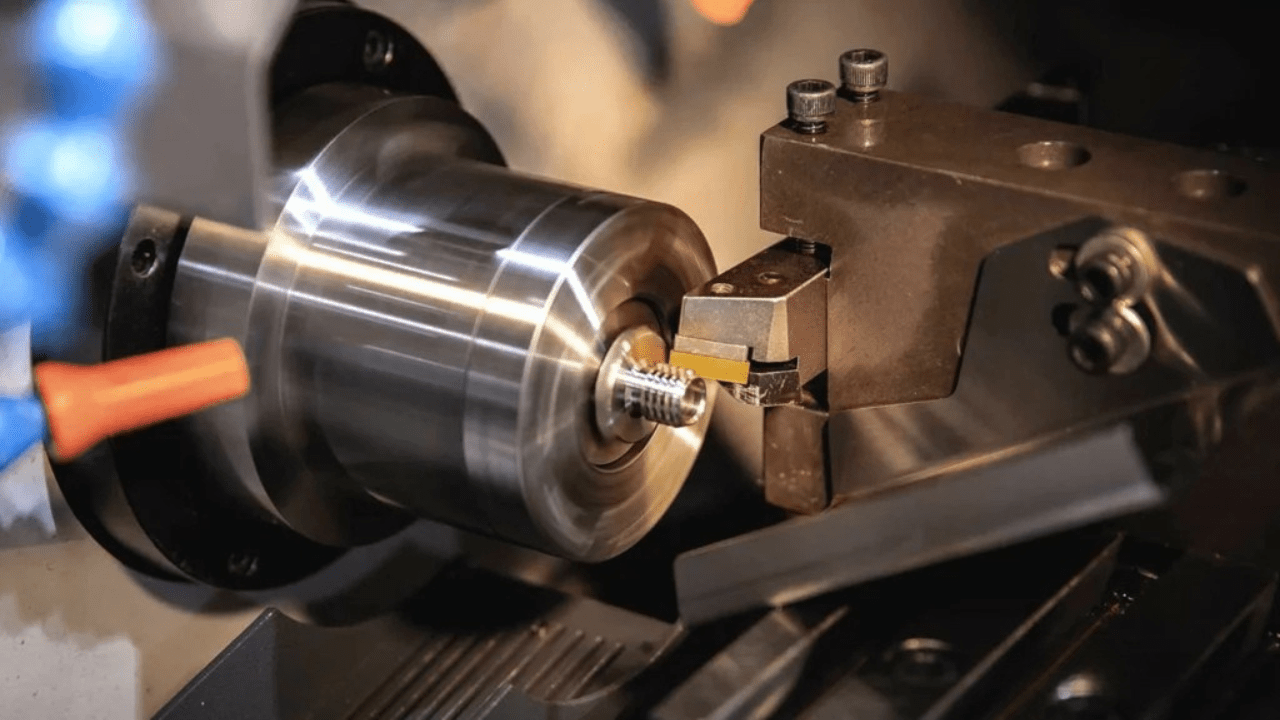
So schneiden Sie Linksgewinde auf einer CNC-Drehmaschine
Sie müssen Gewindeschneidzyklen verstehen, genaue Programmierung verwenden und mit einem geeigneten Werkzeug-Setup arbeiten, wenn Sie die Linksgewinde schneiden auf CNC-DrehmaschinenIm Gegensatz zu den maßgefertigten Rechtsgewinden schneiden Sie Linksgewinde in umgekehrter Reihenfolge, was einige Anpassungen erfordert. Mit dieser Anleitung lernen Sie, wie Sie Linksgewinde präzise herstellen.
Was sind Linksgewinde?
Linksgewinde sind Schraubengewinde, die sich beim Drehen gegen den Uhrzeigersinn festziehen, also entgegengesetzt zu den üblichen Rechtsgewinden. Sie sind nützlich bei Anwendungen, bei denen sich das Rechtsgewinde bei normaler Drehung lösen könnte, wie z. B. bei Gasarmaturen, Fahrradpedalen und rotierenden Maschinen.
Diese Gewinde sind an der Bezeichnung „LH“ zu erkennen und erfordern bei der Bearbeitung auf CNC-Drehmaschinen spezielle Programmierung und Werkzeuge. Auch Linksgewinde lassen sich mit ähnlichen Gewindewerkzeugen wie Rechtsgewinde schneiden. Allerdings müssen Spindeldrehung und Vorschubrichtung angepasst werden. Das Verständnis des Bearbeitungsprozesses und seines Zwecks ist wichtig, um zuverlässige und sichere Gewindebauteile in verschiedenen Branchen herzustellen.
Einrichten der CNC-Drehmaschine für Linksgewinde
Auswahl der richtigen Schneidwerkzeuge
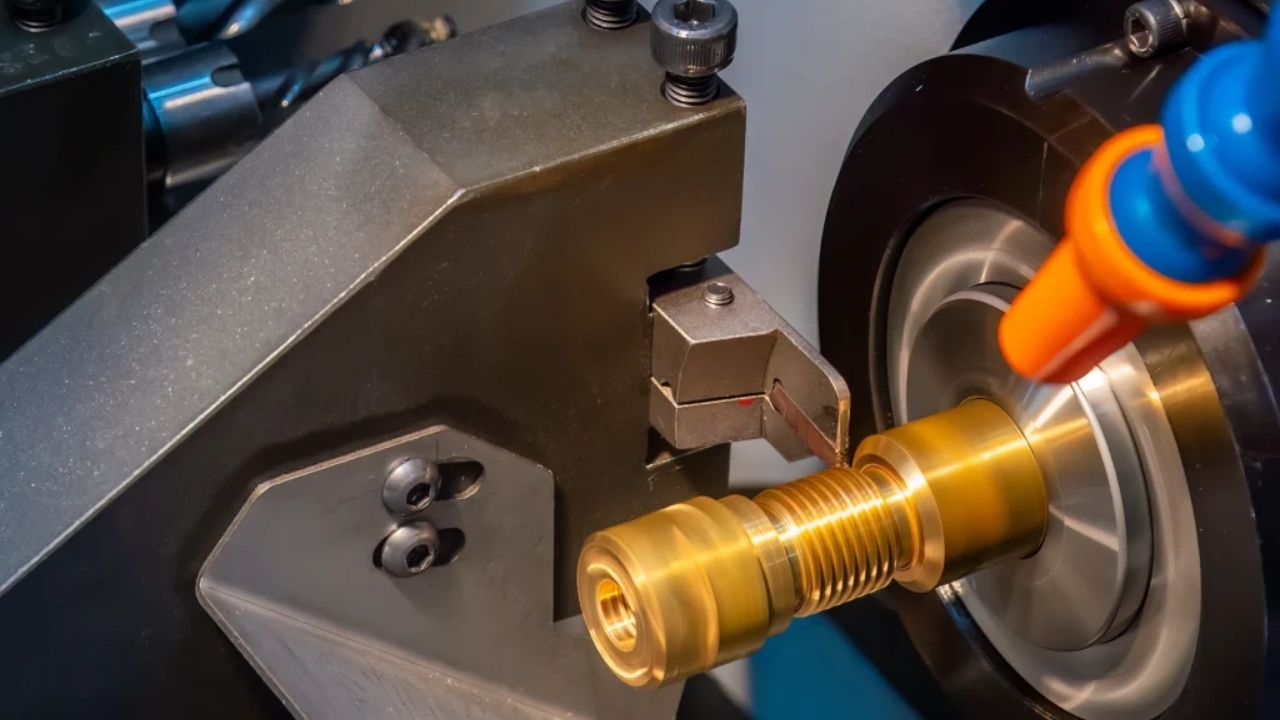
Beim Drehen von Linksgewinden ist die Wahl des richtigen Schneidwerkzeugs entscheidend. Hartmetalleinsätze sind aufgrund ihrer hohen Hitzebeständigkeit, insbesondere bei härteren Materialien, eine bessere Wahl.
Schnellarbeitsstahl HSS-Werkzeuge eignen sich besser für weichere Materialien, sind jedoch weniger langlebig. Achten Sie beim Einsatz Ihres Einsatzes darauf, dass er das richtige Gewindeprofil aufweist und linksdrehend schneiden kann. Durch die Verwendung eines Werkzeugs mit der richtigen Geometrie reduzieren Sie den Werkzeugverschleiß. Dies trägt auch zur Herstellung sauberer und präziser Gewinde bei.
Auswahl des Werkstückmaterials
Die verwendeten Vorschub- oder Schnittgeschwindigkeiten hängen vom zu bearbeitenden Material ab. Stahl, ein hartes Material, erfordert beispielsweise geringere Geschwindigkeiten und Hartmetallwerkzeuge. Aluminium, ein weiches Material, hingegen erfordert eine höhere Geschwindigkeit. Allerdings müssen Sie für dieses Material scharfe Werkzeuge verwenden, um Aufbauschneidenbildung zu vermeiden. Für Messing eignen sich HSS- oder Hartmetallwerkzeuge idealerweise für effizientes Gewindeschneiden. Außerdem müssen Sie die Parameter an die Materialeigenschaften anpassen.
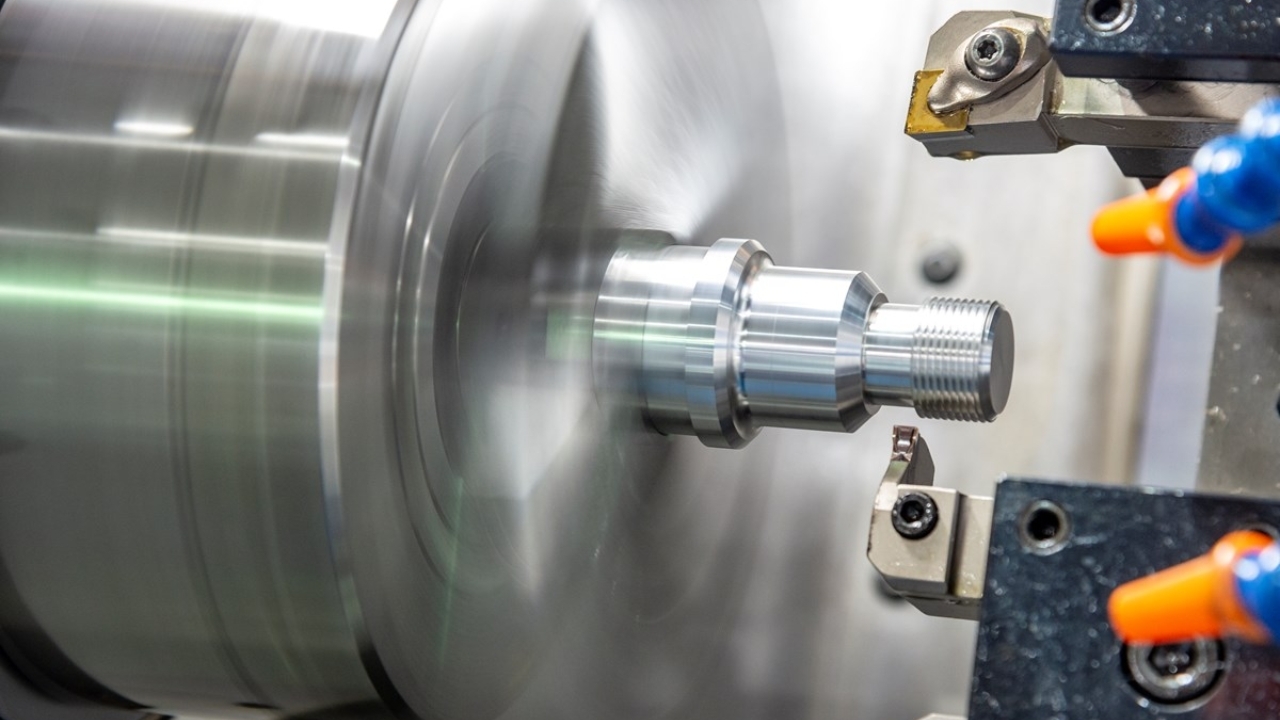
Maschinensteifigkeit und perfekte Werkstückspannung
Mit der richtigen Werkstückspannung können Sie übermäßige Vibrationen vermeiden. Übermäßige Vibrationen können die Gewindequalität beeinträchtigen. Verwenden Sie daher ein Spannzangensystem, um Ihr Werkstück optimal zu fixieren. Außerdem müssen die Schlitten der Maschine und die Werkzeuge stabil sein, um präzise Gewindeprofile zu erzielen. Mit einer stabilen Aufspannung erzielen Sie hochwertige Linksgewinde.
So programmieren Sie Linksgewinde im G-Code

Beim Schneiden von Linksgewinden sind bestimmte Programmieranpassungen erforderlich. Dies ist entscheidend für präzise Ergebnisse. Linksgewinde bewegen sich immer in Richtung Spannfutter. Daher sind entsprechende Anpassungen der Vorschubrichtung, der Werkzeugbewegung und der Spindeldrehung erforderlich. In dieser Anleitung erläutern wir die grundlegenden G-Code-Befehle und die richtigen Anpassungen für das Linksgewindeschneiden.
G-Code-Befehle zum Gewindeschneiden
Wenn Sie Gewinde schneiden mit G-Codemüssen Sie die wichtigen zu verwendenden Befehle kennen. G76, G92 und G32 sind die am häufigsten verwendeten Befehle.
- G76 – Dies ist ein mehrstufiger Gewindeschneidzyklus, der Ihnen eine genaue Kontrolle über Tiefe und Steigung ermöglicht.
- G92 – Mit diesem Befehl wird jeder Durchgang manuell programmiert.
- G32 – Es führt benutzerdefinierte Gewindebewegungen aus.
Erforderliche Änderungen für Linksgewinde
- Rückwärtsspindeldrehung: Wenn Sie Ihre Spindel gegen den Uhrzeigersinn laufen lassen müssen, verwenden Sie M04 statt M03
- Ändern Sie die Richtung der Werkzeugbewegung: Um dies zu erreichen, bewegen Sie Ihr Werkzeug von links nach rechts.
- Werkzeugpositionierung festlegen: Sie müssen Ihr Werkzeug so einrichten, dass es das Gewinde aus Sicherheitsgründen in die entgegengesetzte Richtung schneidet.
Das Programmieren und Schneiden von Linksgewinden auf einer Drehbank gelingt, wenn Sie die oben genannten Änderungen vornehmen.
Beispiel-G-Code für Linksgewinde

Schrittweise Aufschlüsselung eines Beispielprogramms
Die Programmierung eines Linksgewindes auf einer CNC-Drehmaschine erfordert die Anpassung der Spindeldrehung, der Vorschubrichtung und der Gewindeschneidzyklusparameter. Das Werkzeug muss sich von links nach rechts bewegen und in Richtung des Spannfutters schneiden. Das Programm beginnt mit der Einstellung der Einheiten, der Spindeldrehung und der Positionierung des Werkzeugs. Anschließend führen Sie den Gewindeschneidzyklus mit einem Mehrfachdurchgangsbefehl aus und gewährleisten so präzise Tiefe und Steigung. Abschließend endet das Programm mit dem Werkzeugrückzug und dem Spindelstopp.
Wichtige Parameter, die Sie kennen sollten
- Gewindetiefe: Dieser Parameter gibt die Tiefe des in das Material geschnittenen Gewindes an. Sie müssen die inkrementellen Tiefen für jeden Durchgang und den endgültigen Durchmesser des Gewindes angeben.
- Gewindesteigung: Die Gewindesteigung misst den Abstand zwischen den Gewindegängen. Mit einer feineren Steigung lassen sich engere Gewindegänge erzielen. Eine grobe Steigung ermöglicht jedoch ein schnelleres Eingreifen.
- Anzahl der Durchgänge: Durch mehrere Gewindedurchgänge wird das Material schrittweise abgetragen und gleichzeitig Werkzeugverschleiß vermieden. Die Schnitttiefe verringert sich bei jedem Durchgang bis zum Endmaß.
Tipps zur Fehlerbehebung bei Codeausführungsfehlern, die Sie kennen sollten
- Falsche Fadenrichtung: Sie sollten das Werkzeug in Richtung Spannfutter bewegen. Die Spindel sollte sich außerdem gegen den Uhrzeigersinn drehen.
- Unwuchtige Gewindeprofile: Wenn Sie einen extremen Druck auf das Werkzeug bemerken, reduzieren Sie die Vorschubgeschwindigkeit und nehmen Sie Anpassungen an der Schnitttiefe vor.
- Schlechte Oberflächenbeschaffenheit: Sie müssen Faktoren wie Schnittgeschwindigkeit, Maschinensteifigkeit und Werkzeugschärfe überprüfen.
Durch Beheben von Problemen und ordnungsgemäßes Einrichten des Programms ist es möglich, präzise Linksgewinde zu erzielen.
Was sind die besten Schneidestrategien und -praktiken?
Geeignete Schneidstrategien helfen dabei, Linksgewinde mit geringerer Maschinenbelastung und geringerem Werkzeugverschleiß zu erzeugen. Die Anwendung bewährter Verfahren gewährleistet eine bessere Gewindepassung, Oberflächengüte und Genauigkeit.
Auswahl der optimalen Gewindetiefe
Sie können die Gewindetiefe schrittweise erreichen, indem Sie viele Durchgänge durchführen, um die Schnittkraft zu reduzieren und Werkzeugbrüche zu vermeiden. Eine gute Strategie besteht darin, mit tieferen Schnitten zu beginnen und diese dann schrittweise zu verringern, bis die endgültige Größe erreicht ist. Die Anzahl der Durchgänge hängt von der Gewindesteigung, der Werkzeugsteifigkeit und dem Material ab.
Vermeidung von Rattern und Werkzeugablenkung
Werkzeugdurchbiegung führt zu schlechter Oberflächenqualität und ungenaueren Gewinden. Um dies zu vermeiden, benötigen Sie ein robustes Werkzeug mit reduziertem Überhang. Durch die Reduzierung der Schnitttiefe bei jedem Durchgang und die Beibehaltung des bestmöglichen Vorschubs können Sie Rattern vermeiden und Vibrationen kontrollieren.
Wärmekontrolle durch Kühlmittel
Übermäßige Hitze beim Gewindeschneiden kann zu schlechter Oberflächengüte und Werkzeugverschleiß führen. Die Verwendung eines geeigneten Kühlmittels (auf Wasser- oder Ölbasis für Aluminium bzw. Stahl) trägt zur Wärmeableitung und zum Abtransport von Spänen bei. Dies reduziert außerdem die Kantenbildung und sorgt für sauberere und bessere Gewindeprofile.
Überprüfen Sie die Gewindepassung mit Gewindelehren
Überprüfen Sie nach dem Schneiden die Gewindemaße mithilfe von Lehrdornen oder -ringen. So gewährleisten Sie präzise Funktion und besseren Sitz und vermeiden Montageprobleme. Optimieren Sie gegebenenfalls Ihre letzten Durchgänge, um die Genauigkeit zu gewährleisten.
Häufige Fehler, die Sie vermeiden sollten

Nichtumkehren der Spindeldrehung
Bei Linksgewinden ist die Spindeldrehung gegen den Uhrzeigersinn zwingend erforderlich. Wird dies vergessen, führt dies zu einer falschen Schnittrichtung, wodurch das Gewinde zerstört und das Werkzeug beschädigt wird.
Falsche Werkzeugpositionierung
Eine falsche Positionierung der Werkzeuge führt zu schlechten Oberflächen und ungleichmäßigen Gewinden. Achten Sie darauf, dass das Werkzeug in der richtigen Höhe sitzt und senkrecht zum Werkstück steht, um Genauigkeit zu gewährleisten.
Auswahl eines falschen Zustellwinkels
Ein falscher Zustellwinkel führt zu erhöhtem Rattern und Werkzeugverschleiß. Ein Zustellwinkel von 29 bis 30 Grad trägt zu einer gleichmäßigen Verteilung der Schnittkräfte bei und verbessert so die Gewindequalität und die Lebensdauer Ihres Werkzeugs.
Abschluss
Sie benötigen die richtigen Werkzeuge und eine perfekte Programmierung, um Linksgewinde auf einem DrehmaschineDarüber hinaus müssen Sie auf weitere Faktoren achten, darunter die Werkzeugpositionierung, die richtige Verwendung mehrerer Durchgänge und die Umkehrung der Spindeldrehung. Um die richtige Passform zu gewährleisten, sollten Sie Ihr Gewinde mit den richtigen Lehren überprüfen.
FAQ
Woran erkennt man ein Linksgewinde?
Linksgewinde sind leicht an der Markierung „LH“ zu erkennen. Linksgewinde werden außerdem gegen den Uhrzeigersinn befestigt. Linksgewinde eignen sich ideal für Anwendungen, bei denen sich Rechtsgewinde durch normale Drehung lösen können.
Wie berechnet man CNC-Gewindeschneiden?
Zur Berechnung der Gewindesteigung verwenden Sie die Formel 1 / TPI (Gewinde pro Zoll), während Sie die Vorschubgeschwindigkeit wie folgt berechnen: Vorschub = Steigung
Was ist der Gewindecode für CNC-Drehmaschinen?
Die für CNC-Drehmaschinen üblicherweise verwendeten Gewindeschneidcodes sind G92, G32 und G76. G92 ist ein einstufiges Gewindeschneidverfahren, G32 ein Code zur manuellen Gewindesteuerung. G76 ist der Code für einen mehrstufigen Gewindeschneidzyklus.