Folgeschnittprägung 101: Ein vollständiger Leitfaden für Anfänger und Experten
Durch Stanzen können Sie flache Materialplatten, normalerweise Metall, in die gewünschte Form bringen, normalerweise mithilfe eines Matrizensatzes. Es ist eine hochpräzise Methode, mit der Sie problemlos komplexe Muster erzielen können. Während das Stanzen auf verschiedene Arten erfolgen kann, wird häufig das Folgeschnittstanzen verwendet.
Was ist Folgeschnittstanzen?
Mit Folgeschnittstanzen können Sie viele Teile mit komplexen Designelementen in sehr engen Toleranzen herstellen. Dabei wird ein einzelner Matrizensatz mit mehreren Designs verwendet, um mehrere Vorgänge an einem durchlaufenden Metallblech oder einer Spule auszuführen.
Vorteile des Folgeschnittstanzens
Moderne Innovationen haben Designs noch komplexer gemacht, da für ihre Umsetzung viele Arbeitsschritte erforderlich sind. Während hochspezialisierte manuelle Arbeitsschritte früher die einzige Möglichkeit waren, können Sie diese Designs jetzt durch Folgestanzen erreichen.
- Die Möglichkeit, mehrere Vorgänge gleichzeitig in einem einzigen Pressenhub durchzuführen, macht das Folgeverbundstanzen äußerst effizient. Dadurch verringert sich die Zykluszeit positiv, was sich auf die Produktionsraten auswirkt und die Produktion großer Stückzahlen ermöglicht.
- Eine optimale Materialausnutzung beim Folgeverbundstanzen reduziert den Ausschuss und maximiert gleichzeitig die Anzahl der aus jedem Blech produzierten Teile. Dies ist auf die enge Verschachtelung der Teilekonstruktionen im Layout und die Effizienz bei der Streifenzufuhr und -verwendung zurückzuführen.
- Die Möglichkeit, den Stanzvorgang für große Mengen genau zu replizieren, verbessert die Teilequalität und Maßgenauigkeit. Die Verwendung eines einzigen Matrizensatzes minimiert Abweichungen bei fertigen Teilen dank der präzisen Werkzeug- und Pressensteuerung.
- Die hohe Geschwindigkeit und Kontinuität des Folgeverbundstanzens verkürzt die Vorlaufzeiten für die Teileproduktion. So können Sie Aufträge schnell erfüllen, ohne die Qualität zu beeinträchtigen oder die Kosten deutlich zu erhöhen.
- Im Vergleich zu anderen Fertigungsverfahren hat das Folgeverbundstanzen nur geringe negative Auswirkungen auf die Umwelt. Darüber hinaus wird durch die optimale Materialausnutzung der Materialabfall reduziert, was die Ressourceneffizienz gewährleistet.
- Während die anfänglichen Investitionen für Werkzeuge und Einrichtung hoch sein können, ist die Effizienz, die durch die gleichzeitige Durchführung mehrerer Vorgänge entsteht, kosteneffizient. Das Ergebnis ist weniger Materialverschwendung und weniger Bedarf an sekundärer Verarbeitung, was wiederum die Arbeitskosten senkt.
- Sie können Folgestanzen für Teile mit komplexen Geometrien und Merkmalen durchführen. Werkzeugdesigns können verschiedene Vorgänge wie Durchstechen, Schneiden, Formen, Biegen und Prägen in einem einzigen Produktionsprozess integrieren.
- Sie können Folgeschnitte mit verschiedenen Materialien verwenden, darunter Stahl, Aluminium, Kupfer, Messing und deren Legierungen. So können Sie komplexe Teile mit unterschiedlichen Materialeigenschaften wie Festigkeit und Leitfähigkeit herstellen.
Folgeverbund-Stanzdesign
Nachteile des Folgeschnittstanzens
- Hohe Einrichtungskosten, dafür jedoch Herstellung präziser Produkte in großen Mengen.
- Nur Massenprodukte sind wirtschaftlich.
- Nicht empfohlen für große Komponenten.
Folgeschnitt-Stanzverfahren
Das Folgestanzen umfasst in der Regel mehrere Schritte, die eine effiziente Umwandlung von Blechen in komplette Teile gewährleisten. Befolgen Sie beim Herstellen von Teilen mit Folgestanzen unbedingt das beschriebene Verfahren:
- Unter Berücksichtigung der Materialanforderungen, Abmessungen, Merkmale und Toleranzen wird ein detaillierter Entwurf des Teils erstellt.
- Das Design des Folgewerkzeugs wird entsprechend den Endprodukten erstellt. Zu den Designaspekten können mehrere Stationen gehören, die bestimmte Operationen ausführen können, die durch das Teiledesign vorgegeben sind.
- Die Metallspule oder das Blech aus dem gewünschten Material wird dann in die Stanzpresse eingeführt. Es kann geschmiert oder oberflächenbehandelt werden, um die Reibung während des Stanzvorgangs zu verringern.
- Das Blech wird festgeklemmt, um es an Ort und Stelle zu halten und Bewegungen während des Stanzvorgangs zu verhindern. Dies sind wichtige Sicherheitsmaßnahmen, die Sie in jeder Stanzmaschine für Folgewerkzeuge finden. Darüber hinaus ist eine gute hydraulische Pressmaschine sollte für verschiedene Arten von Stanzwerkzeugen geeignet sein.
- Während die Presse in Betrieb ist, bewegt sich das Material nach und nach durch den Matrizensatz und durchläuft an jeder Station einen bestimmten Vorgang. Die Vorgänge werden gleichzeitig ausgeführt.
- Während des Prozesses sorgen Pressensteuerungen für die genaue Positionierung des Blechs und die zeitliche Abstimmung der Abläufe, um enge Toleranzen einzuhalten.
- Nach Durchlaufen aller Stationen werden die Fertigteile automatisch über Pneumatik oder Auswerferstifte aus der Presse ausgeworfen.
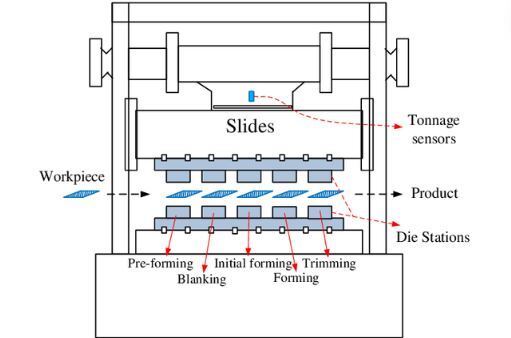
Schematischer Ablauf eines Folgestanzverfahrens
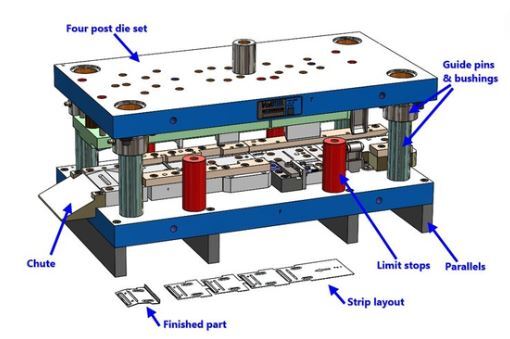
Komponenten im Folgeschnitt
Der Prozess der Umwandlung von Blechen in gewünschte Designs durch Folgeschnitte wird durch mehrere Komponenten ermöglicht. Gemeinsam arbeiten diese Komponenten daran, komplexe und präzise Fertigteile in großen Stückzahlen herzustellen.
- Matrizensatz: Dies ist die Hauptkomponente, die beim Folgeverbundstanzen verwendet wird und aus mehreren einzelnen Matrizen in einer Sequenz besteht. Jede Matrize wird hergestellt, um durch die Durchführung eines bestimmten Vorgangs die endgültige Form des Teils zu definieren. Tatsächlich ist das Design der Folgeverbundmatrizen ein kritischer Prozess beim Folgeverbundstanzen.
- Schläge:Stempel sind weitere wichtige Komponenten von Folgeverbundwerkzeugen. Stempel werden normalerweise als Teil des Werkzeugsatzes betrachtet und bilden den oberen Teil. Sie sind dafür ausgelegt, das Material durch die Durchführung des gewünschten Vorgangs in die erforderliche Form zu bringen.
- Streifenzuführung: Dieses Bauteil ist für die Zuführung des Metallstreifens oder der Metallspule in die Stanzpresse zuständig. Es positioniert das Material präzise und sorgt für die korrekte Ausrichtung innerhalb des Matrizensatzes.
- Drücken Sie: Die mechanische Kraft, die zum Stanzen des Materials erforderlich ist, wird von der Presse bereitgestellt. Beim Folgeschnittstanzen werden verschiedene Pressentypen verwendet, darunter mechanische oder hydraulische Pressen.
- Führungsstifte und -buchsen: Für ein erfolgreiches Folgeschnittstanzen müssen Ober- und Unterteil des Matrizensatzes ausgerichtet sein. Führungsstifte und -buchsen stellen dies sicher. Sie verhindern das Auftreten von Defekten oder Maßungenauigkeiten durch die präzise Positionierung der Matrizen.
- Abstreifplatte: Die Abstreifplatte wird normalerweise über dem Material angebracht und hilft dabei, die fertigen Teile von den Stempeln zu entfernen. Sie verhindert, dass Teile an den Stempeln kleben bleiben, und erleichtert so das reibungslose Auswerfen.
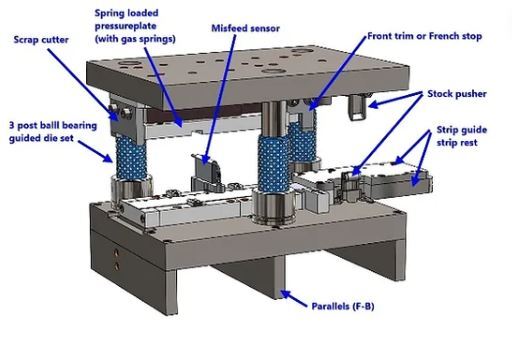
Komponenten für Folgeschnitte
Materialien für Folgeschnittstanzen
Sie können eine Vielzahl von Materialien mit Folgeverbundstanzen prägen. Dies bietet Vielseitigkeit im Hinblick auf Anwendungsanforderungen in verschiedenen Branchen. Einige Faktoren, die die Materialauswahl beeinflussen, sind Funktionseigenschaften, Anwendungsanforderungen und Kosten.
- Stahl: Sowohl kalt- als auch warmgewalzter Stahl wird aufgrund seiner Festigkeit, Formbarkeit und Zähigkeit hauptsächlich in der Automobil-, Elektronik- und Haushaltsgeräteindustrie verwendet.
- Aluminium: Neben seinen Legierungen bietet Aluminium eine gute Festigkeit im Verhältnis zum Gewicht, Formbarkeit, Leitfähigkeit und Korrosionsbeständigkeit. Aluminium kann durch Folgeformung zur Herstellung von Teilen für die Luft- und Raumfahrt sowie für den Automobilbereich verwendet werden.
- Kupfer: Als hochleitfähiger Werkstoff kann Kupfer im Folgeverbundstanzverfahren zur Herstellung von Teilen für Elektroinstallationen verwendet werden.
Techniken des Folgeschnittstanzens
Beim Folgeformstanzen werden verschiedene Vorgänge nacheinander ausgeführt, um flache Bleche effizient und präzise in Fertigteile umzuwandeln. Diese Prozesse werden an einzelnen Stationen ausgeführt, während das Material durch den Formsatz läuft.
- Ausblendung: Viele Stanzformen verfügen über eine Stanzvorrichtung in der ersten Station, bei der die ursprüngliche Teileform ausgeschnitten wird, wodurch einzelne Rohlinge entstehen.
- Zeichnung: Dabei wird das Material gedehnt oder gezogen, um tiefgezogene Teile wie Schalen, Becher oder Gehäuse zu formen. Das Ziehen kann mit anderen Prozessen wie dem Durchstechen kombiniert werden, um komplexe Teile mit mehreren Merkmalen herzustellen.
- Biegen: Das Formen von Rohlingen zu dreidimensionalen Profilen erfolgt durch Biegen unter lokaler Anwendung von kontrolliertem Druck. Durch Biegen können Sie Falten erzeugen sowie Winkel, Konturen und andere Merkmale erstellen.
- Prägung: Dies ist ein Formungsprozess, bei dem durch die Anwendung von hohem Druck präzise Toleranzen und glatte Oberflächen erreicht werden, um die Oberflächenstruktur zu verfeinern. Sie können Falten glätten und durch Prägen sogar dekorative Muster erzeugen.
- Beschneiden: Entfernen von überschüssigem Material oder unerwünschten Merkmalen von gestanzten Teilen, um durch Schneiden entlang vorgesehener Kanten die endgültigen Abmessungen zu erreichen.
- Prägung: Bestimmte Bereiche eines Metallteils werden durch Prägen erhöht oder vertieft, wodurch funktionale, informative oder dekorative Merkmale entstehen. Bei diesem Verfahren werden männliche und weibliche Prägestempel verwendet, um das gewünschte Muster zu erzielen.
- Piercing: Durch Lochvorgänge werden in den Rohlingen Löcher, Schlitze und andere Öffnungen erzeugt, die üblicherweise als Befestigungspunkte und Montagelöcher dienen.
Anwendung des Folgeschnittstanzens
Es werden immer mehr anspruchsvolle Designs hergestellt, um die Arbeit zu erleichtern und die Leistungsfähigkeit von Maschinen/Geräten zu verbessern. Aufgrund ihrer Effizienz, geringen Toleranzen und Wiederholbarkeit werden für die Herstellung von Teilen für solche Designs Folgeschnitte verwendet.
- Durch Folgeschnittstanzen werden elektrische Steckverbinder, Anschlussrahmen, Klemmen, Abschirmgehäuse, Buchsen und Halterungen mit präziser Geometrie hergestellt.
- Auch Karosserieteile wie Türen, Kofferraumdeckel, Motorhauben und Kotflügel werden diesem Metallbearbeitungsprozess unterzogen, um präzise Formen zu erreichen. Weitere auf diese Weise hergestellte Automobilkomponenten sind Halterungen, Scharniere, Verbindungsstücke, Sitzhalterungen und Armaturenbretteinsätze.
- Aus Aluminiumblechen werden im Folgeverbundverfahren Flugzeugkomponenten mit hohem Festigkeits-Gewichts-Verhältnis hergestellt, beispielsweise Halterungen, Beschläge und Verbindungselemente.
- Teile von Haushaltsgeräten wie Kühlschränken, Öfen und Waschmaschinen werden im Folgeverbundverfahren hergestellt.
- Die Bauindustrie nutzt das Folgeverbundstanzen zur Herstellung von Hardwarekomponenten wie Halterungen, Verstärkungsplatten, Scharnieren und Verbindungselementen für Infrastrukturprojekte.
- Bei militärischer Hardware wie Fahrzeugteilen, Munitionshülsen und Waffenkomponenten wird das Folgeformverfahren verwendet, um hochpräzise Teile herzustellen.
Was ist der Unterschied zwischen Folgepressenprägung und Transferpressenprägung?
- Transferwerkzeuge gelten grundsätzlich als besser geeignet für die Herstellung großer Teile.
- Folgeverbundwerkzeuge gelten als besser geeignet für die Produktion von Sätzen kleinerer Komponenten.
Abschluss
Aufgrund der geringen Toleranzen und Wiederholbarkeit ist das Folgeverbundstanzen in vielen Branchen weit verbreitet. Wenn Sie nach einer Möglichkeit suchen, Teile für Ihr nächstes Projekt effizient herzustellen, sollte das Folgeverbundstanzen ganz oben auf der Liste stehen.
Mehr Ressourcen::
Stempeln – Quelle: WIKIPEDIA
Heißprägen – Der ultimative Leitfaden – Quelle: Tsinfa
Hydraulische Pressmaschine zu verkaufen – Quelle: Tsinfa