Cum să programați un strung CNC - Un ghid complet
Programarea strungului CNC vă va permite să efectuați operațiuni de tăiere, cioplire și găurire cu precizie.
De fapt, programarea strungurilor CNC necesită experiență și expertiză. Acest lucru se datorează faptului că trebuie să fii familiarizat cu mașină de operare CNC si codurile.
În acest ghid, vom explora o abordare detaliată și practică a procesului de programare a mașinii de strung CNC.
Aruncă o privire:

Înțelegerea programării strungului CNC
Programarea strungului CNC este scrierea de cod, care ține mașina informată cu privire la modul de a face tăieturi, strunjiri, precum și forme pe piesa dvs. de prelucrat. Pentru aceasta, coduri Gși coduri M sunt folosite pentru a descrie mișcarea, viteza și funcționalitatea de schimbare a sculei utilizate pe mașină.
În mod ideal, toate acestea se încadrează într-un subiect larg numit, control numeric.
Pregătirea pentru programarea strungului CNC
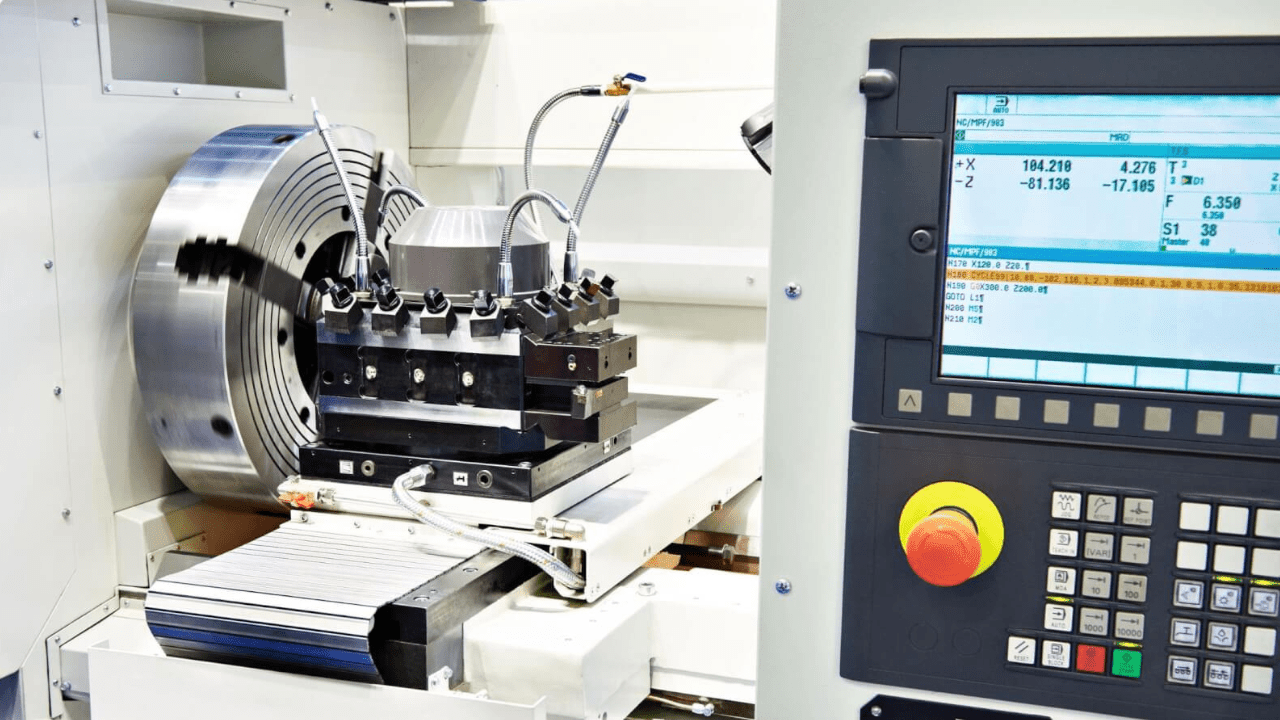
1. Selectarea mașinii de strung CNC potrivite
Este pentru dvs Prelucrare CNC nevoi pe care ar trebui să le selectați corect Strung CNC. Există diferite tipuri de strunguri CNC, cum ar fi CNC orizontal,CNC vertical, și Tipuri CNC elvețiene, oferind diverse avantaje. Un strung de tip elvețian este perfect pentru a obține precizie pentru piesele mici și complexe.
Pe de altă parte, strungurile orizontale susțin și stabilizează mai bine componentele mai mari. Alegerea dvs. ar depinde, de asemenea, de diferite aspecte, cum ar fi puterea axului, capacitatea sculei și funcțiile automate. Astfel, îndeplinirea cerințelor de producție vă asigură că evitați ineficiența și erorile costisitoare cu mașina dvs.
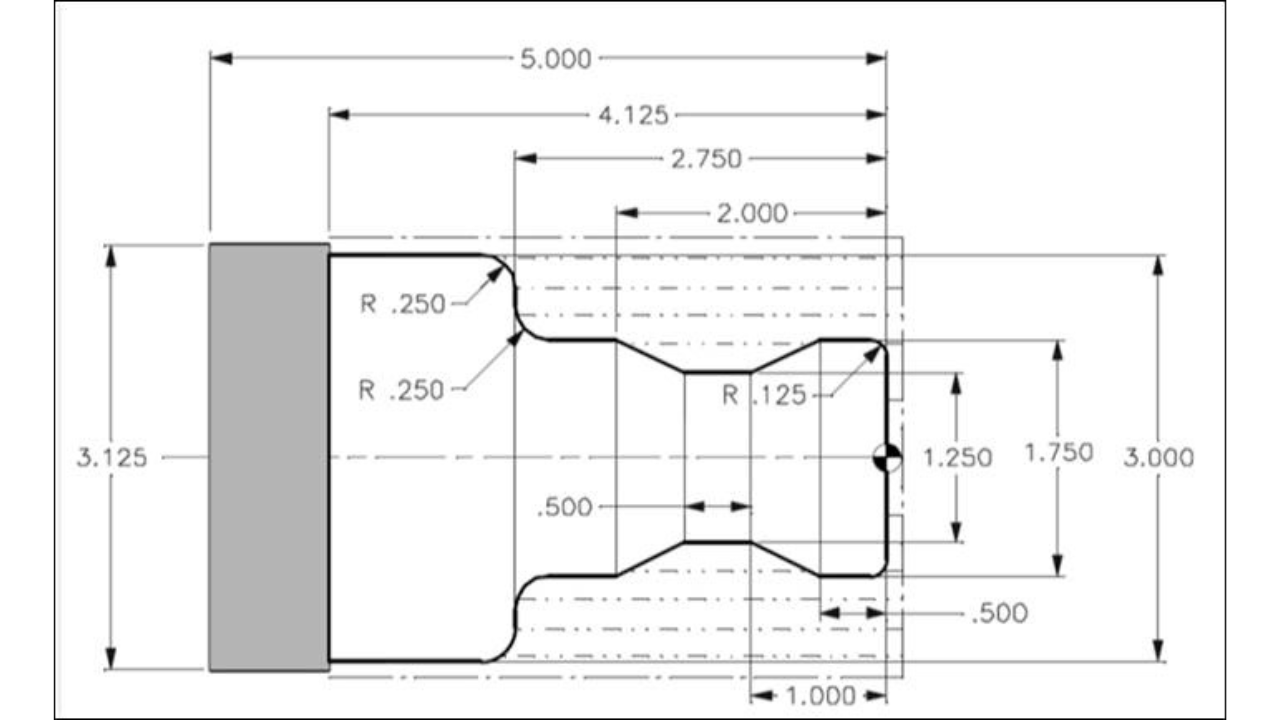
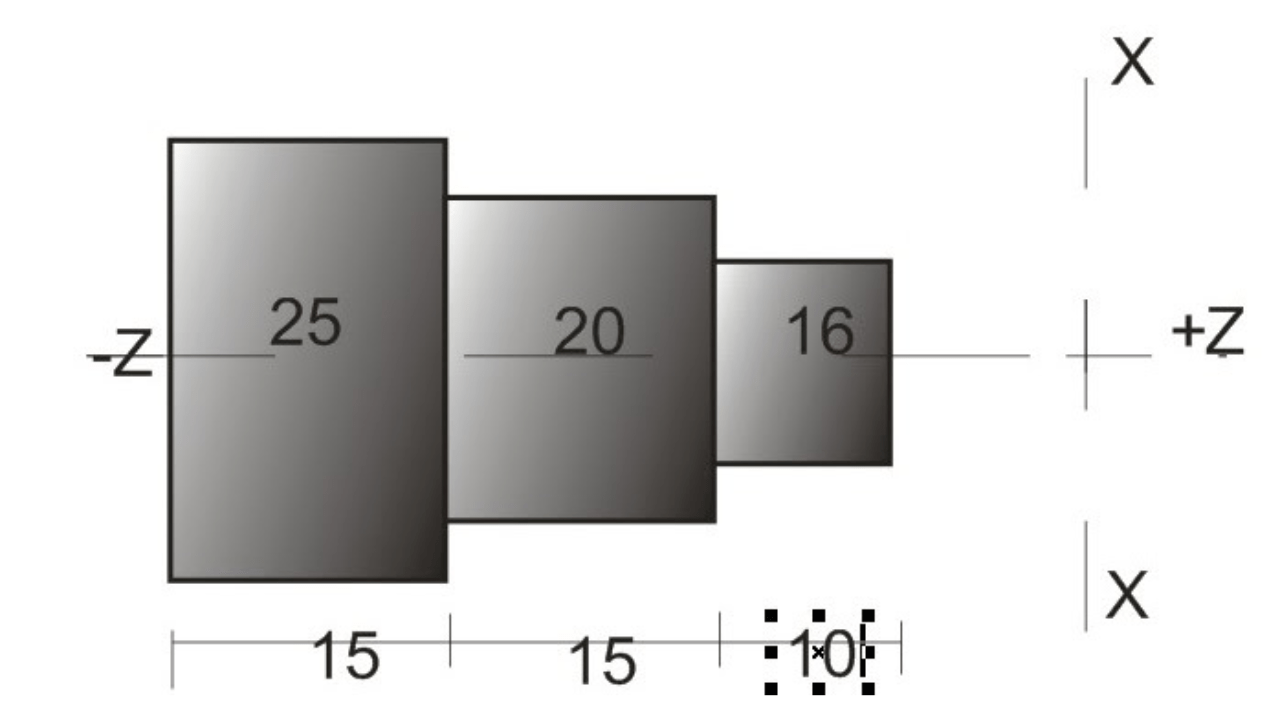
2. Cunoașteți specificațiile piesei de prelucrat
Programarea oricărui strung CNC necesită anumite preliminarii, inclusiv cunoștințe privind materialele, precum și dimensiunile, în special pe piesa de prelucrat. Ar trebui să rețineți, de exemplu, că parametrii de tăiere diferă între metale precum aluminiul, oțelul și titanul în comparație cu polimerii sau compozitele.
Mai mult, fiecare dintre materialele date reacționează diferit atât la căldură, cât și la presiune, afectând astfel viteza de avans și chiar selecția sculei. Nerespectarea acestor aspecte duce la tăieturi greșite, prea multă risipă sau distrugerea sculelor.
3. Selectarea instrumentelor potrivite pentru tăiere
În ceea ce privește precizia, durata de viață a sculei și eficiența, cel mai important factor pentru alegerea unei scule de tăiere este alegerea sculei de tăiere. Selectați suportul de scule și insertul care sunt adecvate pentru materialul piesei de prelucrat și tipul de proces de prelucrare implicat.
Plăcuțele din carbură sunt mai potrivite pentru tăierea de mare viteză, iar uneltele din oțel de mare viteză vor funcționa mai bine la viteze de tăiere mai mici, deoarece sunt în general mai flexibile.
Geometria sculei, în special, unghiurile de așchiere și spargetorul de așchii joacă, de asemenea, un rol în finisarea suprafeței și evacuarea așchiilor. Astfel, utilizarea sculelor corecte reduce uzura, reduce timpul de nefuncționare și contribuie la performanța generală în prelucrare.
4. Metode de fixare și fixare
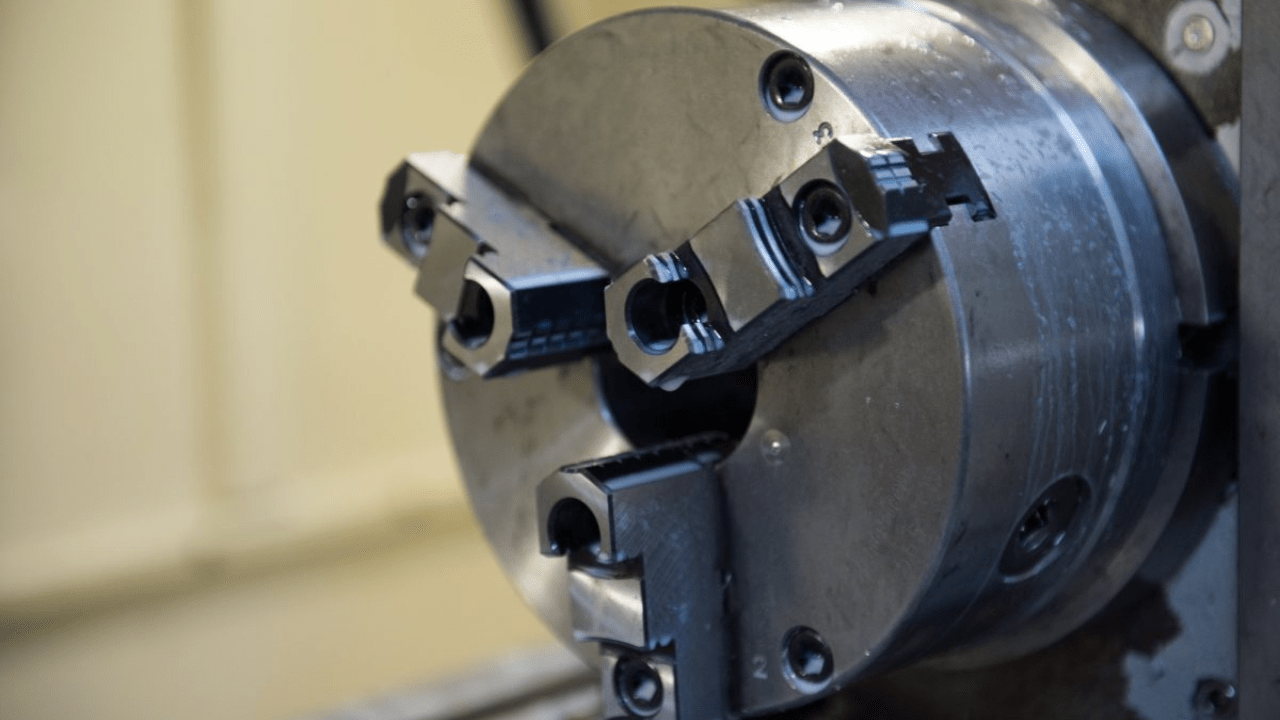
Modul în care fixați piesa de prelucrat ar trebui să prevină mișcarea în timpul prelucrării și astfel să promoveze precizia. Suportul de lucru include, printre altele, mandrinele, clemele și plăcile frontale, care funcționează cel mai bine cu diferite piese.
Mandrina cu trei fălci este potrivită pentru ținerea generală a pieselor rotunde, în timp ce mandrina oferă o precizie mai mare pentru piesele mai mici. Pe de altă parte, plăcile frontale vor asigura piesele de prelucrat de formă ciudată.
Prin urmare, o bună fixare a lucrării scade vibrațiile, menține piesa de prelucrat stabilă și previne dezalinierea în timpul prelucrării. Dacă piesa de prelucrat nu este fixată corespunzător, se va produce inexactitate sau deteriorarea mașinii.
Configurarea strungului CNC
· Pornirea și inițializarea mașinii
Primul pas către programare și tăiere pe un strung CNC este pornirea mașinii. La pornirea mașinii, sistemul de control trece printr-o autodiagnosticare pentru a verifica dacă totul funcționează corect.
De exemplu, procesul de orientare este cel care mută mașina într-o poziție de referință, resetând axa și pregătindu-se pentru o mișcare precisă. Omiterea acestui proces poate duce la alinierea greșită sau poziționarea eronată a instrumentului. Cu panoul de control, puteți verifica apoi setările sistemului, decalajele sculelor și parametrii axului înainte de a începe operația de prelucrare.
· Încărcarea piesei de prelucrat și fixarea corectă a acesteia
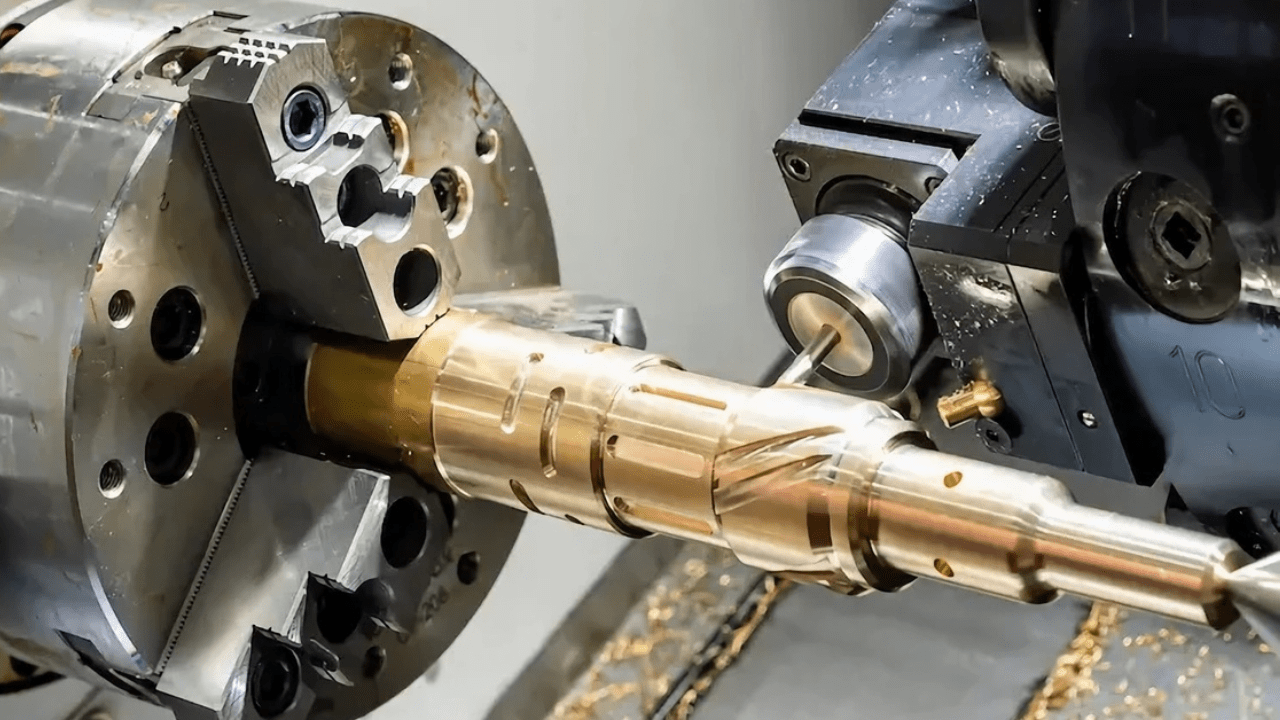
Pentru prelucrarea de precizie este necesară o bună poziționare a piesei de prelucrat. În funcție de forma, dimensiunea și tipul de material al piesei de prelucrat, este selectată o metodă de fixare a lucrării.
De exemplu, veți folosi o mandră cu trei fălci pentru a prelucra piesele rotunde, dar aveți nevoie de o mandrina cu patru fălci pentru a asigura formele neregulate pentru a permite o aliniere mai precisă. Pentru piesele mici, totuși, o mandră de prindere le prinde corespunzător, fără a aplica atât de multă presiune. Astfel, o aliniere bună previne vibrațiile, care sunt esențiale pentru a asigura o tăiere lină și precisă.
În plus, forțele de strângere trebuie echilibrate pentru a preveni deformarea piesei de prelucrat. Prinderea excesivă poate duce la strivirea piesei de prelucrat, în timp ce o strângere insuficientă poate permite piesei de prelucrat să alunece.
Prin urmare, ar trebui să testați strungul rotind manual axul pentru a vedea dacă piesa de prelucrat ține ferm. Dacă se observă orice mișcare sau clătinare în piesa de prelucrat, trebuie efectuată reglarea pentru a evita erorile de prelucrare. Astfel, prindere adecvată înseamnă mai puține șanse de rupere a sculei și o mai mare precizie dimensională în timpul procesului.
· Selectarea sculei și Configurarea decalajului sculei
Alegerea instrumentului potrivit pentru lucru determină eficiența tăierii și finisarea suprafeței. Există diverse unelte care efectuează diferite operații, cum ar fi degroșare, găurire, finisare și filetare.
Plăcuțele din carbură, de exemplu, sunt foarte durabile și, prin urmare, potrivite pentru tăierea de mare viteză a metalelor, iar oțelurile de mare viteză sunt mai flexibile pentru materialele mai moi.
Pe de altă parte, suporturile de scule sunt necesare pentru stabilitatea și reducerea la minimum a deformarii. Astfel, o configurație rigidă a sculei permite foarte puțină vibrație, sporind durata de viață a sculei și permițând rezultate reproductibile.
În plus, decalajele sculelor sunt utilizate pentru tăierea de precizie. Fiecare sculă are un decalaj separat utilizat pentru a defini poziția exactă a acelei scule în raport cu piesa de prelucrat. Fără introducerea corectă a acestor valori în controlul CNC, adâncimea corectă de tăiere nu poate fi asigurată și pot apărea coliziuni.
Unele mașini oferă măsurarea automată a sculei folosind o sondă, în timp ce altele necesită introducerea manuală. Verificarea decalajului sculei înainte de a începe orice operație de prelucrare ajută la eliminarea greșelilor costisitoare și la menținerea calității pieselor.
· Setarea punctului zero al piesei de prelucrat
Punerea la zero înseamnă că strungul CNC poate rula cu precizie toate comenzile programate. Aceasta este referința pentru ca mașina să înceapă tăierea. Deoarece majoritatea strungurilor adoptă acum un sistem de compensare a lucrării precum G54 până la G59, pot fi definite diferite poziții zero pentru mai multe setări.
Este important deoarece, dacă acel punct nu este setat corespunzător, unealta ar tăia în locul greșit și ar deteriora piesa de prelucrat sau echipamentul.
În mod obișnuit, punctul zero poate fi definit utilizând un instrument de atingere sau un detector de margini. La unele strunguri CNC, sistemele automate de palpare stabilesc această poziție cu precizie. Odată setat punctul zero, toate traseele sculei sunt măsurate de la această referință.
Nerespectarea acestui lucru va duce la piese măsurate incorect și la pierderea de material. Setarea precisă a referinței zero asigură alinierea corectă a piesei și evită erorile în timpul prelucrării.
· Viteza axului și calculele vitezei de avans
Viteza axului este viteza cu care instrumentul de tăiere se rotește, în timp ce viteza de avans corespunde cu cât de repede se deplasează freza în material. Ar trebui să setați cu atenție acești doi parametri pentru o îndepărtare eficientă a materialului fără uzură a unealtei.
În plus, intervalul ideal variază în funcție de materialul piesei de prelucrat, tipul de sculă și finisajul necesar al suprafeței. Viteze mai mici sunt necesare pentru materialele mai dure și viteze mai mari pot fi tolerate pentru materialele mai moi, fără acumulare de căldură.
Viteza de avans influențează, de asemenea, eficiența tăierii și formarea așchiilor. Astfel, o rată de avans redusă va asigura o finisare netedă, dar poate, de asemenea, să frece unealta, scăzând astfel durata de viață a acesteia.

Scrierea programului de strung CNC
1. Formatul și structura programului
Programele CNC necesită un format prescris. Fiecare linie constă din coduri G (comenzi de mișcare) și coduri M (comenzi de mașină). Formatarea bună asigură că nu există erori și o execuție ușoară.
2. Comentarii și documentație
Programarea sub formă de comentarii permite programatorului să înțeleagă codul mai târziu. De exemplu, „SCHIMBAREA SCULELOR PENTRU TĂIERE GRĂ” descrie pentru ce este folosită această comandă. Programele bine documentate reduc șansele de confuzie și sunt indispensabile pentru detectarea erorilor.
3. Codurile G și M-Coduri CNC importante
Codurile G utilizate în operațiunile de strunjire (G00, G01, G02, G03)
- G00 – Mișcare rapidă (mișcare fără tăiere)
- G01 – Tăiere în linie dreaptă la avans controlat
- G02 – Tăiere arc în sensul acelor de ceasornic
- G03 – Tăiere arc în sens invers acelor de ceasornic
Mișcarea și poziționarea sculei
- G90 (Poziționare absolută): Mișcările se bazează pe punctul zero de referință.
- G91 (Poziționare incrementală): Mișcările se bazează pe poziția anterioară.
Comenzi pentru controlul axului și schimbarea sculei (M03, M04, M06)
- M03 – ax pornit (în sensul acelor de ceasornic)
- M04 – ax pornit (în sens invers acelor de ceasornic)
- M06 – Schimbarea sculei
Crearea unui program de bază de strung CNC
1. Comenzi de configurare inițială
Înainte ca prelucrarea să poată începe, trebuie să efectuați o configurație adecvată pentru o funcționare bună. Programul începe cu comenzi pregătitoare care setează mașina pentru operație.
G21, de exemplu, este folosit pentru a seta măsurători metrice, în timp ce G20 este pentru măsurători în inci pentru a evita erorile de conversie.
Sistemul de coordonate de lucru trebuie, de asemenea, stabilit folosind fie G54, G55, fie alte decalaje. Aceasta determină poziția piesei de prelucrat, astfel încât să poată fi efectuate mișcări precise.
Activarea corectă a arborelui și selectarea sculei sunt, de asemenea, incluse în setare. Comanda M03 activează axul în sensul acelor de ceasornic, în timp ce, M04 îl acționează în sens invers acelor de ceasornic. Ar trebui să atribuiți viteza axului prin comanda S conform cerințelor tăierii materialului.
Mai mult, selectarea sculei potrivite folosind T și M06 va face ca mașina să încarce cuțitul potrivit. Aceste comenzi sunt elemente de bază pentru un proces de prelucrare ordonat și eficient, fără de care mașina pur și simplu nu ar ști cum să funcționeze corect.
2. Comenzi de degroșare și trecere de finisare
Operațiile de degroșare au scopul de a scăpa de excesul de materie rapid și eficient. Comenzi precum G00 pentru poziționare rapidă și G01 pentru mișcări liniare controlate sunt aplicate în ghidarea sculei pe parcursul primei operații de tăiere.
Aveți nevoie de comanda F pentru a specifica o viteză de avans adecvată luând în considerare viteza și forțele de tăiere.
Prin urmare, trecerile de degroșare implică, în general, mai multe creșteri de adâncime pentru a minimiza stresul asupra sculei și pentru a preveni acumularea de căldură în exces.
3. Operatii de gaurire, filetare, canelare
Pentru găurire, este necesar să aveți o poziționare precisă și un control al adâncimii pentru a face găuri cu precizie. Ciclul simplu de găurire este activat de G81, în timp ce găurirea cu ciocnire se realizează cu G83.
În plus, trebuie să indicați viteza axului, viteza de avans și adâncimea pentru a preveni spargerea sculei. O combinație între dimensiunea corectă a burghiului și utilizarea adecvată a lichidelor de răcire poate ajuta la menținerea calității găurii și a duratei de viață a sculei la cea mai bună calitate.
Astfel, o strategie inadecvată în găurire are ca rezultat acumularea de așchii, deformarea sculelor și variații ale diametrelor găurilor.
Filetarea sincronizează rotația axului, precum și mișcarea sculei. G76 și G92 setează comenzi pentru realizarea exactă a firelor externe sau interne. Pentru a evita ruperea materialului și uzura excesivă a sculei, trebuie să controlați adâncimea de tăiere.
Pentru operațiile de canelare, sculele sunt folosite și pentru tăierea adâncituri sau canale din piesa de prelucrat. Uneltele sunt supuse mai puține solicitări, iar îndepărtarea așchiilor este mai ușoară cu comanda G75.
4. Utilizarea subprogramelor și buclelor
Subprogramele ușurează sarcina de programare pentru procesele de prelucrare repetitive. De exemplu, comenzile M98 apelează un subprogram, astfel încât secvențele de tăiere prealimentate să poată fi reutilizate. Economisește timp și reduce posibilitatea de eroare în programare.
În cazul prelucrării mai multor piese identice, subprogramele asigură aplicarea aceluiași cod fără rescrierea codului. Neglijarea utilizării subprogramelor are ca rezultat aproape întotdeauna programe lungi care devin din ce în ce mai dificil de depanat și modificat.
În plus, buclele simplifică optimizarea mișcărilor sculei, oferind posibilitatea de a repeta anumite comenzi. De exemplu, comanda M99 permite mijloacele de buclă a oricărui subprogram utilizat în producție. Buclele pot fi folosite pentru operații repetitive, cum ar fi găurirea, filetarea sau conturarea.
Introducerea și simularea programului
1. Transferarea programului pe strung CNC
Mai trebuie să transferați programul pe mașină după ce ați terminat scrierea programului de strung CNC. Utilizarea unităților USB, control numeric direct sau tastare directă prin intermediul panoului de control sunt metode de transfer obișnuite în majoritatea strungurilor CNC.
Cea mai simplă și rapidă modalitate de a încărca programe pentru mașini de sine stătătoare este prin transferuri USB. Controlul numeric direct conectează strungul CNC la un computer și permite transferul datelor în timp real.
Pe de altă parte, introducerea manuală a codului necesită apăsări atente ale tastelor pentru a evita greșelile, dar o mică modificare poate fi făcută direct pe aparat. Cele mai multe dintre aceste metode de transfer depind de fluxul de lucru, de capacitățile mașinii și de cerințele impuse complexității programului.
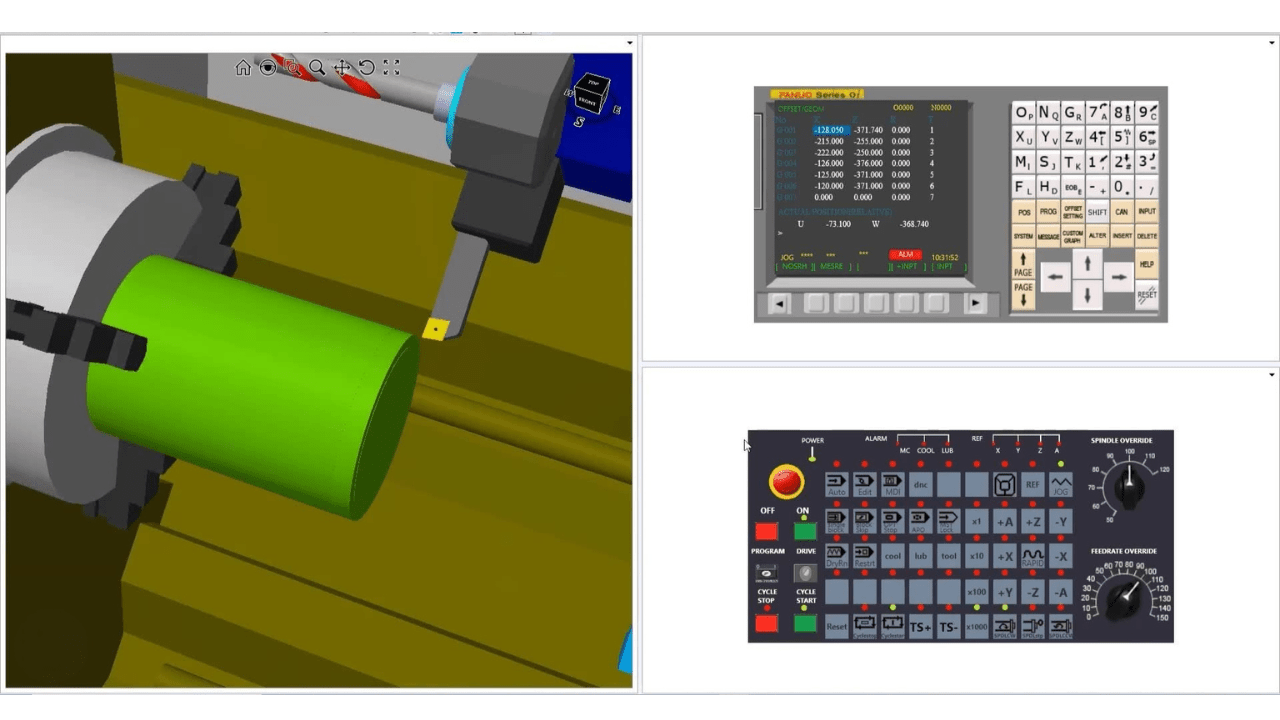
2. Executarea unei alergări uscate
Efectuarea unei rulări uscate înainte de prelucrarea unei piese ajută la verificarea acurateței programării. O funcționare uscată permite strungului CNC să execute programul în timp ce nu taie materialul, astfel încât mișcările sculei să ia cu adevărat calea dorită.
O funcționare uscată ar ajuta la găsirea decalajelor greșite a sculei, a coordonatelor nealiniate și a blocărilor neașteptate ale sculei din erori de programare. Multe strunguri CNC au opțiunea de simulare grafică pentru reprezentarea vizuală a mișcărilor sculei, astfel încât să devină mai ușor de detectat erorile. O astfel de detectare timpurie ajută la evitarea oricăror greșeli costisitoare și deteriorări ale mașinii sau piesei de prelucrat.
În plus, rularea uscată va include monitorizarea comportamentului traseului sculei astfel încât să se asigure o funcționare fără probleme. Dacă axul utilizează opriri nedorite, smucituri bruște sau viteză incorectă, înseamnă că există o eroare de programare și trebuie remediată.
În plus, verificarea vitezei de avans și a schimbărilor sculelor în timpul simulării va asigura în continuare că fiecare operație este executată conform intenției. În cazul apariției unei erori, analiza programului linie cu linie va corecta greșeala.
3. Depanarea căilor de instrumente
Chiar și după o rulare bună, analiza programului de optimizare îmbunătățește eficiența prelucrarii. Examinarea traseului de instrumente ajută la asigurarea că fiecare mișcare se mișcă pe calea cea mai directă și eficientă.
Retragerea excesivă a sculelor, mișcările rapide excesive și trecerile inutile pur și simplu măresc timpul ciclului și deteriorează sculele de tăiere. Astfel, ajustarea acestor căi reduce timpul de prelucrare fără a compromite precizia.
În plus, prin reglarea vitezei de avans și a vitezei axului pentru a se potrivi cu caracteristicile de tăiere ale materialului respectiv, este asigurată performanța optimă a programului. Astfel, intervențiile minore aici produc o productivitate crescută și o durată de viață mai lungă a sculei.
Mai mult, pasul final al depanării înseamnă găsirea și corectarea ultimelor erori din program. O verificare atentă a codurilor G și codurilor M asigură că acestea lasă fiecare comandă să acționeze conform comenzii sale. Verificarea modificărilor sculelor lipsă, a timpului de oprire greșit sau a comenzilor contradictorii previne întreruperile nejustificate în timpul prelucrării.
Rularea programului pe strung CNC
· Verificarea setării înainte de execuție
Verificați alinierea axului și a piesei de prelucrat, precum și numărul de decalaje ale sculei înainte de utilizare.
· Pornirea procesului de prelucrare pas cu pas
Începeți cu rularea câte un pas pentru a vă asigura că toate mișcările sunt corecte înainte de a rula programul complet.
· Monitorizarea uzurii instrumentului
Urmăriți în permanență uzura sau ruperea sculei. Este posibil ca viteza de avans să fie optimizată sau sculele să fie uzate pentru înlocuire.
· Gestionarea erorilor neașteptate
În cazul unei alarme, ar trebui să opriți mașina și să diagnosticați problema utilizând fie ecranul CNC, fie manualul.

Controlul calității post-procesării
· Inspectarea piesei de prelucrat finite
Folosind șublere sau micrometre, ar trebui să comparați dimensiunea totală cu cea propusă.
· Măsurarea dimensiunilor
Calibrele de rugozitate sunt utile în verificarea finisării corespunzătoare.
· Ajustarea decalajelor
Dacă măsurătorile sunt ușor defectuoase, ar trebui să ajustați toleranțele prin modificarea decalajelor de lucru sau a sculei pentru a crește precizia.
· Salvarea și optimizarea programului pentru utilizare ulterioară
Ar trebui să păstrați întotdeauna programele de lucru și să optimizați codificarea pentru timpi de prelucrare mai scurti.
Tehnici de ultimă generație de strung CNC pentru programare
1. Utilizarea macrocomenzilor și parametrilor
Puteți utiliza macrocomenzi și programare parametrică pentru a automatiza cu ușurință sarcina repetitivă și astfel a face programul flexibil.
În loc să scrieți coduri separate pentru operații mai mult sau mai puțin similare, puteți defini variabile și utilizați condiționale, astfel încât traseele sculei să poată fi create dinamic. La rândul său, acest lucru economisește timp de programare și verifică erorile. Mai mult, permite modificarea rapidă a dimensiunilor și toleranțelor fără a fi nevoie să rescrieți întregul program.
2. Utilizarea software-ului CAD CAM
Software-ul CAD CAM este capabil să proiecteze și să genereze programe CNC pentru producerea de componente extrem de complicate. Vă oferă posibilitatea de a crea modele digitale și de a genera automat trasee de instrumente optimizate în loc să creați manual fiecare mișcare din program. Astfel, puteți obține precizie și reduce erorile umane prin această metodă.
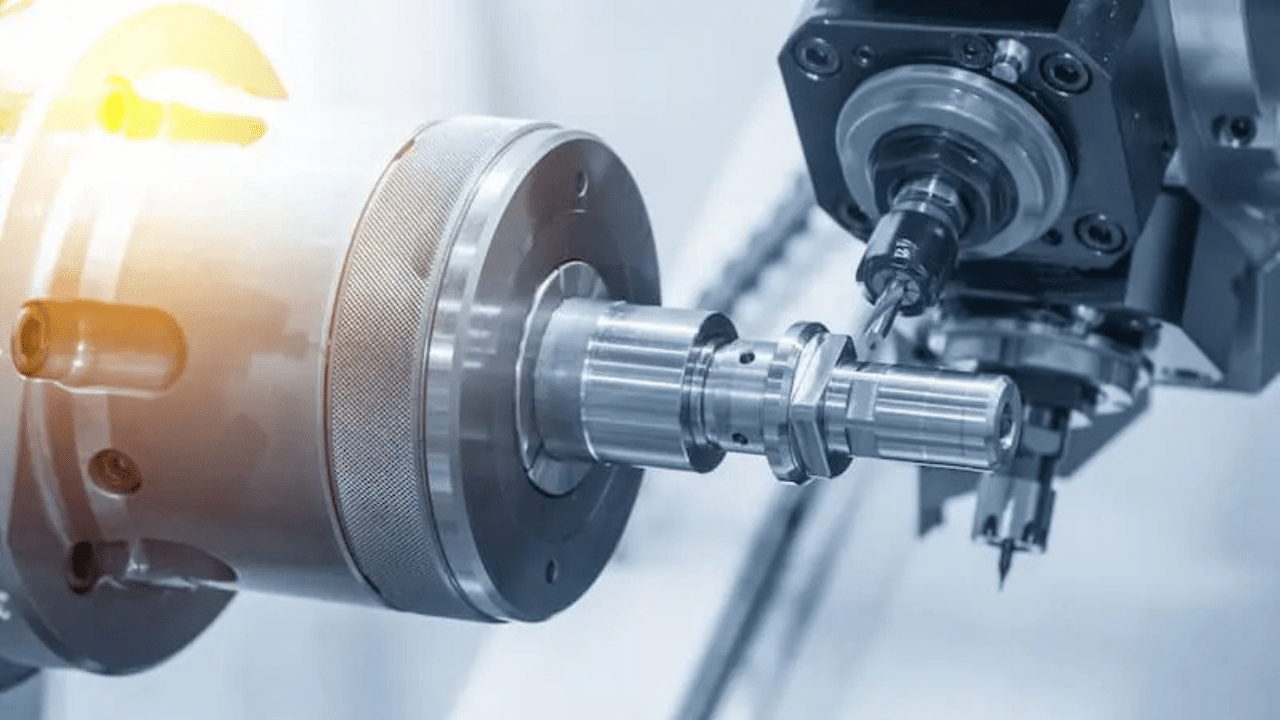
3. Strunjire cu mai multe axe
O gamă largă de geometrii avansate poate fi prelucrată într-o singură configurație folosind strunjirea multi-axială. În loc să mutați piesa de prelucrat la diferite configurații, mișcarea simultană cu axele va permite operațiuni de strunjire, frezare sau găurire.
Cu integrarea sculelor active, operațiunile de frezare, găurire sau filetare sunt efectuate pe strung. Acest lucru reduce timpul de ciclu, precum și procesarea ulterioară a mașinilor. Prin urmare, utilizarea tehnologiei cu mai multe axe crește precizia și îmbunătățește productivitatea.
4. Automatizare
Automatizarea și prelucrarea adaptivă au permis procesului de producție să devină mai eficient. Schimbătoarele automate de scule împreună cu încărcătoarele robotizate mențin procesele neîntrerupte prin reducerea contactului uman.

Greșeli comune de programare a strungului CNC și cum să le evitați
· Decalaje incorecte pentru scule și setări de coordonate
Decalajele greșite duc la dezaliniri și erori la prelucrare, prin urmare, verificați întotdeauna valorile înainte de tăiere.
· Selectarea necorespunzătoare a alimentării și vitezei
Setările greșite duc la finisare slabă sau la uzura sculei. Prin urmare, ar trebui să urmați ceea ce vă recomandă producătorul.
· Trecerea cu vedere la procedurile de siguranță
Dacă treceți peste verificările de siguranță, riscați să vă răniți și să deteriorați mașina.
· Interpretarea greșită a funcțiilor G-Code și M-Code
O înțelegere mai profundă a fiecărei comenzi ajută la prevenirea mișcării imprevizibile a sculei.
Concluzie
Precizia și configurarea unui program de strung CNC necesită multă concentrare și atenție. În plus, cunoștințele despre codul G, instrumentele și controlul calității vă vor ajuta să dezvoltați programe care sunt rapide și fără erori.
În căutarea experților în fabricarea și programarea mașinilor de strung CNC, tehnicienii TSINFA sunt aici pentru a vă ajuta - contactați-ne acum.