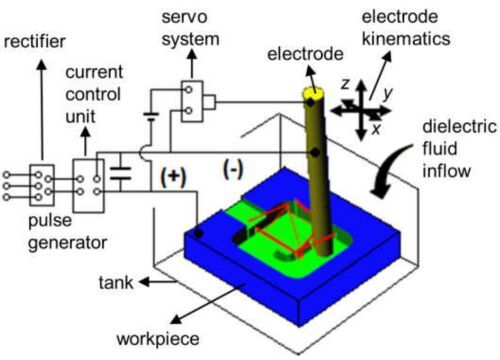
Komponenten von EDM
· Führer
Auch als Ferrulen bekannt. Diese Komponente besteht aus Keramik. Es erledigt seine Aufgabe, indem es Elektroden zu dem spezifischen Werkstück führt, das geformt werden muss.
· Elektrode
Eine Elektrode liegt idealerweise in Form von Rohren, Drähten oder sogar Matrizen vor.
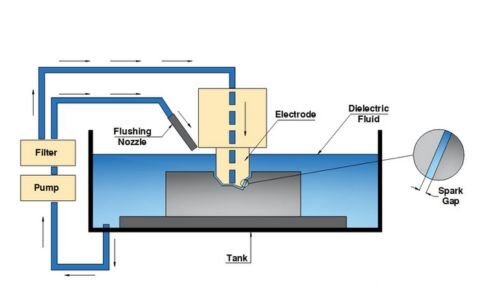
· Dielektrische Flüssigkeit
Diese Komponente ist für die Kühlung von Werkstücken und Elektroden zuständig. Darüber hinaus sorgen sie dafür, dass erodiertes Material aus den bearbeiteten Werkstückbereichen entfernt wird.
· Stromversorgung
Es ist die Energie, die Elektroden zum Funken bringt. Dadurch wird sichergestellt, dass die für die Präzision erforderliche Leistung erreicht wird.
· Steuergerät
Sie finden dieses Bauteil in der Mitte des Funkenerosionsgeräts. Hier wird alles rund um die Maschine gesteuert.
· Dielektrische Systeme
Dieses System für die elektrische Entladungsbearbeitung erfüllt verschiedene Anforderungen. Es steht zwischen Werkstücken und Elektroden. Außerdem verfügt es über ein Reservoir oder einen Behälter, in dem sich dielektrische Flüssigkeit befindet. Diese Flüssigkeit ist meist deionisiertes Wasser oder Öl.
· Pumpe
Diese Komponente erleichtert die Bewegung der dielektrischen Flüssigkeit vom Boden des Behälters zum Werkzeug.
· Arbeitstank
Dieses Bauteil ist der Ort, an dem alle Bearbeitungsprozesse mit dieser Methode stattfinden. Dabei handelt es sich um einen Behälter, in dem sowohl die Flüssigkeit als auch das zu bearbeitende Werkstück zusammengeführt werden.
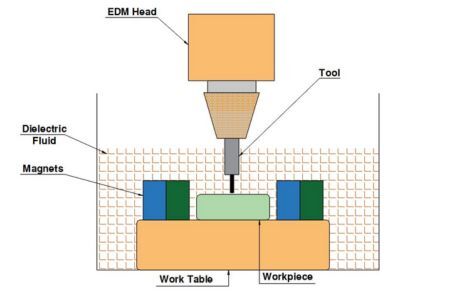
· Werkstückbefestigungen und -halter
Diese Komponente sorgt dafür, dass Werkstücke an der richtigen Stelle gehalten werden. Dadurch wird sichergestellt, dass sich das Werkstück auch während der Bearbeitung nicht bewegt und Fehler vermieden werden.
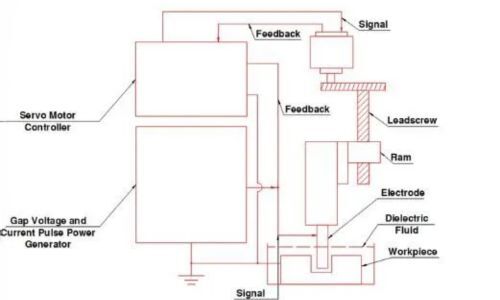
· Servosteuerung
Diese Komponente sorgt dafür, dass der Abstand zwischen Elektroden und Materialien fixiert oder angepasst wird. Es sorgt außerdem dafür, dass die Funkenerzeugung gut kontrolliert wird, um rundum Präzision zu erreichen.
· Spülsystem
Diese Komponente fungiert als Unterstützung und spielt auch eine sehr wichtige Rolle im gesamten EDM-Prozess. Dieser Teil stellt sicher, dass ein progressiver Fluss der dielektrischen Flüssigkeit vorhanden ist, um den Entfernungsprozess zu verbessern.
· Voltmeter
Diese Komponente in der Erodiermaschine dient zur Spannungsmessung.
· Amperemeter
Dieses Gerät prüft, ob Strom fließt oder nicht. Es muss jedoch verknüpft werden, bevor Sie es für diese Prüfungen verwenden können.
EDM-Komponenten
Wie Elektroden den Bearbeitungsprozess durch elektrische Entladung beeinflussen
Verschiedene Elektroden haben unterschiedliche Eigenschaften. Diese Unterschiede wirken sich negativ oder positiv auf Ihren EDM-Prozess aus. Im Folgenden sind einige Möglichkeiten aufgeführt, wie sich diese auswirken:
- Eine Messingelektrode führt beispielsweise im Vergleich zu Wolfram und anderen Materialien zu einer schnelleren Materialerosion.
- Messingelektroden lassen sich leicht extrudieren oder bearbeiten. Daher werden sie häufiger bei drahterosiven Bearbeitungsprozessen eingesetzt.
- Kupfer ist verschleißfester als Messing. Außerdem ist es im Vergleich zu Messing sehr schwer zu bearbeiten. Da Kupfer jedoch ein hervorragender Leiter ist, funktioniert es perfekt, wenn Werkstücke eine feine Oberfläche haben sollen.
- Kupfer kann auch mit Wolfram versetzt werden, um feinste Bearbeitungsprozesse für Kupfer-Wolfram-Elektroden zu erzielen.
- Dielektrisches Flüssigkeitsfiltersystem. Dieses System stellt sicher, dass die dielektrische Flüssigkeit frei von allen schädlichen Partikeln und sauber ist, um den Bearbeitungsprozess zu perfektionieren.
- System zur Kühlung. Dieses System trägt dazu bei, eine Überhitzung der Maschine zu verhindern und ihre Betriebssicherheit zu gewährleisten.
Schrittweiser elektrischer Entladungsbearbeitungsprozess
EDM-Funktionsprinzip
Schritt 1 – Bereiten Sie die benötigten Artikel vor.
Sie müssen Folgendes vorbereiten:
- Die Elektrode.
- Das Material oder Werkstück.
- Erodiermaschine.
- Sicherheitskleidung (Handschuhe, Brillen)
- Dielektrische Flüssigkeit.
Schritt 2: Werkstück und Elektrode montieren
Beginnen Sie mit der Montage Ihres Werkstücks und Ihrer Elektrode. Achten Sie bei der Montage darauf, dass ein kleiner Abstand eingehalten wird. Daher sollte die Elektrodenspitze das Werkstück nicht berühren.
Schritt 3: Schalten Sie die dielektrische Versorgung ein und aus
Sie müssen die dielektrische Versorgung einschalten, damit das Werkstück und die Elektrode in dielektrische Flüssigkeiten eingetaucht werden. Danach schalten Sie es aus.
Schritt 4: Setup-Befehl über die Steuereinheit
Den Befehl zum Beginn der Bearbeitung über die Steuerung auslösen. Dadurch wird sichergestellt, dass die richtige Energiemenge erzeugt wird, damit die richtigen Funken überspringen.
Schritt 5: Schmelz- und Verdampfungsphase
Wenn elektrische Funken erzeugt werden, entsteht eine hohe Wärmeenergie. Dadurch schmilzt und verdampft das Metall; Somit wird eine Bearbeitung erreicht.
Unterschied zwischen CNC und EDM
- CNC erfordert physischen Kontakt mit Werkstücken, und EDM erfordert diesen nicht.
- Beim CNC-Schneiden wird ein scharfes Schneidwerkzeug verwendet, während beim EDM elektrische Entladungen oder Funken zum Formen oder Schneiden des Werkstücks verwendet werden.
- Das Schneiden komplexer Designs ist mit EDM einfacher, während es mit CNC sehr schwierig ist.
- Die Bearbeitung von Werkstücken mit EDM kostet mehr, während CNC nicht so viel kostet.
So wählen Sie die richtige elektrische Entladungsmaschine aus
Hier sind einige Tipps zur Entscheidung für das richtige EDM:
- Sie müssen die Fähigkeiten der Maschine hinsichtlich der Lochverjüngung überprüfen.
- Überprüfen Sie die Größe der Maschine und Ihren Platz.
- Die verwendete dielektrische Flüssigkeit. Es ist wichtig, dass Sie die richtige Flüssigkeit verwenden.
- Stellen Sie sicher, dass die Wartungsstruktur reibungslos verläuft.
- Vergleichen Sie die Preise, um sicherzustellen, dass Sie in das investieren, was Ihrem Budget entspricht.
- Ist es einfach zu bedienen? Sie müssen dies gründlich bedenken.
Material, das Sie mit EDM bearbeiten können
Obwohl EDM vielseitig einsetzbar ist, kann es mit einigen Materialien besser arbeiten. Nachfolgend sind diese aufgeführt:
- Stahl – Dazu gehören rostfreie und gehärtete Stahlsorten, die sehr zäh sind
- Kupfer – Hat eine gute elektrische Leitfähigkeit
- Aluminium – Es ist nicht schwer, aber sehr stark
- Inconel: Hält extremen Temperaturen stand. Außerdem handelt es sich um eine Nickellegierung
- Messing – Die Bearbeitung von Messing ist sehr einfach.
- Graphit– Funktioniert perfekt für den EDM-Prozess
- Titan – korrosionsbeständig und sehr stabil
- Hastelloy – Sehr korrosionsbeständig
- Wolframkarbid – verschleißfest und sehr hart
- Kovar – Diese Legierung ist in der Lage, unterschiedlichen Wärmeausdehnungsniveaus standzuhalten
- Gold
- Silber – hat eine hervorragende elektrische und thermische Leitfähigkeit.
Beste Software für EDM
Hier sind die besten Apps, die Sie für EDM verwenden können:
- CAM- und CAD-Integration. Zusammengenommen ist diese App in der Lage, komplizierte und komplizierte Designs in die Realität umzusetzen. Dies geschieht durch die Führung der Maschine.
- Simulations-App. Diese App dient der Visualisierung und Optimierung des gesamten Verfahrens vor dessen Beginn. Wenn dies erledigt ist, erfahren Sie alle wahrscheinlichen Ineffizienzen oder Fehler. So wird Zeit gespart und Materialverschwendung vermieden.
- CNC-Software. Diese Schnittstelle bietet die Maschine für ihre Programmieroperationen. Dies gewährleistet das richtige Maß an Kontrolle der Elektrodenbewegung.
- Software zur Prozessüberwachung und -steuerung. Diese Software hilft bei der Anpassung von Strom, Spannung und mehr, um sicherzustellen, dass die Arbeitsleistung perfekt ist.
- Software zur Werkzeugweggenerierung. Es wird verwendet, um bestimmte Pfade zu generieren, denen das Werkzeug folgen soll. Dies führt zu einer hohen Genauigkeit.
Vergleich von EDM mit anderen Bearbeitungsprozessen
Hier sind einige Dinge, die EDM von anderen Bearbeitungsmethoden unterscheiden:
- Kontaktloser Prozess. EDM ist kontaktlos in dem Sinne, dass Sie keinen physischen Kontakt mit dem Material haben. Hier sind elektrische Funken oder Entladungen am Werk. Dies gilt nicht für herkömmliche oder andere Bearbeitungsmethoden.
- Härte des Materials. Mit dem Erodierverfahren können Sie ganz einfach Materialien bearbeiten, die sehr hart sind. Leider ist dies mit herkömmlichen Bearbeitungsmethoden nur schwer zu erreichen.
- Genauigkeit und Komplexität. Wenn Sie komplexe Formen und genaue, perfekte Details wünschen, ist EDM die Methode der Wahl. Allerdings können Sie sich bei der Erzielung derselben Ergebnisse nicht auf herkömmliche Bearbeitungsmethoden verlassen.
- Oberflächenveredelung. Der Grad der Oberflächenveredelung, den Sie mit EDM erreichen, wird immer höher sein. Sie benötigen also keinen Prozess zur Nachbearbeitung. Bei anderen maschinellen Verfahren kann dies jedoch nicht gesagt werden.
- Verschleiß des Werkzeugs. Im Vergleich zu anderen Verfahren kommt es beim Erodieren nicht häufig zu Werkzeugverschleiß. Auch die Wartung ist mit EDM nicht kompliziert.
- Einrichten des Prozesses. Die EDM-Einrichtung ist meist kompliziert und nimmt viel Zeit in Anspruch. Dies ist noch schlimmer, wenn Sie komplizierte Designs erstellen lassen. Bei anderen Bearbeitungsmethoden ist dies jedoch nicht der Fall.
- Einschränkungen hinsichtlich der Werkstückmaterialien. EDM kann nur mit elektrisch leitfähigen Materialien perfekt arbeiten, die herkömmliche Bearbeitung ist jedoch in der Lage, verschiedene Arten von Materialien zu bearbeiten.
- Betriebskosten. Im Vergleich zu anderen Bearbeitungsmethoden werden Sie viel mehr für den Betrieb der Erodiermaschine ausgeben. Dies liegt an den benötigten Spezialmaschinen, dem Stromverbrauch und der Wartung.
Anwendungen für die elektrische Entladungsbearbeitung
Im Folgenden sind einige Branchen aufgeführt, in denen die Funkenerosion hauptsächlich zum Einsatz kommt:
- Sie werden hier zur Herstellung von Matrizen für Autoteile und auch Formen für Autoteile verwendet.
- Wird zur Bearbeitung von Motorteilen und Turbinenschaufeln verwendet.
- Werkzeug- und Formenbau. Wird zur Herstellung von Stempeln, Stempeln und Formen verwendet.
- Medizinische Geräte. Ideal für die Herstellung komplexer chirurgischer Geräte und Implantate.
- Ist nützlich bei der Herstellung von Teilen für Windkraft, Kernenergie usw.
- Wird zur Herstellung von Steckverbindern und Halbleiterteilen verwendet.
- Maschinen für die Fertigung. Zur Bearbeitung von Gewinden, Zahnrädern und anderen einzigartigen Maschinenkomponenten.
- Forschung und Entwicklung. Ideal für experimentelle Teile-Prototypen und -Erstellung.
- Herstellung von Komponenten für Militärfahrzeuge und -ausrüstung.
- Ideal für die Herstellung von Infrastrukturteilen und Steckverbindern.
FAQs
Wie genau ist EDM?
Bei der Funkenerosion kann eine Toleranz von +/- 0,0002 erreicht werden. Dadurch ist es sehr präzise und genau.
Welche Endbearbeitungen können mit der ELEKTRISCHEN Entladungsbearbeitung erzielt werden?
Die Funkenerosion hinterlässt keine Spuren auf den Werkstücken. Daher können Sie mit dieser Bearbeitungsmethode hervorragende Oberflächengüten erwarten. Beachten Sie, dass die Schnittgeschwindigkeit auch die Perfektion des Finishs bestimmt.
Abschluss
Das Verständnis der Einzigartigkeit des Funkenerosionsprozesses wird Ihnen auf jeden Fall helfen. Bei all diesen bereitgestellten Details müssen Sie sicherstellen, dass die richtige Maschine verwendet wird, um den Vorgang sehr einfach zu gestalten.
Mehr Ressourcen::
Senkerodieren vs. Drahterodieren – Quelle: TSINFA
Senkerodieren – Quelle: TSINFA
Erodierbearbeitung – Quelle: IQS-VERZEICHNIS
EDM – Quelle: XOMETRY
Aufladen von Elektrofahrzeugen– Quelle: BESEN

