Îndoirea tablei – Ghidul suprem
Îndoirea tablei este metoda prin care se aplică o anumită forță unei foi de metal pentru a-și schimba forma (fie U, fie V). Prin presiunea aplicată, se deformează și este capabil să se îndoaie în diverse unghiuri și să formeze această formă unică. Acest lucru se poate face fie manual, fie cu o mașină. Are multe denumiri, cum ar fi presa de frânare, formare, flanșare etc.
Înainte de a investi în orice proces de îndoire a tablei, citiți acest ghid:
Motive pentru îndoirea tablei
- Precizie: Datorită mașinilor și mașinilor de tăiat cu laser folosite pentru a avea metalele îndoite, fără a uita cel mai bun software, îndoirile sunt întotdeauna precise.
- Proces mai rapid: Vă puteți aștepta ca îndoirea tablelor să fie făcută rapid. Deci se pot face multe într-un timp scurt, ceea ce înseamnă că nu există probleme de întârziere.
- Nu aveți nevoie de investiții în instrumente: Cu acest proces, nu aveți nevoie de un instrument unic. Acest lucru se datorează faptului că chiar și cele mai simple instrumente pot fi folosite pentru a obține îndoiri ideale. Deci, nu există restricții cu privire la instrumentele de utilizat.
- Nu necesită multe procese: Deoarece veți realiza piese de prelucrat dintr-un singur material folosind îmbinări, aceasta elimină erorile, punctele de defecțiune, timpul și complicațiile.
- Accesibil: Deoarece acest proces poate fi realizat cu ușurință, pot fi angajați lucrători fără prea multe abilități în îndoirea tablelor. Deci, poți să cheltuiești puțin.
Îndoirea tablei
Tehnici uzuale de îndoire a tablei
2. Tablă pliabilă
Plierea tablei este exact ca atunci când pliați avioane de hârtie. Cu această tehnică de îndoire, toate piesele de prelucrat sunt îndoite la un anumit unghi.
Cum funcționează această tehnică:
- Țineți și poziționați tabla cu ajutorul grinzii de prindere.
- Apoi lăsați unealta să balanseze piesa de prelucrat în jurul punctului său de pivotare.
- Pe măsură ce balansarea continuă, foaia de metal se pliază.
Pentru piesele care sunt foarte groase, trebuie să pliați în mod repetat pentru a obține pliul ideal. Acesta este motivul pentru care această tehnică este cea mai bună pentru foile metalice care sunt mai subțiri.
Folding table evoluează
Plierea vine cu metode unice care o fac ideală pentru diferite principii de fabricație:
- V matriță se îndoaie
- U moare curbe
- Formare
- Îndoiți libere folosind o clemă unilaterală
- Îndoire în trei puncte
- Îndoire rotundă liberă
Câteva avantaje ale tehnicii de pliere
- Veți adora simplitatea acestei tehnici și aplicarea ei
- Precizia acestei tehnici este foarte mare, în general
- Nu veți cheltui mult pe producție per piesă fabricată cu această tehnică.
- Ajungi să cheltuiești puțin pe unități de echipamente, mai ales ca investitor inițial
Unele limitări de notat sunt:
- Vă puteți aștepta să aveți niște urme pe suprafața pieselor dvs. de prelucrat.
- Nu există multe unghiuri de pliere pe care le puteți folosi.
- Piesele de prelucrat care sunt îndoite prin pliere au în cea mai mare parte un efect de retur.
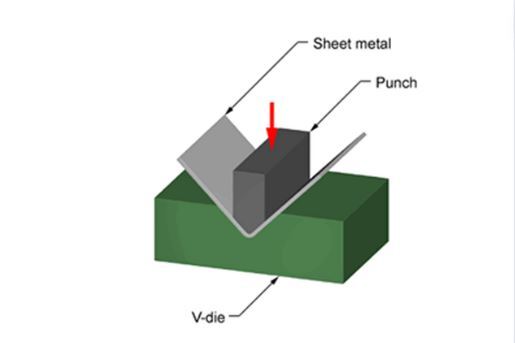
2. Tablă de îndoire în V
Dintre toate metodele de îndoire pentru table, îndoirea în V reprezintă mult mai mult. Rețineți următoarele în ceea ce privește principiile sale de funcționare:
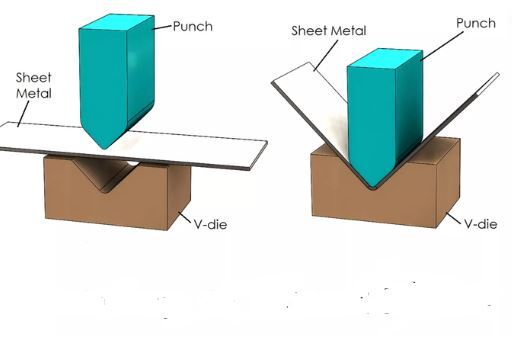
- Cu această tehnică, va trebui să utilizați un pumn și o matriță în formă de V. Acest lucru face posibil ca îndoirea tablei să se facă în diferite unghiuri pentru a satisface nevoile dumneavoastră de producție.
- Poansonul este cel care împinge piesa de prelucrat în setarea în formă de V din matriță. După aceasta, piesele de prelucrat sunt formate cu unghiuri unice de îndoire.
Unele avantaje ale acestei tehnici includ:
- Dându-ți șansa de a îndoi diverse produse de diferite dimensiuni
- Configurarea acestei tehnici nu va dura mult timp
- Nu va trebui să puneți multă forță pentru ca îndoirea să fie finalizată
- Nivelurile de precizie sunt ridicate cu această tehnică
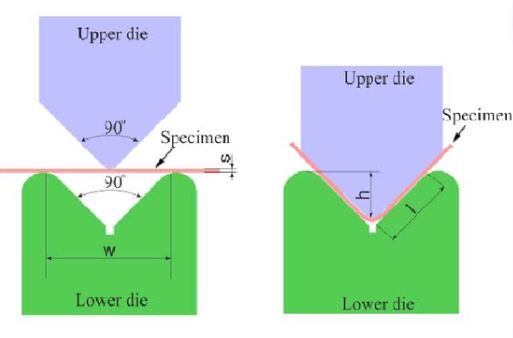
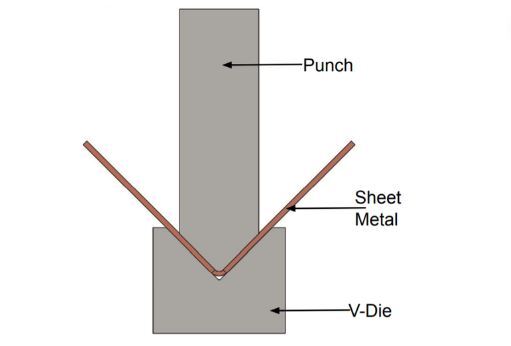
Principiul de îndoire pentru îndoirea tablei în V
Câteva dezavantaje de reținut:
- Va trebui să urmăriți cu atenție procesul pentru a vă asigura că îndoirea este perfect făcută.
- Nu este o metodă ușoară.
3. Tablă de fund
Această tehnică este aproape aceeași cu cea de îndoire cu aer. Utilizează metoda de îndoire a presei de frână. Câteva detalii despre principiul său de funcționare includ:
- Tabla de metal este pusă în instrumentul de perforare
- Suprafața tablei de metal este perforată
- Odată cu ștanțarea făcută, piesa de prelucrat este forțată în forma sa ideală
În această tehnică, piesa de prelucrat atinge pereții matriței pe măsură ce este îndoită.
Unele avantaje ale acestei tehnici includ:
- Precizia îndoirilor poate fi lucrată cu ușurință
- Această tehnică este ideală pentru forme cu orice unghi
- Costul de producție per parte este scăzut
- Când sunt îndoite în conformitate cu această tehnică, piesele de prelucrat nu prezintă cu greu efecte de retur
Tablă de fund
Unele dintre dezavantajele sale includ:
- Investiția sa inițială în scule este mare.
- Majoritatea formelor vor avea nevoie de unelte personalizate.
- Trebuie aplicată multă presiune asupra piesei de prelucrat pentru a obține precizie.
4. Coining Sheet Metal
Această tehnică și proces sunt foarte renumite pentru fabricarea monedelor. Dacă doriți ca piesa de prelucrat, foaia etc. să aibă o ștampilă, atunci această tehnică este ideală.
Principiul de lucru al monedei:
- Piesa de prelucrat (tabla) este forțată în matrițele inferioare cu presiune foarte mare
- Cu forța aplicată, piesa de prelucrat se deformează permanent în forma sa ideală
- Pe măsură ce se obține forma ideală, forma care este gravată pe suprafața inferioară a matriței se lipește de piesa de prelucrat
Monetar în tablă
Este necesar să alegeți instrumentul potrivit pentru a vă asigura că se obține cel mai bun rezultat.
Câteva beneficii ale monetării metalului din oțel:
- Nu va trebui niciodată să vă faceți griji cu privire la efectele de primăvară
- Orice precizie de îndoire poate funcționa cu această tehnică
- Cu această tehnică poți fi asigurat de precizie totală
- Este capabil să producă componente cu desene imprimate
Câteva dezavantaje de reținut și:
- Această tehnică necesită investiții inițiale destul de costisitoare
- Costurile de fabricație pe piesă pentru producție pot varia de la a fi rezonabile la costisitoare
- Este o tehnică de îndoire care necesită multă presiune
- Unelte personalizate vor fi necesare pentru un număr destul de mare de forme
- Suprafețele dvs. din tablă vor avea, de asemenea, câteva semne pe ele
5. Tablă de îndoire cu aer
Îndoirea aerului tablei funcționează prin forță. Cum? Forțează suprafața tablei în U, V sau orice formă. Asa se face:
- Perforați piesa de prelucrat cu o unealtă de lucru puternică
- Aceste instrumente pot diferi în ceea ce privește vârfurile și umerii matriței
- Uneltele ajută la darea piesei de prelucrat forma sa finală
Principalul punct aici este că tabla de metal nu atinge pereții matriței care sunt îndoiți
Iată câteva avantaje de luat în considerare:
- Nu sunt necesare investiții de pornire în instrument
- Are o metodă de îndoire de joasă presiune
- Funcționează ideal cu aproape orice metal, indiferent de grosimea acestuia
- Este puțin probabil să suferiți daune de suprafață cu această metodă
De asemenea, iată câteva limitări:
- Nu va funcționa perfect pentru forme cu unghiuri ascuțite și sunt mai mici în comparație cu 45°, deoarece curbele de precizie sunt scăzute
- Costurile de fabricație pe piesă pentru producție sunt mari
- Efectele de primăvară sunt foarte posibile
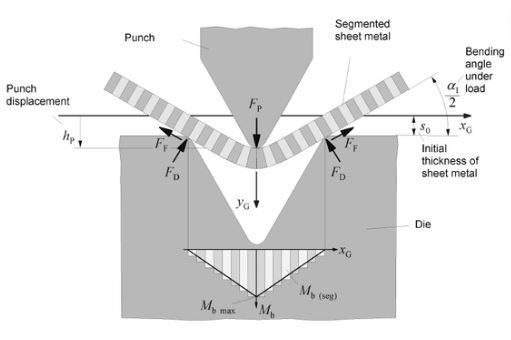
Model structural pentru îndoirea aerului tablă
6. Ștergeți tabla de îndoire
Denumită și îndoirea marginilor, este un avans al metodei de pliere. Principiul său de funcționare este următorul:
- Țineți foaia de metal între o matriță și un tampon.
- Apoi, glisați flanșa de ștergere sau perforați în jos. Aici, forța pe care o aplicați este cea care va îndoi foaia și îi va da forma unghiulară.
Acest proces nu funcționează pentru unghiuri de îndoire care depășesc 90°.
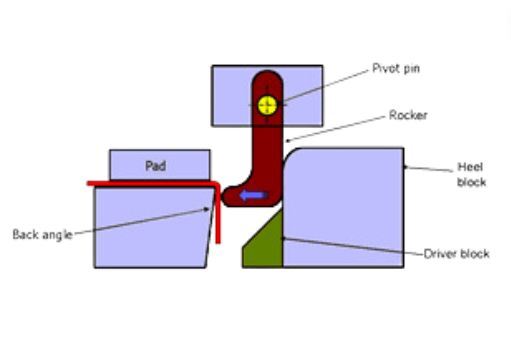
Șterge îndoire
Avantajele unice ale acestei metode:
- Nu există probleme de deteriorare a suprafeței.
- Forța aplicată este în mare parte distribuită în mod egal pe suprafața tablei de metal.
- Precizia este perfectă.
- Poate îndoi piesele de prelucrat de mai multe ori într-o singură trecere.
Mai jos sunt și câteva limitări:
- Pentru forme curbate, veți avea nevoie de unelte personalizate.
- Un anumit nivel de efect de retur poate fi experimentat cu foile metalice îndoite.
- Este foarte scump de trecut.
- Costurile de producție pot varia de la moderate la mari.
7. Roll Bending Tablă
Cu metoda de îndoire cu rolă, îndoirea foilor de metal în role, forme curbate, conuri și tuburi este ușoară. Utilizează seturi de role care îndoaie foile metalice în forma sau curbura ideală. Această metodă este perfectă dacă doriți să creați piese de prelucrat care nu sunt foarte groase.
Câteva avantaje de luat în considerare:
- Nu este scump
- Are un nivel ridicat de simplitate
- Vă va oferi rulouri și îndoiri precise
Câteva limitări:
- Nu poate funcționa cu foi foarte groase
- Se învârte în jurul pieselor de prelucrat care necesită doar rulare
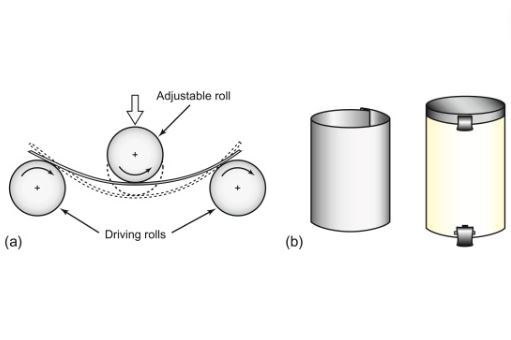
Îndoirea rolei tablei
8. Tablă de desen rotativ
Acest tip de îndoire este utilizat pentru a produce țevi care au o gamă largă de raze a liniei centrale. Mai jos este cum funcționează:
- Introduceți un dorn într-un tub.
- Apoi îndoiți-l cu dornul în el.
- Datorită dornului, tubul rămâne puternic pe măsură ce matrița rotativă o împinge în față și se rotește alături.
Câteva avantaje de luat în considerare:
- Este foarte versatil
- Suportă proiecte de țevi și tuburi care sunt complexe
- Efectul de retur arătat aici este în mare parte minor
- Poate produce în mod ideal materiale care au grosimi variate
- Poate îndoi foile metalice de mai multe ori într-o singură trecere la unghiuri diferite
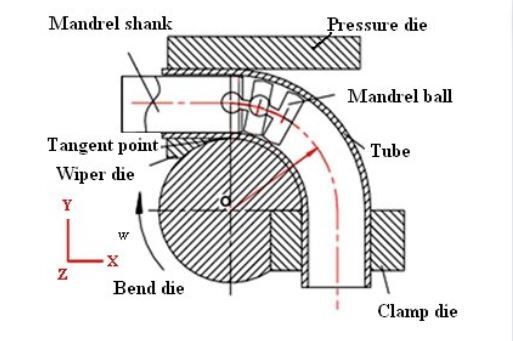
Principiul de îndoire a tragerii rotative
Iată și câteva limitări:
- Pentru unele forme vor fi necesare instrumente personalizate.
- Costă mulți bani în ceea ce privește investițiile de pornire.
- Este o metodă de îndoire care necesită presiune mare.
- Nu este deloc o metodă ușoară.
- Poate distruge suprafața foii de metal.
9. Îndoirea pasului tablei
Cu îndoirea în trepte sau în denivelare, raze mari de îndoire sunt luate și împărțite în multe coturi mai mici, astfel încât să se obțină o rază mai mare. Principiul său este simplu. Spațiile dintre aceste coturi sunt limitate de dimensiunea matriței de îndoire utilizată. Când materialul este gros, matrița de îndoire ar trebui să fie mare. Acest lucru ar trebui făcut pentru a crește precizia, chiar dacă uzura sculei este redusă.
Câteva avantaje de enumerat:
- Foarte versatil
- Se poate aștepta un efect minor de retur
Câteva dezavantaje de remarcat:
- Costurile de producție pot fi destul de mari
- Nu este o metodă ușoară
Limitări în formă de U, găuri în cot, finisaje etc.
Principiul de îndoire în trepte
Instrumente și echipamente pentru îndoirea tablei
· Mașină hidraulică CNC de pliere sau de îndoit metal
Mașină de presat hidraulică este ideal pentru îndoirea tablei. Vine cu sistem hidraulic. Acest sistem îi permite să îndoiască foi care sunt, de asemenea, foarte mari și groase. Alte detalii de notat includ:
- Această mașină vine cu un panou de control digital unde pot fi inițiate curbe unice.
- Este perfect dacă produceți piese din tablă care sunt mari.
· Masina de pliat manual
Aici, tablele sunt îndoite folosind această mașină. Dimensiunile sculelor variază în principal în funcție de grosimea foii. De asemenea, funcționează perfect pentru coturi care sunt simple. Mai jos sunt câteva detalii suplimentare:
- Este ușor de utilizat
- Mutarea este ușoară
- Este perfect pentru întreprinderile mici
· Foarfece
Acesta este un instrument care este folosit pentru a rupe tabla în bucăți. Ele pot fi, de asemenea, folosite pentru a face următoarele:
- Tăiați forme geometrice specifice din material înainte de îndoire.
- Ele vin atât sub formă electrică, cât și manuală.
· Căutători de unghi
Sunt folosite pentru a găsi unghiuri de tablă pentru a asigura legarea în mod corespunzător.
În afară de aceste instrumente și echipamente de îndoit table, este posibil să aveți nevoie de:
- Instrumente de găurit: Folosite pentru a găuri găuri în foile metalice. Ele pot fi sub forma oricărei șurubelnițe.
- Rigla de oțel: Servește ca unitate de măsură.
- Snips: Poate fi folosit pentru a tăia manual foile metalice cu mâna. Ele vin în două tipuri: de aviație și tăieturi drepte.
- Scriber: Folosit pentru a marca și a face linii specifice pe foile metalice înainte de îndoire.
- Dispozitiv de bavurare: Această unealtă este utilizată pentru a se asigura că toate punctele aspre din foile metalice din cauza găurilor sau tăieturilor sunt netede.
- Miză jumătate rotundă: Se folosește pentru presare, iar scopul său principal este de a avea îmbinările cusăturilor împinse.
- Divizor: Acesta este un instrument valoros folosit pentru a trasa linii sau profile curbe sau circulare.
- Cioc: Această unealtă este ca un ciocan. Este folosit pentru a exercita o oarecare forță atunci când se face dending.
- Mijloc conic: Folosit pentru a adăuga finisaje lucrărilor conice efectuate.
Factori de luat în considerare la îndoirea tablei
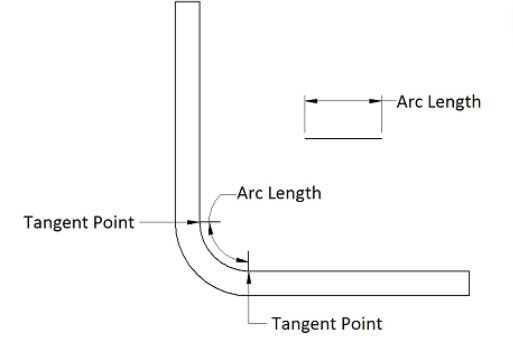
Lungimea curbei
Setările instrumentului pe care îl utilizați sunt cele care vor influența lungimea îndoirii dvs. Acest lucru trebuie luat în considerare pentru a vă asigura că măsurătorile sunt corecte și că finisarea produsului va fi precisă, așa cum este necesar.
Raza de curbare
În general, îndoirea tablei extinde partea exterioară a piesei de prelucrat. Dacă nu doriți să treceți prin complicații atunci când îndoiți tabla, asigurați-vă că grosimea piesei de prelucrat este egală cu raza de îndoire.
Tonaj
Presa frana cu cel mai mare tonaj pe care o poate lua se va baza pe diferiți factori, cum ar fi caracteristicile îndoirii și proprietățile materialului.
Linie de îndoire în tablă
Liniile de îndoire determină unde vor trebui făcute îndoiri pe piesele de prelucrat. Liniile de îndoire sunt foarte importante pentru a se stabili geometria corectă de îndoire. De asemenea, vă ajută să decideți lungimea ideală. Deci, ar trebui să luați în considerare aceste lime foarte mult pentru a păstra acuratețea intactă.
Distanța dintre curbe
Caracteristicile sculelor pe care le utilizați vor arăta nivelul de apropiere al îndoirii dvs. atunci când este finalizată îndoirea. Luați în considerare crearea distanțelor potrivite între coturi pentru a face uneltele să funcționeze la perfecțiune și pentru a face munca lină.
Distanța la marginea găurii
Îndoirea va duce cu siguranță la întinderea piesei de prelucrat. Acest lucru duce la împărțirea uniformă a stresului intern. Acesta este motivul pentru care găurile făcute la marginea foilor de metal nu ar trebui să fie aproape de linia de îndoire. Ar trebui să existe o oarecare distanță. Dacă acest lucru nu se face, găurile provoacă distorsiuni.
Îndoirea spatelui cu arc
Când o parte a piesei de prelucrat care a fost îndoită revine, acesta este efectul de retur. Da. Cu acest efect, foaia de metal revine la modul în care era înainte de a fi îndoită. Acest lucru poate fi de așteptat. Cu toate acestea, folosirea mașinii potrivite ajută foarte mult. Legătura dintre unghiurile de îndoire inițial și final este ceea ce reprezintă formula elastică înapoi. Formula de retur este Sf = unghi de îndoire/unghi de îndoire.
Auzi Zona afectată
Acest lucru se întâmplă din cauza metodelor termice de tăiere cu laser sau cu plasmă. De asemenea, are de-a face cu coturi care nu sunt nici măcar acolo unde există margini și găuri.
Permisul de îndoire și factorul K
Factorul K este reprezentat de grosimea piesei de prelucrat și de spațiul de îndoire de la linia de îndoire până la rază. Factorul K al piesei metalice este influențat de setările instrumentului și de compoziția materialului. Deci, factorul k = grosimea materialului: axa neutră sau factorul K = δ/T.
Toleranță la îndoire
Toleranța la îndoire este determinată în mare parte de tipul de mașină pe care îl utilizați pentru îndoirea tablei. Alegeți unghiurile de îndoire să fie la ± 1° cu lungimea de îndoire la ± 0,010 (totul în limitele toleranței standard).
Deducere de îndoire
Lungimea totală a piesei de prelucrat după îndoire este în mare parte mai mare decât modelul plat real. Pentru ca tu să cunoști acest model plat, scoți lungimea metalului de oțel, numită deducere de îndoire, din lungimea completă a tablei.
Grosimea tablei
Grosimea piesei de prelucrat trebuie să fie direct proporțională cu raza de îndoire. Dacă nu se face acest lucru, nu veți avea nivelul de precizie așteptat.
Toleranţă
Pe măsură ce are loc procesul de îndoire, pot fi observate diferențe cu componentele piesei de prelucrat. Aceasta se poate baza pe grosimea foii și tipul de material.
Alegerea materialului
Există materiale care pot fi îndoite cu ușurință și cele care sunt puțin mai dificile. Deci, în funcție de nișa de producție specifică, trebuie să fiți sigur de materialul specific pe care îl utilizați. Puteți alege dintre aluminiu titan, oțel, cupru etc.
Materiale din tablă potrivite pentru procesul de îndoire
Aluminiu
Acest material are un preț rezonabil și o greutate redusă. Este foarte ușor de îndoit și de fabricat. Aluminiul rezistă foarte mult la coroziune și are un raport rezistență-greutate ridicat.
Cupru
Datorită cât de moale este cuprul, este ușor de format și îndoit. De asemenea, este reciclabil și antimicrobian, ceea ce îl face sigur de utilizat.
Alamă
Acest aliaj este o combinație de cupru și zinc. Acest material este renumit în tablă datorită cât de elegant este. Este foarte ușor de fabricat. Alama are frecare scăzută, rezistă la coroziune și are o prelucrabilitate ridicată.
Bronz
Denumit și bronz comercial, zincul este folosit ca caracteristică sau element de aliere real. Alama are abilități mari de formare, nu necesită recoacere etc.
Oţel inoxidabil
Acest tip de oțel prinde viață atunci când carbonul și fierul sunt combinate cu nichel și crom adăugate. Cromul din oțel inoxidabil asigură prevenirea degradarii. De asemenea, cu acest tip de material, îndoirea presei de frână este cea mai bună.
Oţel
Acest material este realizat din carbon și fier combinat. Oțelul este foarte durabil, puternic și economic.
Titan
Titanul este foarte puternic și rezistă la coroziune. Acest lucru îl face perfect pentru îndoire.
Otel carbon
Oțelul carbon este sigur de utilizat și reciclabil. De asemenea, este versatil și durabil.
Sfaturi de proiectare la îndoirea tablei
Iată câteva sfaturi unice de design care vor face îndoirea tablei interesantă:
- Cunoașteți lungimea corectă a flanșei. Trebuie să vă asigurați că designul flanșei este corect. Dacă este prea scurt, nu veți avea rezultatul dorit cu procesul de îndoire.
- Laturile teșite. Asigurați-vă întotdeauna că toți chemfers lasă mult spațiu pentru a vă asigura că sunt realizate curbele potrivite. În caz contrar, nu vă vor plăcea rezultatele finale ale îndoirii.
- Distanța găurii față de coturi. Faceți tot posibilul să aveți găuri puțin departe de coturi. Acest lucru va preveni deformarea.
- Încercați să păstrați găuri dreptunghiulare pe toate părțile piesei de prelucrat. Acest lucru va preveni orice confuzie. De asemenea, luați în considerare să faceți toate laturile simetrice dacă puteți.
- Piulițe nitibileÎntotdeauna introduceți piulițele de râu înainte de procesul de îndoire. Alegerea de a îndoi înainte de a introduce piulițele de râu în găuri este greșită. Găurile pot fi distruse după îndoire. De asemenea, asigurați-vă că aceste piulițe nu stau în calea uneltelor de îndoire.
- Flanșe mici pe părțile mari. Va ajuta dacă folosiți flanșe mari pentru piese mari. Acest lucru simplifică întregul proces.
- Crearea curbelor succesive. Este important pentru tine să fii sigur dacă este necesar sau posibil să ai curbe mai aproape una de alta.
- Menținerea curbelor pe aceeași linie. Cel mai bine este să păstrați curbele pe aceeași linie. Acest lucru este chiar mai bine atunci când aveți mai multe flanșe pe o singură piesă de prelucrat.
- Este nevoie de scutire de îndoire. Cel mai bine este să creați decupaje pe părțile laterale ale piesei de prelucrat. Aceste decupaje servesc drept relief pentru pat. De asemenea, adăugarea unor raze minute acestor reliefuri ajută foarte mult.
- Este nevoie de scutire de îndoire. Cel mai bine este să creați decupaje pe părțile laterale ale piesei de prelucrat. Aceste decupaje servesc ca reliefuri de pat. De asemenea, adăugarea unor raze minute acestor reliefuri ajută foarte mult.
- Un model plat trebuie verificat în mod regulat. Treceți întotdeauna de la vizualizarea CAD la modelul plat pentru a fi monitorizat.
- Păstrați raza de curbură simplă. Acest lucru se poate realiza atunci când grosimea materialului este egală cu raza interioară. Acest lucru va asigura că nu vor apărea probleme viitoare.
- Direcția curbei. Nu proiectați coturi în direcții care sunt aceleași ca atunci când piesa de prelucrat se rula. Acest lucru previne fracturile.
- Asigurați-vă că lăsați o rază interioară pentru ca marginea pieselor de prelucrat să fie puternică. Aici intervine tivul. Chiar și cu tivul, asigurați-vă că rămâne o rază mică în interior.
Proces de îndoire a tablei pas cu pas
Pasul 1 - Calculați parametrii designului
Trebuie să începeți prin a calcula parametrii designului. Acestea vor include forța necesară, linia de îndoire și ordinea de îndoire.
Pasul 2 - Decideți matrița de utilizat
Decideți asupra unei matrițe pentru crearea curbei. Amintiți-vă, există multe matrițe care pot efectua procesul de îndoire a tablei.
Pasul 3 – Apăsați Configurare frână
Cu calculele făcute, introduceți rezultatele în dispozitivul CNC. Acesta este modul în care poate fi configurată presa de frână. Când aceste detalii sunt introduse în mașină, mașina ajunge să cunoască cantitatea potrivită de forță pe care o necesită metalul pentru a crea curba ideală. De asemenea, mașina este capabilă să cunoască ordinea corectă de îndoire pentru a fi finalizată. Asigurați-vă că matrița și unealta potrivite sunt conectate la presa de frână înainte de a începe îndoirea.
Pasul 4 – Alinierea părților
Aliniați piesa de prelucrat între matriță și unealtă. Când porniți mașina să lucreze, aceasta se va asigura că piesa de prelucrat este îndoită la linia de îndoire.
Pasul 5 – Porniți presa de frână
Porniți presa de frână pentru a-și începe lucrul. Când se face acest lucru, cifrele introduse în mașina CNC vor furniza forța necesară pentru ca presa de frână să îndoaie piesa de prelucrat.
Pasul 6 – Treceți la următorul proces de producție
Imediat după ce metalul este îndoit, îl puteți îndepărta și îl puteți pregăti pentru următorul pas de producție.
Aplicații ale curberii tablei
| Îndoirea tablelor în diverse industrii | Exemple de piese/componente |
| Electrocasnice | Mașini de spălat, frigidere, aparate de aer condiționat etc. |
| Industria automobilelor | Corpuri de camion, uși, rame, arcuri, console etc. |
| Industrie aerospatiala | Aripi de avion, piele de avion, fuselaj, motoare cu reacție, tren de aterizare etc. |
| Industrie de contructie | Garnitură de faianță, compartimentari, acoperisuri, panouri, acoperisuri, arcuri etc. |
| Industria militară | Tancuri, vehicule blindate, alte vehicule militare etc. |
| Industria Sănătății | Folosit pentru dispozitive chirurgicale precum bisturii, cleme, pense etc. |
| Industria prelucrătoare | Pentru rezervoare de depozitare, dulapuri, tevi, mobilier metalic, piese de constructii, tevi etc. |
| Industria alimentară | În cuptoare, transportoare, mixere, unelte de coacere etc. |
| Industria petrolului și gazelor | În cilindri, bidoane, containere, țevi de evacuare etc. |
| Industria chimica | Recipiente de depozitare, conserve etc. |
| Industria decorațiunii. | Vază, ornamente, traverse etc. |
Concluzie
Tipurile, metodele, tehnicile și beneficiile de îndoire a tablei de metal continuă să crească. Cu această creștere și progrese tehnologice, trebuie să fiți informat pentru a cunoaște tipurile specifice de metode de îndoire care vă vor funcționa. Acest articol a oferit informații aprofundate pe care vă puteți baza.
Mai multe resurse:
Presă frână pentru îndoirea tablă – Sursa: TSINFA
Îndoirea tablei – Sursa: XOMETRY
Cum să îndoiți tabla – Sursa: WIKIHOW