So programmieren Sie eine CNC-Drehmaschine – Eine vollständige Anleitung
Mit der CNC-Drehmaschinenprogrammierung können Sie präzise Schneid-, Schnitz- und Bohrvorgänge durchführen.
Tatsächlich erfordert die Programmierung einer CNC-Drehmaschine Erfahrung und Fachwissen. Dies liegt daran, dass Sie vertraut sein müssen mit Bedienung einer CNC-Maschine und die Codes.
In diesem Handbuch untersuchen wir einen detaillierten und praktischen Ansatz zum Programmierprozess von CNC-Drehmaschinen.
Schauen Sie mal rein:

CNC-Drehmaschinenprogrammierung verstehen
CNC-Drehmaschinenprogrammierung ist das Schreiben von Code, der die Maschine darüber informiert, wie Schnitte, Drehungen und Formen an Ihrem Werkstück vorgenommen werden sollen. Dafür G-Codesund M-Codes werden verwendet, um die auf der Maschine verwendete Bewegungs-, Geschwindigkeits- und Werkzeugwechselfunktion zu beschreiben.
Im Idealfall fällt all dies unter ein breites Thema namens: numerische Steuerung.
Vorbereitung für die CNC-Drehmaschinenprogrammierung
1. Auswahl der richtigen CNC-Drehmaschine
Es ist für Ihre CNC-Bearbeitung Bedürfnisse, die Sie sollten die richtige wählen CNC-DrehmaschineEs gibt verschiedene Arten von CNC-Drehmaschinen wie horizontale CNC,vertikale CNC, Und Schweizer CNC-Typenund bietet verschiedene Vorteile. Eine Schweizer Drehbank eignet sich perfekt, um Präzision bei kleinen, komplexen Teilen zu erreichen.
Horizontaldrehmaschinen hingegen unterstützen und stabilisieren größere Bauteile besser. Ihre Wahl hängt auch von verschiedenen Aspekten wie Spindelleistung, Werkzeugkapazität und Automatisierungsfunktionen ab. So stellen Sie durch die Erfüllung der Produktionsanforderungen sicher, dass Sie Ineffizienzen und kostspielige Fehler an Ihrer Maschine vermeiden.
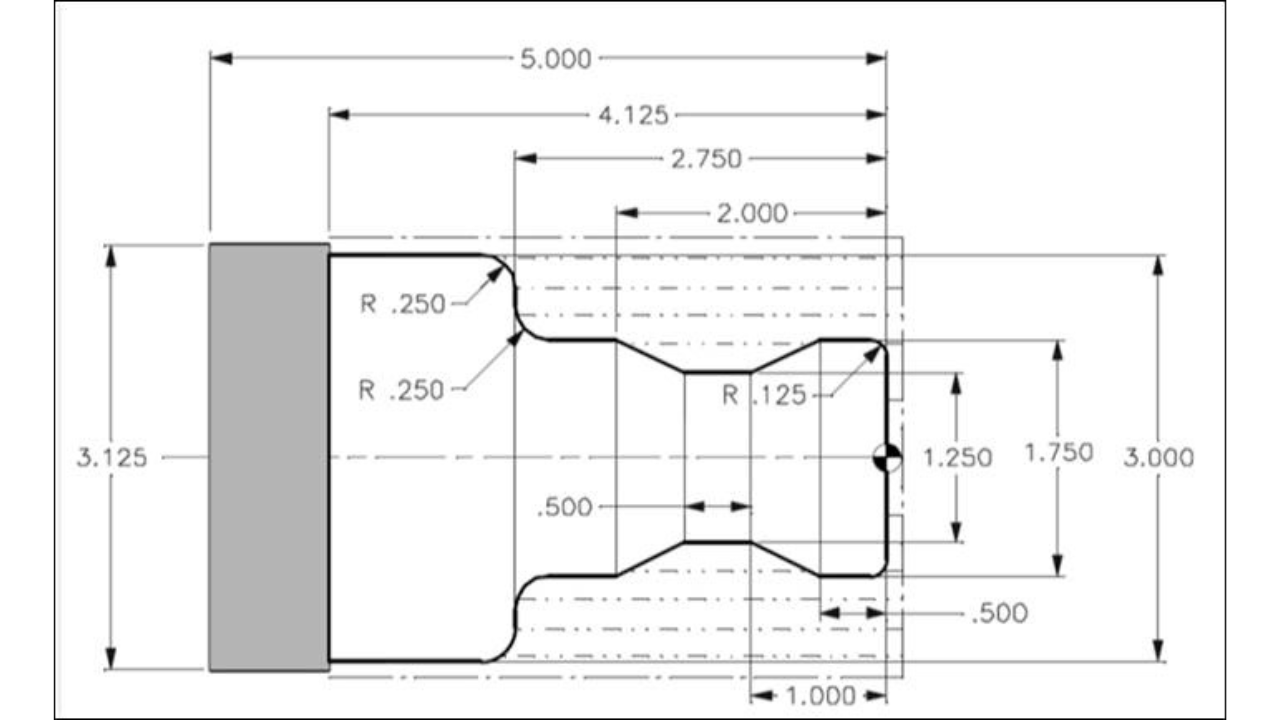
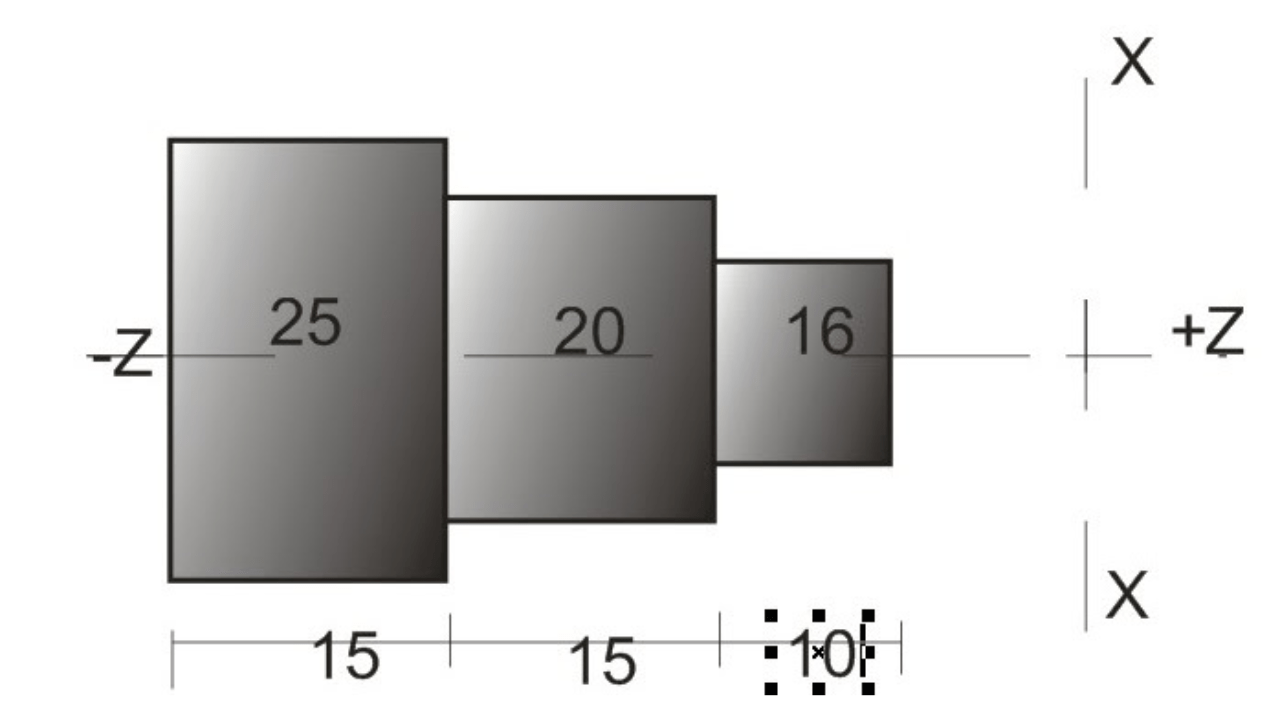
2. Werkstückspezifikationen kennen
Die Programmierung einer CNC-Drehmaschine erfordert bestimmte Vorkenntnisse, darunter Kenntnisse über Materialien und Abmessungen, insbesondere des Werkstücks. Beachten Sie beispielsweise, dass sich die Schnittparameter von Metallen wie Aluminium, Stahl und Titan von denen von Polymeren oder Verbundwerkstoffen unterscheiden.
Darüber hinaus reagiert jedes Material unterschiedlich auf Hitze und Druck, was sich auf die Vorschubgeschwindigkeit und sogar die Werkzeugauswahl auswirkt. Werden diese Aspekte nicht berücksichtigt, führt dies zu falschen Schnitten, zu viel Abfall oder zur Zerstörung des Werkzeugs.
3. Auswahl der richtigen Werkzeuge zum Schneiden
In Bezug auf Präzision, Standzeit und Effizienz ist die Werkzeugauswahl der wichtigste Faktor bei der Wahl eines Schneidwerkzeugs. Wählen Sie Werkzeughalter und Wendeschneidplatte, die zum Werkstückmaterial und der Art des Bearbeitungsprozesses passen.
Hartmetalleinsätze eignen sich besser für das Hochgeschwindigkeitsschneiden und Schnellarbeitsstahlwerkzeuge funktionieren bei niedrigeren Schnittgeschwindigkeiten besser, da sie im Allgemeinen flexibler sind.
Auch die Werkzeuggeometrie – insbesondere Spanwinkel und Spanleitstufe – spielt eine Rolle für die Oberflächengüte und die Spanabfuhr. Der Einsatz der richtigen Werkzeuge reduziert somit den Verschleiß, verringert Ausfallzeiten und trägt zur Gesamtleistung bei der Bearbeitung bei.
4. Methoden zur Werkstückspannung und -befestigung
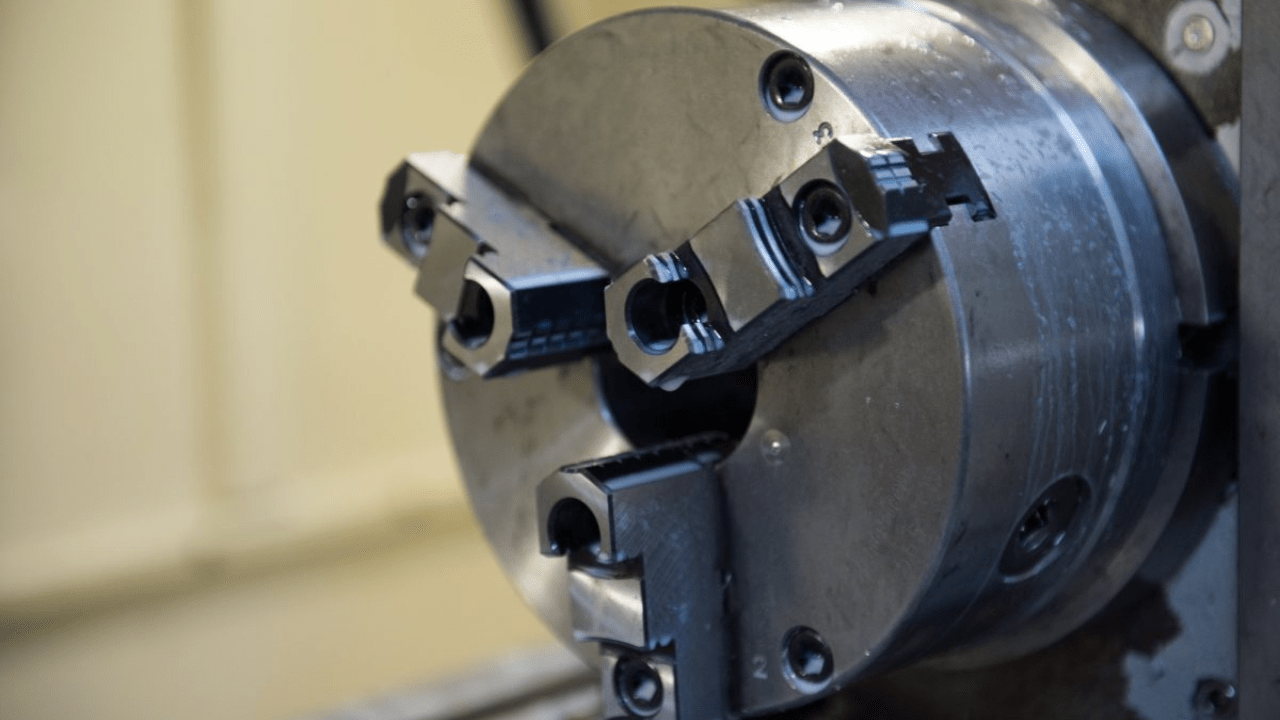
Die Art und Weise, wie Sie das Werkstück befestigen, sollte Bewegungen während der Bearbeitung verhindern und so die Genauigkeit fördern. Zu den Werkstückspannmitteln gehören unter anderem Spannfutter, Spannzangen und Planscheiben, die für verschiedene Teile optimal geeignet sind.
Ein Dreibackenfutter eignet sich zum Spannen runder Werkstücke, während eine Spannzange für kleinere Teile eine höhere Präzision bietet. Planscheiben sichern Werkstücke mit ungewöhnlichen Formen.
Eine gute Werkstückspannung verringert Vibrationen, hält das Werkstück stabil und verhindert Fehlausrichtungen während der Bearbeitung. Eine unzureichende Befestigung des Werkstücks führt zu Ungenauigkeiten oder Maschinenschäden.
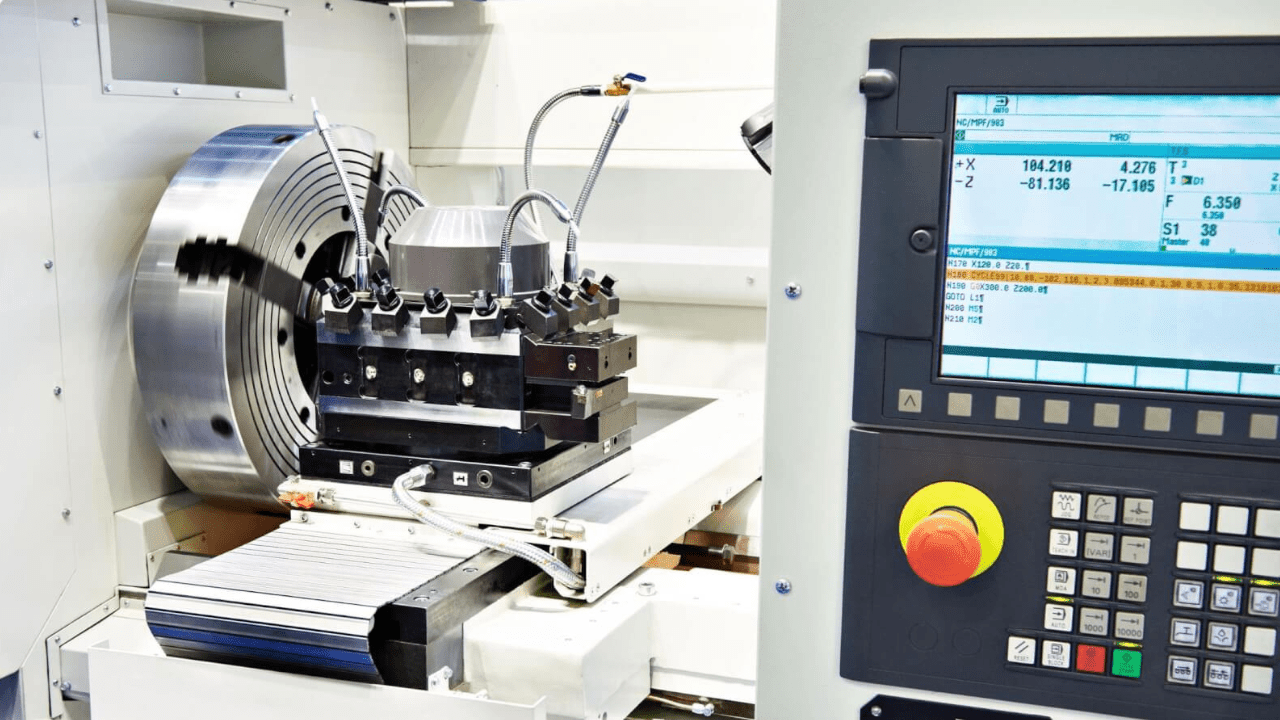
Einrichten der CNC-Drehmaschine
· Einschalten und Initialisieren der Maschine
Der allererste Schritt zum Programmieren und Fräsen einer CNC-Drehmaschine ist das Einschalten der Maschine. Beim Einschalten führt die Steuerung eine Selbstdiagnose durch, um die ordnungsgemäße Funktion zu prüfen.
Der Homing-Prozess beispielsweise fährt die Maschine in eine Referenzposition, setzt die Achse zurück und bereitet sie auf eine präzise Bewegung vor. Das Überspringen dieses Prozesses kann zu einer Fehlausrichtung oder fehlerhaften Positionierung des Werkzeugs führen. Über das Bedienfeld können Sie dann Systemeinstellungen, Werkzeugversätze und Spindelparameter überprüfen, bevor Sie mit der Bearbeitung beginnen.
· Werkstück laden und fachgerecht sichern
Für eine präzise Bearbeitung ist eine gute Positionierung des Werkstücks erforderlich. Je nach Form, Größe und Materialart des Werkstücks wird eine Spannmethode ausgewählt.
Beispielsweise verwenden Sie ein Dreibackenfutter zum Bearbeiten runder Teile, benötigen aber ein Vierbackenfutter zum Fixieren unregelmäßiger Formen, um eine genauere Ausrichtung zu ermöglichen. Kleine Teile hingegen lassen sich mit einem Spannfutter ohne großen Druck optimal greifen. Eine gute Ausrichtung verhindert somit Vibrationen, was für ein reibungsloses und präzises Schneiden unerlässlich ist.
Darüber hinaus müssen die Spannkräfte ausgewogen sein, um eine Verformung des Werkstücks zu verhindern. Zu starkes Spannen kann zum Quetschen des Werkstücks führen, während zu schwaches Spannen ein Verrutschen des Werkstücks zur Folge haben kann.
Testen Sie daher die Drehmaschine, indem Sie die Spindel manuell drehen, um zu prüfen, ob das Werkstück fest sitzt. Wenn Sie Bewegungen oder Wackeln am Werkstück feststellen, müssen Sie eine Anpassung vornehmen, um Bearbeitungsfehler zu vermeiden. Eine ordnungsgemäße Klemmung verringert somit das Risiko von Werkzeugbrüchen und erhöht die Maßgenauigkeit während des Prozesses.
· Werkzeugauswahl und Werkzeugversatz-Setup
Die Wahl des richtigen Werkzeugs bestimmt die Schneidleistung und die Oberflächengüte. Es gibt verschiedene Werkzeuge für unterschiedliche Bearbeitungen wie Schruppen, Bohren, Schlichten und Gewindeschneiden.
Hartmetalleinsätze beispielsweise sind sehr langlebig und daher für das Hochgeschwindigkeitsschneiden von Metallen geeignet, und Schnellarbeitsstähle sind flexibler für weichere Materialien.
Andererseits sind Werkzeughalter für Stabilität und minimale Durchbiegung erforderlich. Ein starrer Werkzeugaufbau minimiert somit das Rattern, verlängert die Werkzeugstandzeit und ermöglicht reproduzierbare Ergebnisse.
Zusätzlich werden Werkzeugversätze für Präzisionsschnitte verwendet. Jedes Werkzeug verfügt über einen separaten Versatz, der die genaue Position des Werkzeugs im Verhältnis zum Werkstück definiert. Ohne die korrekte Eingabe dieser Werte in die CNC-Steuerung kann die korrekte Schnitttiefe nicht gewährleistet werden, und es können Kollisionen auftreten.
Einige Maschinen ermöglichen die automatische Werkzeugmessung mithilfe eines Messtasters, während andere eine manuelle Eingabe erfordern. Die Überprüfung des Werkzeugversatzes vor Beginn der Bearbeitung hilft, kostspielige Fehler zu vermeiden und die Teilequalität zu erhalten.
· Einstellen des Werkstücknullpunkts
Durch das Nullsetzen kann die CNC-Drehmaschine alle programmierten Befehle präzise ausführen. Dies ist die Referenz für den Schneidbeginn der Maschine. Da die meisten Drehmaschinen mittlerweile ein Werkstückversatzsystem wie G54 bis G59 verwenden, können für verschiedene Aufspannungen unterschiedliche Nullpositionen definiert werden.
Dies ist wichtig, da das Werkzeug bei einer falschen Einstellung des Punktes an der falschen Stelle schneiden und das Werkstück oder die Ausrüstung beschädigen würde.
Der Nullpunkt kann üblicherweise mit einem Antastwerkzeug oder einem Kantentaster definiert werden. Bei einigen CNC-Drehmaschinen stellen automatische Messsysteme diese Position präzise ein. Sobald der Nullpunkt festgelegt ist, werden alle Werkzeugwege von diesem Referenzpunkt aus gemessen.
Andernfalls kommt es zu falsch gemessenen Teilen und Materialverschwendung. Durch die genaue Einstellung der Nullreferenz wird die korrekte Ausrichtung des Teils sichergestellt und Fehler bei der Bearbeitung vermieden.
· Berechnung der Spindelgeschwindigkeit und der Vorschubgeschwindigkeit
Die Spindeldrehzahl ist die Drehzahl des Schneidwerkzeugs, während die Vorschubgeschwindigkeit angibt, wie schnell sich der Fräser in das Material eindringt. Sie sollten diese beiden Parameter sorgfältig einstellen, um einen effizienten Materialabtrag ohne Werkzeugverschleiß zu gewährleisten.
Darüber hinaus variiert der ideale Bereich je nach Werkstückmaterial, Werkzeugtyp und erforderlicher Oberflächengüte. Für härtere Materialien sind niedrigere Geschwindigkeiten erforderlich, und für weichere Materialien sind höhere Geschwindigkeiten ohne Wärmestau zulässig.
Auch die Vorschubgeschwindigkeit beeinflusst die Schneidleistung und die Spanbildung. Ein langsamer Vorschub sorgt zwar für eine glatte Oberfläche, kann aber auch das Werkzeug reiben und so dessen Lebensdauer verkürzen.

Schreiben des CNC-Drehmaschinenprogramms
1. Programmformat und -struktur
CNC-Programme benötigen ein vorgeschriebenes Format. Jede Zeile besteht aus G-Codes (Bewegungsbefehlen) und M-Codes (Maschinenbefehlen). Eine gute Formatierung gewährleistet fehlerfreie und reibungslose Ausführung.
2. Kommentare und Dokumentation
Programmieren in Form von Kommentaren erleichtert dem Programmierer das spätere Verständnis des Codes. Beispielsweise beschreibt „WERKZEUGWECHSEL FÜR SCHRUPPEN“ den Zweck dieses Befehls. Gut dokumentierte Programme verringern das Risiko von Verwechslungen und sind für die Fehlererkennung unerlässlich.
3. Wichtige CNC G-Codes und M-Codes
Bei Drehoperationen verwendete G-Codes (G00, G01, G02, G03)
- G00 – Schnelle Bewegung (nicht schneidende Bewegung)
- G01 – Geradliniges Schneiden mit kontrolliertem Vorschub
- G02 – Bogenschneiden im Uhrzeigersinn
- G03 – Bogenschneiden gegen den Uhrzeigersinn
Werkzeugbewegung und -positionierung
- G90 (Absolute Positionierung): Bewegungen basieren auf der Nullpunktreferenz.
- G91 (Inkrementelle Positionierung): Bewegungen basieren auf der vorherigen Position.
Spindelsteuerung und Werkzeugwechselbefehle (M03, M04, M06)
- M03 – Spindel EIN (im Uhrzeigersinn)
- M04 – Spindel EIN (gegen den Uhrzeigersinn)
- M06 – Werkzeugwechsel
Erstellen eines grundlegenden CNC-Drehprogramms
1. Befehle zur Ersteinrichtung
Bevor die Bearbeitung beginnen kann, müssen Sie die Maschine für einen reibungslosen Ablauf richtig einrichten. Das Programm startet mit vorbereitenden Befehlen, die die Maschine für den Vorgang einrichten.
G21 dient beispielsweise zum Einstellen metrischer Maße, während G20 für Zollmaße gedacht ist, um Umrechnungsfehler zu vermeiden.
Das Werkstückkoordinatensystem muss ebenfalls mithilfe von G54, G55 oder anderen Offsets festgelegt werden. Dadurch wird die Position des Werkstücks bestimmt, sodass genaue Bewegungen ausgeführt werden können.
Die korrekte Spindelaktivierung und Werkzeugauswahl sind ebenfalls im Setup enthalten. Der Befehl M03 aktiviert die Spindel im Uhrzeigersinn, während M04 sie gegen den Uhrzeigersinn betätigt. Die Spindeldrehzahl sollte mit dem Befehl S entsprechend den Anforderungen des zu bearbeitenden Materials eingestellt werden.
Darüber hinaus führt die Auswahl des richtigen Werkzeugs mit T und M06 dazu, dass die Maschine den richtigen Fräser lädt. Diese Befehle sind Bausteine für einen geordneten und effizienten Bearbeitungsprozess, ohne den die Maschine nicht richtig funktionieren würde.
2. Befehle für Schruppdurchgang und Schlichtdurchgang
Schruppoperationen dienen dazu, überschüssiges Material schnell und effizient zu entfernen. Befehle wie G00 für schnelle Positionierung und G01 für kontrollierte Linearbewegungen werden zur Führung des Werkzeugs während des ersten Schneidvorgangs angewendet.
Sie benötigen den F-Befehl, um unter Berücksichtigung der Geschwindigkeit im Verhältnis zu den Schnittkräften eine geeignete Vorschubgeschwindigkeit festzulegen.
Daher umfassen Schruppdurchgänge im Allgemeinen mehrere Tiefeninkremente, um die Belastung des Werkzeugs zu minimieren und eine übermäßige Wärmeentwicklung zu verhindern.
3. Bohr-, Gewinde- und Nutbearbeitung
Zum Bohren ist eine genaue Positionierung und Tiefenkontrolle erforderlich, um präzise Löcher zu bohren. Der einfache Bohrzyklus wird mit G81 aktiviert, während das Tiefbohren mit G83 durchgeführt wird.
Zusätzlich müssen Spindeldrehzahl, Vorschub und Tiefe angegeben werden, um Werkzeugbrüche zu vermeiden. Die richtige Bohrergröße und der richtige Einsatz von Kühlmitteln tragen dazu bei, die Bohrqualität und die Werkzeugstandzeit zu optimieren.
Eine unzureichende Bohrstrategie führt daher zur Bildung von Spänen, zur Ablenkung der Werkzeuge und zu Abweichungen im Lochdurchmesser.
Beim Gewindeschneiden werden Spindeldrehung und Werkzeugbewegung synchronisiert. G76 und G92 ermöglichen die Herstellung exakter Außen- und Innengewinde. Um Materialrisse und übermäßigen Werkzeugverschleiß zu vermeiden, muss die Schnitttiefe kontrolliert werden.
Beim Einstechen werden die Werkzeuge auch zum Fräsen von Vertiefungen oder Nuten in das Werkstück verwendet. Durch das G75-Einstechen mit Tiefloch-Befehl werden die Werkzeuge weniger beansprucht und die Spanabfuhr erleichtert.
4. Verwenden von Unterprogrammen und Schleifen
Unterprogramme erleichtern die Programmierung wiederkehrender Bearbeitungsvorgänge. Beispielsweise rufen M98-Befehle ein Unterprogramm auf, sodass vordefinierte Schnittfolgen wiederverwendet werden können. Das spart Zeit und reduziert das Risiko von Programmierfehlern.
Bei der Bearbeitung mehrerer identischer Teile stellen Unterprogramme sicher, dass derselbe Code angewendet wird, ohne dass dieser neu geschrieben werden muss. Der Verzicht auf Unterprogramme führt fast immer zu langen Programmen, deren Fehlerbehebung und Änderung immer schwieriger wird.
Darüber hinaus vereinfachen Schleifen die Optimierung von Werkzeugbewegungen, indem sie die Möglichkeit bieten, bestimmte Befehle zu wiederholen. Beispielsweise ermöglicht der Befehl M99 die Schleifenausführung beliebiger in der Produktion verwendeter Unterprogramme. Schleifen können für sich wiederholende Vorgänge wie Bohren, Gewindeschneiden oder Konturieren eingesetzt werden.
Eingabe und Simulation des Programms
1. Übertragen des Programms auf die CNC-Drehmaschine
Nachdem Sie das CNC-Drehprogramm fertig geschrieben haben, müssen Sie das Programm noch auf die Maschine übertragen. Die Verwendung von USB-Sticks, Direct Numerical Control (DNC) oder die direkte Eingabe über das Bedienfeld sind bei den meisten CNC-Drehmaschinen gängige Übertragungsmethoden.
Der einfachste und schnellste Weg, Programme für Einzelmaschinen hochzuladen, ist die USB-Übertragung. Direct Numerical Control verbindet die CNC-Drehmaschine mit einem Computer und ermöglicht die Datenübertragung in Echtzeit.
Die manuelle Eingabe des Codes erfordert hingegen sorgfältige Tastenanschläge, um Fehler zu vermeiden. Kleine Änderungen können jedoch direkt am Computer vorgenommen werden. Die meisten dieser Übertragungsmethoden hängen von Ihrem Arbeitsablauf, den Fähigkeiten des Computers und den Anforderungen an die Komplexität des Programms ab.
2. Einen Probelauf durchführen
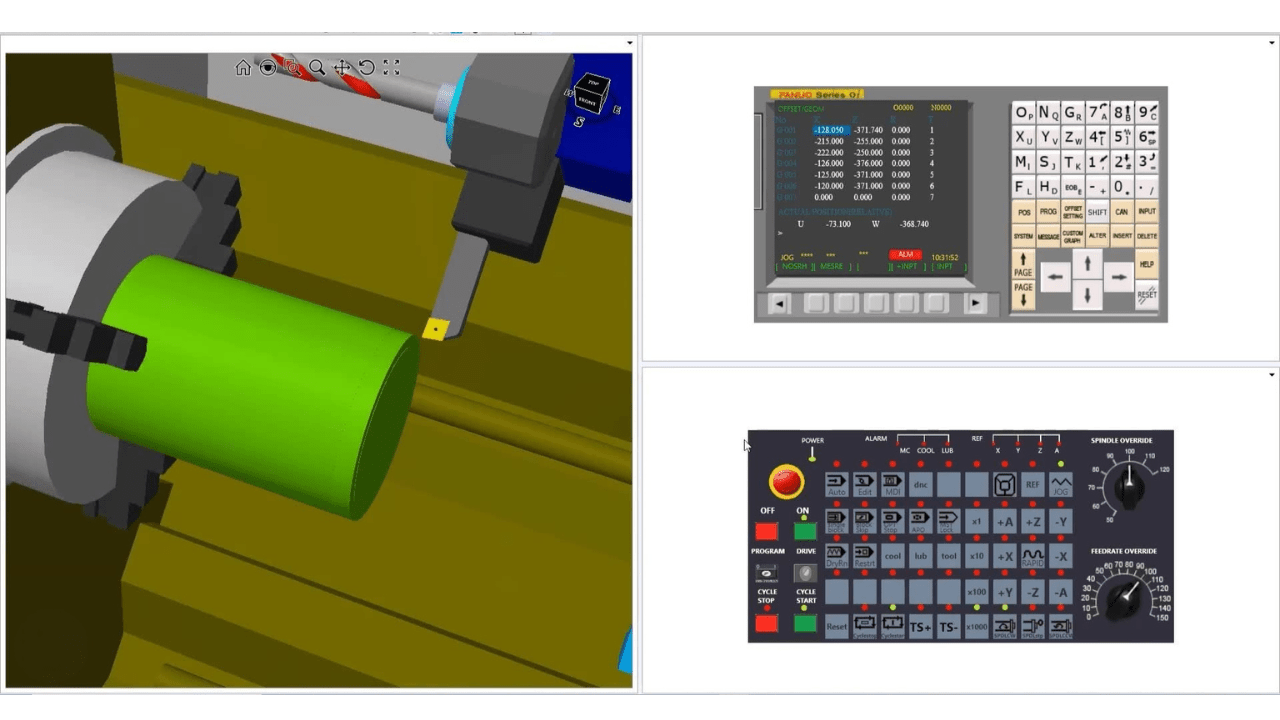
Ein Probelauf vor der Bearbeitung eines Werkstücks hilft, die Genauigkeit der Programmierung zu überprüfen. Ein Probelauf ermöglicht es der CNC-Drehmaschine, das Programm auszuführen, ohne das Material zu schneiden, sodass die Werkzeugbewegungen tatsächlich dem vorgesehenen Weg folgen.
Ein Probelauf hilft, falsche Werkzeugversätze, falsch ausgerichtete Koordinaten und unerwartete Werkzeugabstürze aufgrund von Programmierfehlern zu erkennen. Viele CNC-Drehmaschinen bieten die Möglichkeit einer grafischen Simulation zur visuellen Darstellung der Werkzeugbewegungen, sodass Fehler leichter erkannt werden können. Diese frühzeitige Erkennung hilft, kostspielige Fehler und Schäden an Maschine oder Werkstück zu vermeiden.
Darüber hinaus wird im Probelauf das Verhalten des Werkzeugwegs überwacht, um einen reibungslosen Betrieb zu gewährleisten. Kommt es zu unerwünschten Stopps, plötzlichen Rucken oder einer falschen Spindeldrehzahl, deutet dies auf einen Programmierfehler hin, der behoben werden muss.
Darüber hinaus stellt die Überprüfung von Vorschubgeschwindigkeiten und Werkzeugwechseln während der Simulation sicher, dass jeder Vorgang wie vorgesehen ausgeführt wird. Im Fehlerfall kann der Fehler durch eine zeilenweise Analyse des Programms behoben werden.
3. Debuggen von Werkzeugpfaden
Auch nach einem guten Probelauf verbessert Ihre Analyse des Optimierungsprogramms die Bearbeitungseffizienz. Die Überprüfung des Werkzeugwegs stellt sicher, dass jede Bewegung auf dem direktesten und effizientesten Weg erfolgt.
Übermäßiges Zurückziehen der Werkzeuge, übermäßig schnelle Bewegungen und unnötige Durchgänge verlängern die Zykluszeit und beschädigen die Schneidwerkzeuge. Die Anpassung dieser Bahnen verkürzt daher die Bearbeitungszeit, ohne die Genauigkeit zu beeinträchtigen.
Darüber hinaus wird durch die Anpassung von Vorschub und Spindeldrehzahl an die jeweiligen Schneideigenschaften des jeweiligen Materials die optimale Leistung des Programms sichergestellt. So führen bereits geringe Eingriffe zu höherer Produktivität und längeren Werkzeugstandzeiten.
Im letzten Schritt des Debuggens werden zudem letzte Fehler im Programm gefunden und korrigiert. Eine sorgfältige Überprüfung der G- und M-Codes stellt sicher, dass jeder Befehl korrekt ausgeführt wird. Die Überprüfung auf fehlende Werkzeugwechsel, falsche Verweilzeiten oder widersprüchliche Befehle verhindert unerwünschte Unterbrechungen der Bearbeitung.
Ausführen des Programms auf der CNC-Drehmaschine
· Überprüfen des Setups vor der Ausführung
Überprüfen Sie vor der Verwendung die Ausrichtung Ihrer Spindel und Ihres Werkstücks sowie die Anzahl der Werkzeugversätze.
· Schrittweiser Beginn des Bearbeitungsprozesses
Beginnen Sie mit der Ausführung jeweils eines Schritts, um sicherzustellen, dass alle Bewegungen korrekt sind, bevor Sie das gesamte Programm ausführen.
· Überwachung des Werkzeugverschleißes
Achten Sie ständig auf Verschleiß oder Bruch des Werkzeugs. Möglicherweise muss der Vorschub optimiert werden oder das Werkzeug ist abgenutzt und muss ausgetauscht werden.
· Behandlung unerwarteter Fehler
Im Falle eines Alarms sollten Sie die Maschine anhalten und das Problem entweder über den CNC-Bildschirm oder das Handbuch diagnostizieren.

Qualitätskontrolle der Nachbearbeitung
· Prüfung des fertigen Werkstücks
Mithilfe eines Messschiebers oder einer Mikrometerschraube sollten Sie das Gesamtmaß mit dem vorgeschlagenen vergleichen.
· Maße messen
Die Rauheitsmessgeräte sind hilfreich bei der Überprüfung der ordnungsgemäßen Endbearbeitung.
· Offsets anpassen
Wenn die Messungen leicht abweichen, sollten Sie die Toleranzen anpassen, indem Sie die Werkstück- oder Werkzeugversätze ändern, um die Genauigkeit zu erhöhen.
· Speichern und Optimieren des Programms für die zukünftige Verwendung
Sie sollten stets die Arbeitsprogramme beibehalten und die Codierung für kürzere Bearbeitungszeiten optimieren.
High-End-CNC-Drehmaschinentechniken zur Programmierung
1. Verwendung von Makros und Parametrie
Mithilfe von Makros und parametrischer Programmierung können Sie die sich wiederholende Aufgabe einfach automatisieren und so Ihr Programm flexibel gestalten.
Anstatt separate Codes für mehr oder weniger ähnliche Operationen zu schreiben, können Sie Variablen definieren und Bedingungen verwenden, sodass die Werkzeugpfade dynamisch erstellt werden können. Dies spart Programmierzeit und erleichtert die Fehlerprüfung. Darüber hinaus ermöglicht es eine schnelle Änderung von Abmessungen und Toleranzen, ohne das gesamte Programm neu schreiben zu müssen.
2. Verwenden von CAD-CAM-Software
Die CAD-CAM-Software ermöglicht die Entwicklung und Erstellung von CNC-Programmen für die Herstellung hochkomplexer Bauteile. Sie ermöglicht Ihnen die Erstellung digitaler Modelle und die automatische Generierung optimierter Werkzeugwege, anstatt jede Bewegung im Programm manuell zu erstellen. So erreichen Sie Präzision und reduzieren menschliche Fehler.
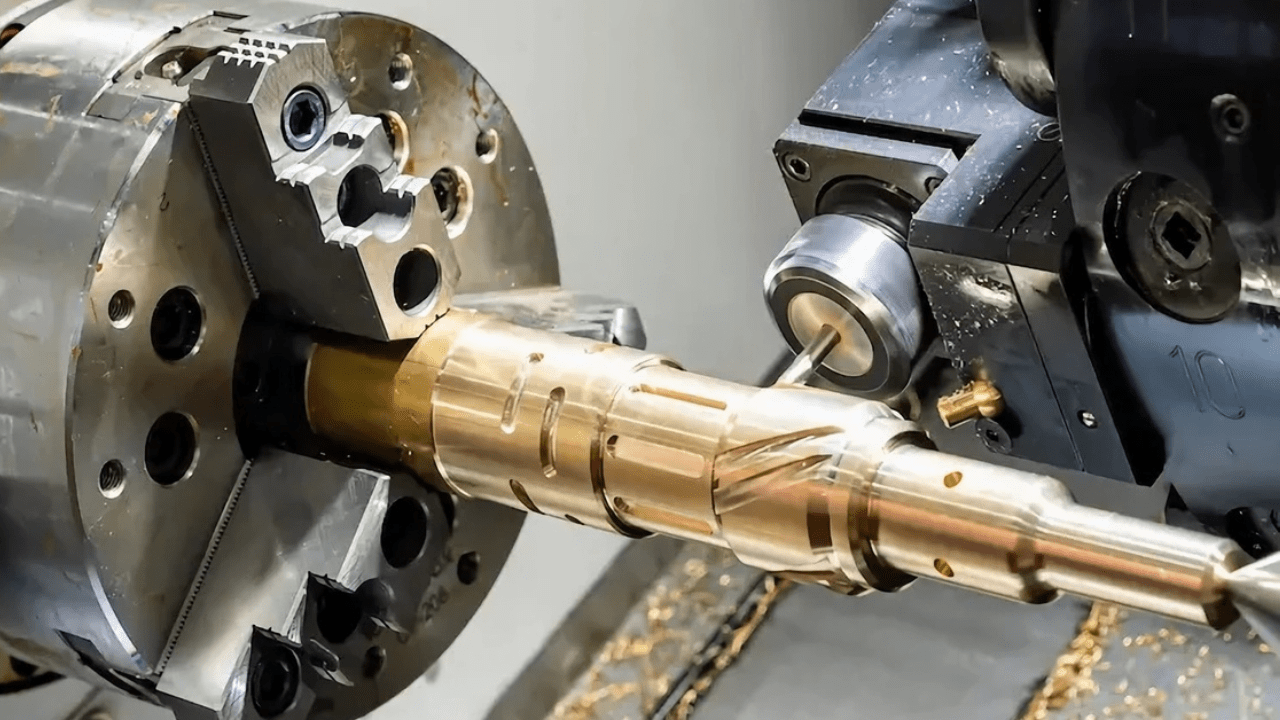
3. Mehrachsiges Drehen
Durch mehrachsiges Drehen können verschiedenste Geometrien in einer einzigen Aufspannung bearbeitet werden. Anstatt das Werkstück in verschiedene Aufspannungen zu bewegen, ermöglicht die simultane Bewegung der Achsen Dreh-, Fräs- oder Bohrvorgänge.
Durch die Integration angetriebener Werkzeuge werden Fräs-, Bohr- oder Gewindeschneidvorgänge an der Drehmaschine durchgeführt. Dies reduziert die Zykluszeit und den Bedarf an weiterer maschineller Bearbeitung. Der Einsatz der Mehrachsentechnologie erhöht somit die Präzision und verbessert die Produktivität.
4. Automatisierung
Automatisierung und adaptive Bearbeitung haben den Produktionsprozess effizienter gestaltet. Automatische Werkzeugwechsler und Roboterlader sorgen für unterbrechungsfreie Prozesse und reduzieren den menschlichen Kontakt.

Häufige Fehler bei der CNC-Drehmaschinenprogrammierung und wie man sie vermeidet
· Falsche Werkzeugversätze und Koordinateneinstellungen
Falsche Offsets führen zu Fehlausrichtungen und Fehlern bei der Bearbeitung. Überprüfen Sie daher vor dem Schneiden immer die Werte.
· Falsche Vorschub- und Geschwindigkeitsauswahl
Falsche Einstellungen führen zu einem schlechten Ergebnis oder zu Werkzeugverschleiß. Befolgen Sie daher die Empfehlungen des Herstellers.
· Sicherheitsverfahren übersehen
Wenn Sie die Sicherheitskontrollen überspringen, riskieren Sie Verletzungen und eine Beschädigung der Maschine.
· Fehlinterpretation von G-Code- und M-Code-Funktionen
Ein tieferes Verständnis jedes einzelnen Befehls hilft dabei, unvorhersehbare Werkzeugbewegungen zu vermeiden.
Abschluss
Präzision und das Einrichten eines CNC-Drehprogramms erfordern viel Konzentration und Sorgfalt. Darüber hinaus helfen Ihnen Kenntnisse in G-Code, Werkzeugen und Qualitätskontrolle dabei, schnelle und fehlerfreie Programme zu entwickeln.
Suchen Sie Experten für die Herstellung und Programmierung von CNC-Drehmaschinen? Die Techniker von TSINFA helfen Ihnen gerne weiter – kontaktiere uns jetzt.