Sfaturi de top pentru frezarea titanului pe care fiecare mașinist ar trebui să le cunoască
Titanul este greu de prelucrat, dar cu abilitățile potrivite, se poate face. Rezistența sa excepțională la temperaturi ridicate provoacă mașiniștii. Mașiniștii ar trebui să înțeleagă aceste metode esențiale de a freza titanul.
1. Alegeți scule adecvate pentru frezarea titanului
Cel mai important pas este să optezi pentru unelte de tăiere adecvate pentru titan. Duritatea titanului crește rapid odată cu creșterea temperaturii și tinde să adere la marginile de tăiere. Materialele uneltelor standard se vor deteriora rapid.
În schimb, frezele din carbură cu acoperiri exclusive sunt potrivite. Căutați unelte cu un număr mai mare de muchii de tăiere pentru îndepărtarea rapidă a materialului. Frezele cu elice variabile cu cinci sau mai multe caneluri funcționează cel mai bine.
Acoperirile speciale pentru scule, cum ar fi nitrura de titan și aluminiu, ajută la scăderea temperaturii la interfața sculă-lucrare, dispersând rapid căldura.
Acestea măresc semnificativ durata de viață a sculei în comparație cu uneltele neacoperite. Atunci când prelucrați titanul în mod regulat, investiți în scule cu acoperire premium pentru a face față mai puține probleme.

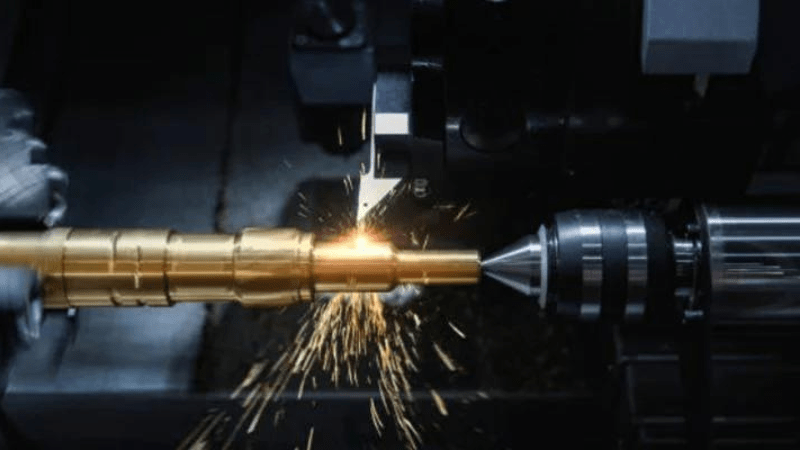
Sistem de scule de frezare
2. Cunoașteți factorii care fac titanul dificil moara/Mașinărie
Există șase motive principale pentru care frezarea brută a titanului 6al4v nu este simplă:
- Generare de căldură: Ca izolator termic, căldura de la tăiere nu este disipată rapid. Determină întărirea rapidă prin lucru și uzura sculei.
- Călirea prin muncă: materialul se întărește substanțial odată cu creșterea temperaturilor, scurtând durata de viață a sculei.
- Reactivitate chimică: Titanul formează legături puternice cu multe elemente, ceea ce duce la probleme de aderență/sudare.
- Rezistență: Chiar și la temperatura camerei, prezintă o rezistență ridicată, necesitând forțe de tăiere mai mari.
- Densitate: Densitatea sa mai mică necesită parametri de tăiere mai mici decât alte metale.
- Prelucrabilitate: Datorită factorilor de mai sus, prelucrabilitatea este mai slabă decât oțelul moale. Trebuie urmate tehnici atente.
3. Luați în considerare viteza de frezare și viteza de avans
Trebuie să se acorde o atenție deosebită setării vitezei și alimentării optime. În general, ar trebui să funcționeze la viteze mai mari ale axului, de obicei 3000-5000 rpm, pentru a reduce acumularea de căldură.
Tăiați adâncimi de angrenare radiale modeste, aproximativ 5-15% diametrul sculei, făcând treceri ușoare succesive în loc de o operație agresivă.
Începeți cu încărcări conservatoare ale cipurilor de aproximativ 0,001-0,003 inchi pe rotație și împingeți-le treptat mai sus, examinând cu atenție rezultatele.
Efectuați tăieri de testare pentru a determina „punctul favorabil” ideal al combinației dvs. mașină-material-unelte pentru o durată de viață maximă a sculei fără efecte dăunătoare. Reglați fin vitezele și avansurile de la un punct de pornire de 150-300 SFM și, respectiv, 0,025-0,075 mm/revoluție.
4. Utilizați potrivit pentru lichid de răcire pentru a preveni acumularea de căldură
După cum sa spus deja, căldura este cel mai mare dușman al șlefuirii titanului, în timp ce lichidul de răcire este cel mai bun prieten al acestuia. Inundați zona de lucru cu un lichid de răcire care se dizolvă în apă, cel mai bine la o concentrație de 10% în loc de 6% obișnuit pentru oțel.
Folosiți aburi puternice, jeturi sau aburi de răcire și asigurați-vă că există suficientă presiune pe conducta de răcire pentru a ajunge prin suprafețele de tăiere.
Urmăriți îndeaproape temperaturile și acționați rapid dacă acestea încep să crească, făcând lucruri precum adăugarea mai multă lichid de răcire sau încetinirea mașinilor și a alimentelor.
Pentru succes, acest metal trebuie să aibă cantități mari și constante de lichid de răcire pentru a menține temperaturile de tăiere scăzute. Când șlefuiți titanul, nu vă zgâriți la răcire.
5. Luați în considerare utilizarea frezelor cu elice variabile

Când lucrați cu titan, uneltele cu elice variabile sunt utile, deoarece pot tăia fără zgomot sau vibrații. Ele ajută la împrăștierea presiunii de tăiere, astfel încât să nu fie într-un singur sens. Menținând încărcătura de așchii fixată de-a lungul canelurilor, forma frezei permite ca grosimile mici de așchii să fie îndepărtate încet.
Pentru a scăpa de material mai repede, căutați freze elicoidale variate cu patru sau mai multe muchii de tăiere precise. Uneltele cu multe funcții diferite garantează performanțe stabile.
6. Folosiți Peck Foraj și Tehnici de rampare
Aceste metode sunt sugerate pentru a împiedica munca să devină prea complicată și uneltele să nu se spargă. Când ciuguliți burghiul, trageți înapoi o parte a burghiului, iar când găuriți în rampă, coborâți încet unealta în gaură. Ambele moduri lasă așchiile să cadă ocazional în loc să se împacheteze și să se sudeze în interiorul canelurilor de la presiunea de tăiere constantă.
Fiți atenți când ciugulați sau faceți rampe la o viteză modestă și alimentați pentru găuri fără bavuri. Când tăiați titanul, respirați adânc. Alergarea prea repede va cauza doar probleme.
7. Asigurați corespunzător titanul pe bancul de lucru pentru a evita vibrațiile
Titanul este atât ușor, cât și puternic, așa că este esențial să prindeți ferm piesele de prelucrat pentru a obține suprafețe netede pe care vibrațiile să nu le deterioreze.
Utilizați mai mult de o clemă de fixare pentru a aplica o presiune uniformă pe o zonă mare de contact. Nu strângeți prea mult piesa, altfel o puteți îndoi accidental. Alegeți fitinguri cu cele mai scurte lungimi de prindere rigide posibile pentru a reduce șansa de deformare. S-ar putea să doriți să vă gândiți la tăierea pe două fețe pentru a face mai puțin probabil ca ambele părți ale stocului să se tremure. Când frezați titanul ti6al4v, alegeți mașini-unelte robuste, cu rigiditate radială și axială ridicată.
8. Luați în considerare frezarea de mare viteză a titanului
Frezarea cu turații mari, cum ar fi 20.000 sau mai mult, funcționează bine cu titan, deoarece împiedică materialul să se încălzească prea mult. Când tăiați mai repede, așchiile sunt mai subțiri și nu stau pe suprafața sculei suficient de mult pentru a transfera căldura considerabil.
De asemenea, muchiile de tăiere care au mai puțină forță și contact durează mai mult. Uneltele standard pot funcționa bine în intervalul de la 12000 la 15000 RPM, dar utilizarea centrelor de prelucrare de mare viteză concepute în mod explicit pentru titan oferă rezultate mai bune. Îndreptați-vă spre cele mai rapide viteze de tăiere care să nu provoace zgomot sau daune sculelor sau pieselor.
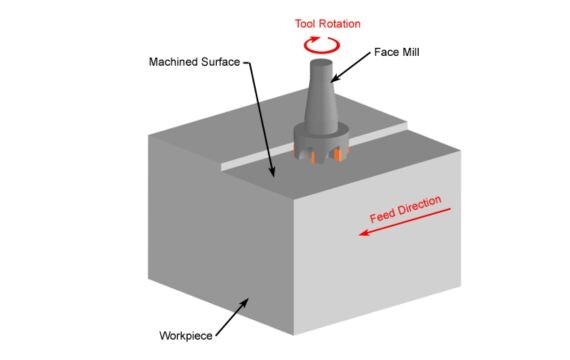
Credite foto proces de frezare Plasa de piese personalizate
9. Luați în considerare angajarea radială
O adâncime radială de tăiere sau contact cu sculele de aproximativ 5 până la 15 la sută este o idee bună. Marginile se sparg din cauza presiunii intense care vine de la scufundarile radiale abrupte. Mai multe treceri pot atinge adâncimi țintă cu mai puține solicitări termice și mecanice asupra sculelor dacă acestea sunt angajate doar cu sarcini mai ușoare de așchii.
Această metodă face, de asemenea, finisarea suprafeței mai netedă. Când începeți să prelucrați titanul, începeți cu puțin angajare și construiți-l încet, în funcție de modul în care uneltele și materialul dvs. reacționează. Fii atent la semne cum ar fi schimbări rapide ale calității suprafeței sau durata de viață a sculei care nu pot fi utilizate.
10. Luați notă de formarea așchiilor de la gros la subțire
La frezarea în urcare, freza se rotește în aceeași direcție cu avansul. Aceasta este o modalitate bună de a îndepărta așchiile lungi și subțiri de pe obiect. Pe de altă parte, frezarea tradițională mută așchii groși care se blochează între unealtă și metal, ceea ce crește căldura și frecarea.
Dacă puteți, rulați moara de urcare de mai multe ori pentru a trece mai repede prin stratul mai robust de titan care se formează la suprafață în timpul șlefuirii. Amintiți-vă că diferențele minore pot face o mare diferență cu acest metal; Acordarea atenției acestui vârf de formare a așchiilor va da rezultate semnificative.
11. Acordați atenție arcului și teșirii
Pornirea găurilor/fantelor în mod corespunzător pentru a evita impactul tocit al sculei ușurează foarte mult prelucrarea titanului. În loc să opriți brusc burghiul/freza pe marginea metalică, coborâți-o treptat pe un arc. În mod similar, teșiți marginile înainte de găurirea interioarelor.
Aceste tehnici de intrare tranzitează fără probleme forțele și presiuni mari de tăiere pe marginile sculei fără încărcare bruscă care provoacă întărire sau fracturi. Aplicarea arcurilor ușoare și a teșiturilor necesită timp suplimentar, dar se plătește prin deteriorarea redusă a sculei.
12. Uzura și deformarea sculei
Chiar și sculele din carbură solidă de calitate superioară se uzează și se flexează rapid în timp ce frezați cnc pulberea de titan la temperaturi și sarcini de tăiere de mare viteză. Monitorizați uneltele frecvent la o putere de mărire mai mică pentru a identifica în prealabil crăpăturile minuscule sau rotunjirile.
De asemenea, verificați dacă există o deformare excesivă atunci când prelucrați adâncimi sau lățimi mari. Înlocuiți frezele uzate sau aplicați modele conice pe spate instantaneu pentru a susține finisaje superioare, precizie și durata de viață a sculei. Detectarea timpurie și întreținerea sculelor oferă o productivitate mai mare pe termen lung.
13. Căutați întotdeauna sfatul experților
Consultați mașiniști cu experiență din titan ori de câte ori sunteți confundați de aspecte tehnice. Descrieți materialul dvs., toleranțele dorite, volumele de producție și bugetele pentru a primi recomandări personalizate.
Operatorii pricepuți în prelucrarea metalelor reactive identifică strategii care de obicei nu trebuie să fie mai evidente pentru nou-veniți. Sfaturi neprețuite acoperă fiecare aspect, de la viteze/avansuri ideale până la geometriile sculelor care manipulează cel mai bine acel aliaj.
În plus, reprezentanții producătorilor de scule de tăiere premium oferă asistență bogată cu soluții versatile și rentabile pentru nevoi perfect adaptate. Externalizați frezarea titanului inițial către specialiști până când obțineți suficientă expertiză.
Concluzie
Frezarea poate fi efectuată rapid și precis chiar și pe cele mai dure aliaje de titan dacă sunt luate în considerare cu atenție sfaturile de viteză și alegerea sculelor din acest articol. Încercați întotdeauna să împiedicați munca să devină prea grea, eliminând rapid căldura folosind setările corecte și mult lichid de răcire.
Țineți clemele strânse, astfel încât tăierea să nu clătnească și urmăriți stabilitatea unealta. Obținerea de sfaturi de la mașiniști cu multe cunoștințe vă poate ajuta să evitați multe probleme de la început. Folosiți ceea ce ați învățat din aceasta pentru a vă ajuta proiectele de prelucrare a titanului să meargă fără probleme.
Mai multe resurse:
Masini de frezat – Surse: TSINFA
Frezarea filetului – Sursa: TSINFA
Ce este frezarea – Sursa: XOMETRY
Costul operațiunii de frezare – Sursa: TSINFA
Frezare dinamică – Sursa: TSINFA
Frezarea în urcare vs. Frezarea convecțională – Sursa: TSINFA
Titan – Sursa: WIKIPEDIA