Blechbiegen – Der ultimative Leitfaden
Blechbiegen ist die Methode, bei der eine gewisse Kraft auf ein Blech ausgeübt wird, um seine Form (entweder U oder V) zu ändern. Durch den ausgeübten Druck wird es verformt und kann sich in verschiedene Winkel biegen und diese einzigartige Form annehmen. Dies kann entweder von Hand oder mit einer Maschine erfolgen. Es hat viele Namen, wie Abkanten, Formen, Bördeln usw.
Bevor Sie in einen Blechbiegeprozess investieren, lesen Sie diese Anleitung:
Gründe für das Biegen von Blechen
- Präzision: Aufgrund der Maschinen und Laserschneider, mit denen Metalle gebogen wurden, und nicht zu vergessen der besten Software, sind Biegungen immer präzise.
- Schnellerer Prozess: Das Biegen von Blechen ist schnell erledigt. So kann in kurzer Zeit viel erledigt werden, sodass es keine Verzögerungen gibt.
- Sie benötigen keine Werkzeuginvestitionen: Bei diesem Verfahren benötigen Sie kein spezielles Werkzeug. Denn selbst mit einfachsten Werkzeugen lassen sich ideale Biegungen erzielen. Es gibt also keine Einschränkungen hinsichtlich der zu verwendenden Werkzeuge.
- Erfordert nicht viele Prozesse: Da Sie Werkstücke aus einem einzigen Material mithilfe von Verbindungen herstellen, entfallen Fehler, Fehlerquellen, Zeit und Komplikationen.
- Erschwinglich: Da dieser Prozess problemlos durchgeführt werden kann, können Arbeiter ohne große Kenntnisse im Blechbiegen eingestellt werden. Sie können also ein wenig ausgeben.
Blechbiegen
Gängige Blechbiegetechniken
2. Blech falten
Das Falten von Blech ist genau wie das Falten von Papierflieger. Bei dieser Biegetechnik werden alle Werkstücke in einem bestimmten Winkel gebogen.
So funktioniert diese Technik:
- Halten und positionieren Sie das Blech mit dem Spannbalken.
- Lassen Sie dann das Werkzeug das Werkstück um seinen Drehpunkt schwenken.
- Beim weiteren Schwingen faltet sich das Blech.
Bei sehr dicken Werkstücken müssen Sie mehrfach falten, um den idealen Falz zu erhalten. Aus diesem Grund eignet sich diese Technik am besten für dünnere Bleche.
Das Falten von Blechen entwickelt sich weiter
Das Falten ermöglicht einzigartige Methoden, die es ideal für verschiedene Fertigungsprinzipien machen:
- V-Matrizenbiegungen
- Du biegst dich
- Bildung
- Freie Biegungen mit einseitiger Klemme
- Dreipunktbiegung
- Freie Rundbiegung
Einige Vorteile der Falttechnik
- Sie werden die Einfachheit dieser Technik und ihre Anwendung lieben
- Die Genauigkeit dieser Technik ist im Allgemeinen sehr hoch
- Mit dieser Technik werden Sie nicht viel für die Produktion pro gefertigtem Teil ausgeben.
- Gerade als Erstinvestor können Sie wenig Geld für Geräte ausgeben
Zu beachten sind unter anderem die folgenden Einschränkungen:
- Sie können mit einigen Markierungen auf der Oberfläche Ihrer Werkstücke rechnen.
- Es gibt nicht viele Faltwinkel, die Sie nutzen können.
- Bei Werkstücken, die durch Falten gebogen werden, kommt es meist zu einem gewissen Rückfederungseffekt.
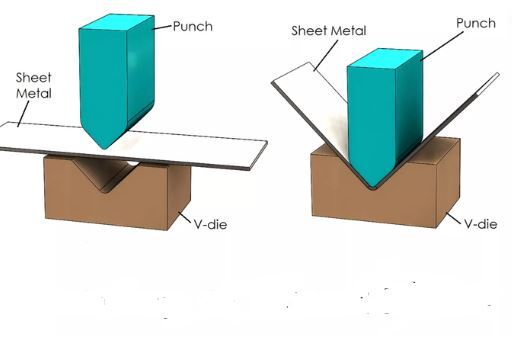
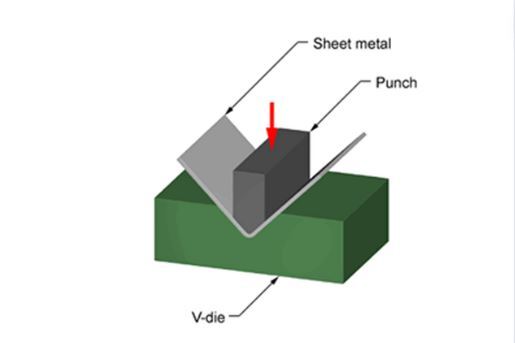
2. V-Biegung von Blechen
Von allen Biegeverfahren für Bleche bietet das V-Biegen noch viel mehr. Bezüglich der Funktionsprinzipien ist Folgendes zu beachten:
- Bei dieser Technik müssen Sie einen V-förmigen Stempel und eine Matrize verwenden. Dadurch ist es möglich, Bleche in verschiedenen Winkeln zu biegen, um Ihren Produktionsanforderungen gerecht zu werden.
- Es ist der Stempel, der das Werkstück in die V-förmige Einstellung der Matrize drückt. Auf diese Weise werden Werkstücke mit einzigartigen Biegewinkeln geformt.
Zu den Vorteilen dieser Technik gehören:
- Wir bieten Ihnen die Möglichkeit, verschiedene Produkte unterschiedlicher Größe zu biegen
- Die Einrichtung dieser Technik nimmt nicht viel Zeit in Anspruch
- Sie müssen nicht viel Kraft aufwenden, um das Biegen abzuschließen
- Die Genauigkeit dieser Technik ist hoch
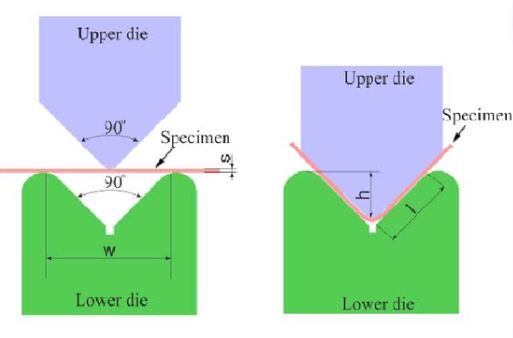
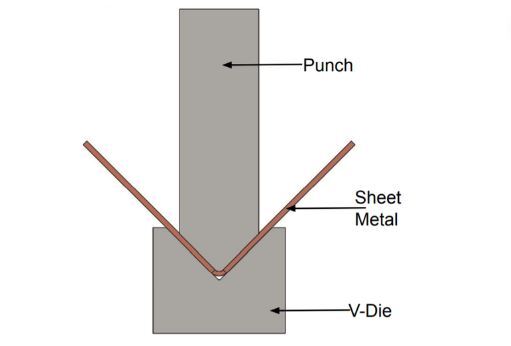
Biegeprinzip für die V-Biegung von Blechen
Einige zu beachtende Nachteile:
- Sie müssen den Vorgang genau im Auge behalten, um sicherzustellen, dass die Biegung perfekt ausgeführt wird.
- Es ist keine einfache Methode.
3. Bodenblech
Diese Technik ist fast identisch mit der des Luftbiegens. Dabei wird die Abkantpressen-Biegemethode verwendet. Einige Details zum Funktionsprinzip sind:
- Das Blech wird in das Stanzwerkzeug eingelegt
- Die Oberfläche des Bleches wird gestanzt
- Durch das Stanzen wird das Werkstück in seine ideale Form gebracht
Bei dieser Technik berührt das Werkstück beim Biegen die Matrizenwände.
Zu den Vorteilen dieser Technik gehören:
- An der Genauigkeit von Biegungen kann problemlos gearbeitet werden
- Diese Technik ist ideal für Formen mit jedem Winkel
- Die Herstellungskosten pro Teil sind niedrig
- Beim Biegen mit dieser Technik zeigen Werkstücke kaum Rückfederungseffekte
Bodenblech
Zu den Nachteilen gehören:
- Die anfänglichen Werkzeuginvestitionen sind hoch.
- Für die meisten Formen ist die Anfertigung individueller Werkzeuge erforderlich.
- Um Präzision zu erreichen, muss viel Druck auf das Werkstück ausgeübt werden.
4. Prägen von Blechen
Diese Technik und dieses Verfahren sind für die Münzherstellung sehr beliebt. Wenn Sie ein Werkstück, ein Blatt usw. mit einem Stempel versehen möchten, ist diese Technik ideal.
Funktionsprinzip des Prägens:
- Das Werkstück (Blech) wird mit sehr hohem Druck in Untermatrizen gedrückt
- Durch die Krafteinwirkung verformt sich das Werkstück dauerhaft in seine Idealform
- Sobald die ideale Form erreicht ist, haftet die auf der Unterseite der Matrize eingravierte Form am Werkstück
Prägen in Blech
Sie müssen das richtige Werkzeug auswählen, um sicherzustellen, dass das beste Ergebnis erzielt wird.
Einige Vorteile des Prägens von Stahlmetall:
- Sie müssen sich nie wieder Sorgen um Rückfederungseffekte machen
- Mit dieser Technik ist jede Biegegenauigkeit möglich
- Mit dieser Technik können Sie sich absoluter Präzision sicher sein
- Ist in der Lage, Bauteile mit aufgedruckten Designs herstellen zu lassen
Einige Nachteile, die es zu beachten gilt:
- Diese Technik erfordert Anfangsinvestitionen, die recht kostspielig sind
- Die Herstellungskosten pro Teil für die Produktion können von angemessen bis teuer reichen
- Es handelt sich um eine Biegetechnik, die viel Druck erfordert
- Für eine ganze Reihe von Formen sind kundenspezifische Werkzeuge erforderlich
- Auch Ihre Blechoberflächen werden einige Spuren aufweisen
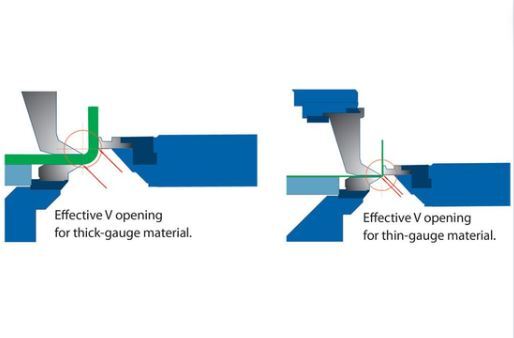
5. Luftbiegendes Blech
Das Luftbiegen von Blechen erfolgt durch Krafteinwirkung. Wie? Es zwingt die Blechoberfläche entweder in eine U-, V- oder beliebige Form. So wird es gemacht:
- Das Werkstück mit einem starken Werkzeug stanzen
- Diese Werkzeuge können sich in Bezug auf Spitzen und Matrizenschultern unterscheiden
- Die Werkzeuge helfen dabei, dem Werkstück seine endgültige Form zu geben
Dabei kommt es vor allem darauf an, dass das Blech die zu biegenden Formwände nicht berührt
Hier sind einige Vorteile, die Sie berücksichtigen sollten:
- Es sind keine Startinvestitionen in das Tool erforderlich
- Verfügt über eine Biegemethode mit niedrigem Druck
- Funktioniert ideal mit fast jedem Metall, unabhängig von seiner Dicke
- Es ist unwahrscheinlich, dass es bei dieser Methode zu Oberflächenschäden kommt
Außerdem gibt es hier einige Einschränkungen:
- Es funktioniert nicht perfekt für Formen mit spitzen Winkeln und ist im Vergleich zu 45° kleiner, da die Genauigkeit der Biegungen gering ist
- Die Herstellungskosten pro Teil für die Produktion sind hoch
- Rückfederungseffekte sind durchaus möglich
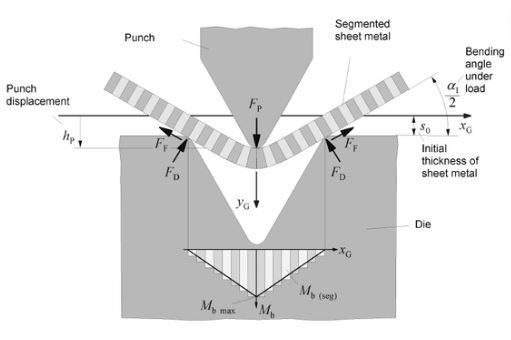
Strukturmodell zum Luftbiegen von Blech
6. Biegeblech abwischen
Es wird auch Kantenbiegen genannt und ist eine Weiterentwicklung der Faltmethode. Sein Funktionsprinzip ist wie folgt:
- Halten Sie das Metallblech zwischen Stempel und Unterlage.
- Schieben Sie dann den Abstreifflansch oder den Stempel nach unten. Dabei ist es die von Ihnen ausgeübte Kraft, die das Blech verbiegt und ihm seine eckige Form verleiht.
Bei Biegewinkeln über 90° funktioniert dieser Vorgang nicht.
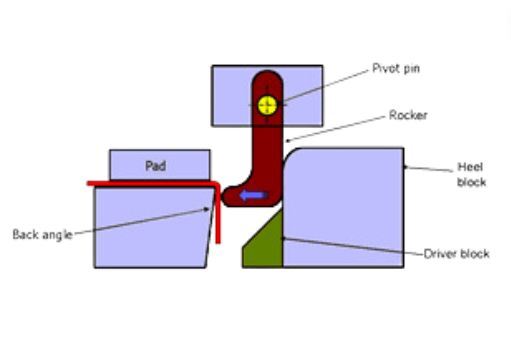
Wischbiegen
Einzigartige Vorteile dieser Methode:
- Es gibt keine Probleme mit Oberflächenschäden.
- Die einwirkende Kraft wird dabei weitgehend gleichmäßig über die gesamte Blechoberfläche verteilt.
- Die Genauigkeit stimmt.
- Kann Werkstücke in einem Durchgang mehrmals biegen.
Nachfolgend sind auch einige Einschränkungen aufgeführt:
- Für geschwungene Formen benötigen Sie individuelle Werkzeuge.
- Bei gebogenen Blechen kann es zu einem gewissen Grad an Rückfederungseffekt kommen.
- Es ist sehr teuer, es durchzumachen.
- Die Produktionskosten können moderat bis hoch sein.
7. Rollbiegen von Blechen
Mit der Rollbiegemethode wird das Biegen von Blechen in Rollen, gebogene Formen, Kegel und Rohre erleichtert. Dabei kommen Rollensätze zum Einsatz, die Bleche in die ideale Form bzw. Krümmung biegen. Diese Methode eignet sich perfekt, wenn Sie Werkstückteile mit geringer Dicke erzeugen möchten.
Einige Vorteile, die Sie berücksichtigen sollten:
- Es ist nicht teuer
- Hat ein hohes Maß an Einfachheit
- Bietet Ihnen präzise Rollen und Biegungen
Einige Einschränkungen:
- Bei sehr dicken Blechen funktioniert es nicht
- Drehte sich um Werkstücke, die allein gewalzt werden müssen
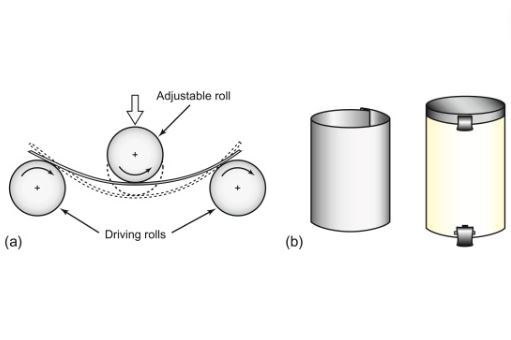
Rollbiegen von Blech
8. Rotationsziehblech
Diese Art des Biegens wird zur Herstellung von Rohren mit einem großen Mittellinienradiusbereich verwendet. Nachfolgend erfahren Sie, wie es funktioniert:
- Führen Sie einen Dorn in ein Rohr ein.
- Biegen Sie es dann mit dem Dorn darin.
- Dank des Dorns bleibt das Rohr stabil, während die rotierende Matrize es nach vorne schiebt und sich daneben dreht.
Einige Vorteile, die Sie berücksichtigen sollten:
- Es ist sehr vielseitig
- Unterstützt komplexe Rohrkonstruktionen
- Der hier gezeigte Rückfederungseffekt ist überwiegend gering
- Kann idealerweise Materialien mit unterschiedlicher Dicke herstellen
- Kann Bleche mehrmals in einem Durchgang in unterschiedlichen Winkeln biegen
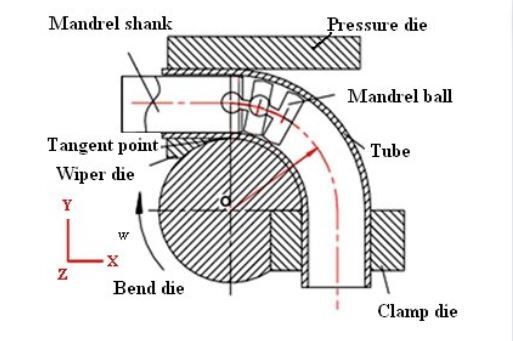
Prinzip des Rotationszugbiegens
Es gibt auch einige Einschränkungen:
- Für einige Formen sind benutzerdefinierte Werkzeuge erforderlich.
- Was Startup-Investitionen betrifft, kostet es viel Geld.
- Ist eine Biegemethode, die einen hohen Druck erfordert.
- Es ist überhaupt keine einfache Methode.
- Kann die Oberfläche des Blechs zerstören.
9. Stufenbiegen von Blechen
Beim Stufenbiegen oder Stoßbiegen werden große Biegeradien in viele kleinere Biegungen aufgeteilt, um einen größeren Radius zu erhalten. Das Prinzip ist einfach. Die Abstände zwischen diesen Biegungen werden durch die Größe des verwendeten Biegewerkzeugs begrenzt. Bei dickem Material sollte das Biegewerkzeug groß sein. Dies sollte getan werden, um die Präzision zu erhöhen und gleichzeitig den Verschleiß des Werkzeugs zu verringern.
Einige Vorteile zum Auflisten:
- Sehr vielseitig
- Es ist mit einem geringfügigen Rückfederungseffekt zu rechnen
Einige Nachteile, die Sie beachten sollten:
- Die Produktionskosten können recht hoch sein
- Es ist keine einfache Methode
U-förmige Begrenzungen, Löcher in der Biegung, Oberflächen usw.
Stufenbiegeprinzip
Werkzeuge und Geräte zum Biegen von Blechen
· Hydraulische CNC-Abkant- oder Metallbiegemaschine
Hydraulische Pressmaschine ist ideal zum Biegen von Blechen. Es ist mit einem hydraulischen System ausgestattet. Dieses System ermöglicht es, auch sehr große und dicke Bleche zu biegen. Weitere zu notierende Details sind:
- Diese Maschine verfügt über ein digitales Bedienfeld, mit dem einzigartige Biegungen eingeleitet werden können.
- Es ist ideal, wenn Sie große Blechteile herstellen.
· Manuelle Falzmaschine
Hier werden mit dieser Maschine Bleche gebogen. Die Werkzeuggrößen variieren meist je nach Blechdicke. Außerdem funktioniert es perfekt für geradlinige Kurven. Nachfolgend einige weitere Details:
- Es ist einfach zu bedienen
- Umziehen ist einfach
- Es ist perfekt für kleine Unternehmen
· Scheren
Hierbei handelt es sich um ein Werkzeug, mit dem Blech in Stücke gebrochen wird. Sie können auch für Folgendes verwendet werden:
- Schneiden Sie vor dem Biegen bestimmte geometrische Formen aus dem Material.
- Es gibt sie sowohl in elektrischer als auch in manueller Ausführung.
· Winkelsucher
Werden verwendet, um Blechwinkel zu finden, um sicherzustellen, dass die Bindung entsprechend erfolgt.
Abgesehen von diesen Werkzeugen und Geräten zum Blechbiegen benötigen Sie möglicherweise:
- Bohrwerkzeuge: Werden zum Bohren von Löchern in Bleche verwendet. Sie können die Form eines beliebigen Schraubendrehers haben.
- Stahlmaßstab: Dient als Maßeinheit.
- Scheren: Kann zum manuellen Schneiden von Blechen verwendet werden. Es gibt sie in zwei Ausführungen: Luftfahrtscheren und gerade Scheren.
- Anreißer: Wird zum Markieren und Anbringen spezifischer Linien auf Metallblechen vor dem Biegen verwendet.
- Entgratgerät: Dieses Werkzeug wird verwendet, um sicherzustellen, dass alle rauen Stellen in Blechen, die durch Löcher oder Schnitte entstanden sind, geglättet werden.
- Halbrundpfahl: Wird zum Pressen verwendet und dient hauptsächlich dazu, Nahtverbindungen zu drücken.
- Teiler: Dies ist ein wertvolles Werkzeug zum Anzeichnen von gekrümmten oder kreisförmigen Linien oder Profilen.
- Hammer: Dieses Werkzeug ähnelt einem Hammer. Es wird verwendet, um beim Biegen etwas Kraft auszuüben.
- Konischer Pfahl: Wird verwendet, um konischen Arbeiten den letzten Schliff zu verleihen.
Beim Biegen von Blechen zu berücksichtigende Faktoren
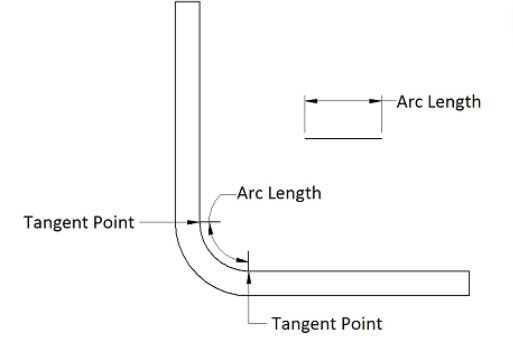
Länge der Kurve
Die Einstellungen des von Ihnen verwendeten Werkzeugs beeinflussen die Länge Ihrer Biegung. Dies muss berücksichtigt werden, um sicherzustellen, dass die Maße richtig sind und die Produktverarbeitung den Anforderungen entsprechend präzise ist.
Biegungsradius
Im Allgemeinen wird beim Blechbiegen der äußere Teil des Werkstücks verlängert. Wenn Sie beim Biegen von Blechen keine Komplikationen erleiden möchten, stellen Sie sicher, dass die Werkstückdicke dem Biegeradius entspricht.
Tonnage
Die höchste Tonnage, die Abkantpressen aushalten können, hängt von verschiedenen Faktoren ab, beispielsweise von den Merkmalen der Biegung und den Eigenschaften des Materials.
Biegelinie in Blech
Biegelinien bestimmen, wo Biegungen an Werkstücken vorgenommen werden müssen. Biegelinien sind für die Ermittlung der richtigen Biegegeometrie sehr wichtig. Außerdem hilft es, die ideale Länge zu bestimmen. Daher sollten Sie diese Limetten sorgfältig prüfen, um die Genauigkeit aufrechtzuerhalten.
Abstand zwischen Biegungen
Die Merkmale der von Ihnen verwendeten Werkzeuge zeigen den Grad der Enge Ihrer Biegungen an, wenn das Biegen abgeschlossen ist. Erwägen Sie die Schaffung der richtigen Abstände zwischen den Biegungen, damit die Werkzeuge perfekt funktionieren und die Arbeit reibungslos verläuft.
Lochkantenabstand
Das Biegen führt zwangsläufig zu einer Dehnung des Werkstücks. Dies führt dazu, dass der innere Stress gleichmäßig verteilt wird. Aus diesem Grund sollten Löcher am Rand von Blechen nicht in der Nähe der Biegelinie liegen. Es sollte ein gewisser Abstand vorhanden sein. Geschieht dies nicht, kommt es durch die Löcher zu Verzerrungen.
Feder zurückbiegen
Wenn ein gebogener Teil des Werkstücks zurückfedert, ist das der Rückfederungseffekt. Ja. Bei diesem Effekt kehrt das Blech in die Form zurück, in der es sich vor dem Biegen befand. Das ist zu erwarten. Allerdings ist die Verwendung der richtigen Maschine sehr hilfreich. Die Verbindung zwischen dem Anfangs- und dem Endbiegewinkel wird durch die Rückfederungsformel dargestellt. Die Rückfederungsformel lautet Sf = Biegewinkel/Biegewinkel.
Hören Sie die betroffene Zone
Dies geschieht aufgrund von Laser- oder Plasmaschneid-Wärmeverfahren. Es hat auch mit Biegungen zu tun, die nicht gleichmäßig sind, wo Kanten und Löcher vorhanden sind.
Biegezugabe und K-Faktor
Der K-Faktor wird durch die Werkstückdicke und den Biegeraum von der Biegelinie bis zum Radius dargestellt. Der K-Faktor des Metallteils wird durch die Einstellungen des Werkzeugs und die Zusammensetzung des Materials beeinflusst. Also, k-Faktor = Materialdicke: neutrale Achse, oder K-Faktor = δ/T.
Biegetoleranz
Die Biegetoleranz wird hauptsächlich durch den Maschinentyp bestimmt, den Sie zum Blechbiegen verwenden. Wählen Sie einen Biegewinkel von ± 1° und eine Biegelänge von ± 0,010 (alle innerhalb der Standardtoleranz).
Biegeabzug
Die Gesamtlänge des Werkstücks nach dem Biegen ist meist länger als das eigentliche Flachmuster. Damit Sie dieses Abwicklungsmuster kennen, ermitteln Sie die Länge des Stahlblechs, den so genannten Biegeabzug, von der Gesamtlänge des Blechs.
Blechdicke
Die Werkstückdicke muss im direkten Verhältnis zum Biegeradius stehen. Geschieht dies nicht, wird die erwartete Präzision nicht erreicht.
Toleranz
Während des Biegeprozesses können Ungleichheiten bei den Werkstückkomponenten beobachtet werden. Dies kann auf der Dicke des Blechs und der Art des Materials basieren.
Materialauswahl
Es gibt Materialien, die sich leicht biegen lassen, und solche, die etwas schwieriger zu biegen sind. Basierend auf Ihrer spezifischen Produktionsnische müssen Sie sich also darüber im Klaren sein, welches spezifische Material Sie verwenden. Sie können zwischen Aluminium, Titan, Stahl, Kupfer usw. wählen.
Für den Biegeprozess geeignete Blechmaterialien
Aluminium
Dieses Material ist preisgünstig und leicht. Es ist sehr einfach zu biegen und zu verarbeiten. Aluminium ist sehr korrosionsbeständig und weist ein hohes Verhältnis von Festigkeit zu Gewicht auf.
Kupfer
Aufgrund der Weichheit von Kupfer lässt es sich leicht formen und biegen. Außerdem ist es recycelbar und antimikrobiell, was die Verwendung sicher macht.
Messing
Diese Legierung ist eine Kombination aus Kupfer und Zink. Dieses Material ist für Bleche aufgrund seiner Eleganz bekannt. Es lässt sich sehr leicht herstellen. Messing hat eine geringe Reibung, ist korrosionsbeständig und lässt sich gut bearbeiten.
Bronze
Zink, auch handelsübliche Bronze genannt, wird als eigentliches Legierungsmerkmal oder -element verwendet. Messing verfügt über hervorragende Formgebungsfähigkeiten und erfordert kein Glühen usw.
Edelstahl
Dieser Stahltyp entsteht, wenn Kohlenstoff und Eisen mit Nickel und Chrom kombiniert werden. Chrom in Edelstahl sorgt dafür, dass Zersetzung verhindert wird. Außerdem ist bei diesem Materialtyp das Biegen mit einer Abkantpresse am besten.
Stahl
Dieses Material besteht aus einer Kombination aus Kohlenstoff und Eisen. Stahl ist sehr langlebig, stark und wirtschaftlich.
Titan
Titan ist sehr stark und korrosionsbeständig. Dadurch eignet es sich perfekt zum Biegen.
Kohlenstoffstahl
Kohlenstoffstahl ist sicher in der Verwendung und recycelbar. Außerdem ist es vielseitig und langlebig.
Konstruktionstipps zum Biegen von Blechen
Hier sind einige einzigartige Designtipps, die das Biegen von Blech spannend machen:
- Kennen Sie die richtige Flanschlänge. Sie müssen sicherstellen, dass das Flanschdesign richtig ist. Wenn es zu kurz ist, erzielen Sie beim Biegevorgang nicht das gewünschte Ergebnis.
- Abgeschrägte Seiten. Stellen Sie immer sicher, dass alle Kanten viel Platz lassen, um sicherzustellen, dass die richtigen Biegungen erzielt werden. Andernfalls wird Ihnen das Endergebnis der Biegung nicht gefallen.
- Abstand der Löcher von den Biegungen. Versuchen Sie, die Löcher etwas weiter von den Biegungen entfernt zu platzieren. Dadurch vermeiden Sie Verformungen.
- Versuchen Sie, auf allen Seiten des Werkstücks rechteckige Löcher vorzusehen. Dadurch wird jegliche Verwirrung vermieden. Wenn möglich, sollten Sie auch darüber nachdenken, alle Seiten symmetrisch zu gestalten.
- Nietmuttern. Setzen Sie vor dem Biegen immer Flussmuttern ein. Es ist falsch, die Muttern erst zu biegen, bevor sie in die Löcher eingesetzt werden. Die Löcher können durch das Biegen zerstört werden. Achten Sie außerdem darauf, dass die Muttern die Biegewerkzeuge nicht behindern.
- Kleine Flansche an großen Teilen. Es ist hilfreich, wenn Sie für große Teile große Flansche verwenden. Dies vereinfacht den gesamten Prozess.
- Aufeinanderfolgende Biegungen erstellen. Es ist wichtig, dass Sie sich vergewissern, ob es notwendig oder machbar ist, die Kurven näher beieinander anzuordnen.
- Kurven auf derselben Linie halten. Am besten ist es, die Kurven auf derselben Linie zu halten. Dies ist noch besser, wenn Sie viele Flansche an einem Werkstück haben.
- Es besteht Bedarf an einer Biegeentlastung. Am besten ist es, Ausschnitte an den Werkstückseiten herzustellen. Diese Ausschnitte dienen als Bettentlastung. Außerdem hilft es sehr, diesen Reliefs einige winzige Radien hinzuzufügen.
- Es besteht Bedarf an einer Biegeentlastung. Am besten ist es, Ausschnitte an den Werkstückseiten zu erstellen. Diese Ausschnitte dienen als Bettentlastungen. Auch das Hinzufügen einiger kleiner Radien zu diesen Entlastungen ist sehr hilfreich.
- Ein flaches Muster sollte regelmäßig überprüft werden. Wechseln Sie immer von der CAD-Ansicht zur Abwicklung, um es überwachen zu lassen.
- Halten Sie den Biegeradius einfach. Dies kann erreicht werden, wenn die Materialstärke gleich dem Innenradius ist. Dadurch wird sichergestellt, dass in Zukunft keine Probleme auftreten.
- Richtung der Biegung. Konstruieren Sie keine Biegungen in der gleichen Richtung wie beim Rollen des Werkstücks. Dies verhindert Brüche.
- Achten Sie darauf, einen Innenradius zu lassen, um die Kante der Werkstücke stabil zu machen. Hier kommt das Säumen ins Spiel. Achten Sie auch bei Säumen darauf, dass ein kleiner Radius vorhanden ist.
Schritt-für-Schritt-Blechbiegeprozess
Schritt 1 – Berechnen Sie die Parameter des Designs
Sie müssen zunächst die Parameter des Entwurfs berechnen. Dazu gehören die erforderliche Kraft, die Biegelinie und die Biegereihenfolge.
Schritt 2 - Entscheiden Sie sich für den zu verwendenden Würfel
Entscheiden Sie sich für eine Matrize zur Biegungserstellung. Denken Sie daran, dass es viele Matrizen gibt, die den Blechbiegeprozess durchführen können.
Schritt 3 – Drücken Sie die Bremse
Geben Sie nach Abschluss Ihrer Berechnungen die Ergebnisse in das CNC-Gerät ein. So kann die Abkantpresse aufgebaut werden. Wenn diese Details in die Maschine eingegeben werden, lernt die Maschine, wie viel Kraft das Metall benötigt, um die ideale Biegung zu erzeugen. Außerdem ist die Maschine in der Lage, die richtige Biegereihenfolge zu ermitteln. Stellen Sie sicher, dass die richtige Matrize und das richtige Werkzeug an die Abkantpresse angeschlossen sind, bevor Sie mit dem Biegen beginnen.
Schritt 4 – Teileausrichtung
Richten Sie das Werkstück zwischen Matrize und Werkzeug aus. Wenn Sie die Maschine in Betrieb nehmen, sorgt sie dafür, dass das Werkstück an der Biegelinie gebogen wird.
Schritt 5 – Abkantpresse einschalten
Starten Sie die Abkantpresse, damit sie mit der Arbeit beginnt. Wenn dies erledigt ist, liefern die in die CNC-Maschine eingegebenen Zahlen die erforderliche Kraft, damit die Abkantpresse das Werkstück biegen kann.
Schritt 6 – Fahren Sie mit dem nächsten Produktionsprozess fort
Unmittelbar nach dem Biegen des Metalls können Sie es entnehmen und für den nächsten Produktionsschritt vorbereiten.
Anwendungen des Blechbiegens
| Biegen von Blechen in verschiedenen Branchen | Beispiele für Teile/Komponenten |
| Haushaltsgeräte | Waschmaschinen, Kühlschränke, Klimaanlagen usw. |
| Automobilindustrie | LKW-Karosserien, Türen, Rahmen, Federn, Klammern usw. |
| Luft-und Raumfahrtindustrie | Flugzeugflügel, Flugzeughaut, Rumpf, Strahltriebwerke, Fahrwerk usw. |
| Baugewerbe | Fliesenbesatz, Trennwände, Überdachungen, Paneele, Dächer, Federn usw. |
| Militärindustrie | Panzer, gepanzerte Fahrzeuge, andere Militärfahrzeuge usw. |
| Gesundheitsbranche | Wird für chirurgische Geräte wie Skalpelle, Klemmen, Pinzetten usw. verwendet. |
| Fertigungsindustrie | Für Lagertanks, Aktenschränke, Rohre, Metallmöbel, Konstruktionsteile, Rohre usw. |
| Nahrungsmittelindustrie | In Öfen, Förderbändern, Mixern, Backgeräten usw. |
| Erdöl- und Gasindustrie | In Zylindern, Dosen, Behältern, Auspuffrohren usw. |
| Chemieindustrie | Lagerbehälter, Blechdosen usw. |
| Dekorationsindustrie. | Vase, Ornamente, Querstangen usw. |
Abschluss
Arten, Methoden, Techniken und Vorteile des Blechbiegens entwickeln sich ständig weiter. Angesichts dieses Wachstums und der technologischen Fortschritte müssen Sie sich informieren, um die spezifischen Biegemethoden zu kennen, die für Sie geeignet sind. Dieser Artikel bietet Ihnen ausführliche Informationen, auf die Sie sich verlassen können.
Mehr Ressourcen::
Abkantpresse zum Biegen von Blechen – Quelle: TSINFA
Blech biegen – Quelle: XOMETRY
Wie man Blech biegt – Quelle: WIKIHOW