Sinker EDM 101: Panduan Lengkap untuk Pemula & Pakar
Proses pemesinan memerlukan ketepatan dan keberkesanan yang boleh disaksikan melalui bejana EDM menyediakan. Y
anda menyelami selok-belok proses pemesinan khusus itu, daripada prinsip asas kepada variasi termaju dan aplikasi yang pelbagai dalam dunia pembuatan moden.
Apa itu EDM?
Pemesinan Nyahcas Elektrik (EDM) merujuk kepada penggunaan cas elektrik untuk mengeluarkan bahan daripada bahan kerja. Teknik ini adalah salah satu kaedah yang paling banyak dilaksanakan dalam pembuatan. EDM membolehkan anda mencipta ratusan bentuk berdasarkan pengaturcaraan pemesinan yang anda tetapkan.
Pemesinan Nyahcas Elektrik
Semasa menggunakan EDM, anda meletakkan bahan kerja di antara elektrod cecair dielektrik seperti air ternyahion atau minyak. Apabila voltan dikenakan di antara bahan kerja dan elektrod, sejumlah haba tertumpu mencair dan mengewapkan bahan kerja menjadi zarah-zarah kecil.
Apakah a Sinker EDM?
Dengan EDM sinker, bahan dikeluarkan dengan tepat daripada bahan kerja menggunakan nyahcas elektrik terkawal. Proses ini memerlukan menenggelamkan bahan kerja dan elektrod pengalir dalam cecair dielektrik—biasanya air atau minyak ternyahion. Seterusnya, percikan api akan terhasil apabila voltan elektrik dikenakan antara elektrod dan bahan kerja.
Semasa menggunakan EDM, anda meletakkan bahan kerja di antara elektrod cecair dielektrik seperti air atau minyak ternyahion. Apabila voltan dikenakan di antara bahan kerja dan elektrod, sejumlah haba tertumpu meleleh dan mengewapkan bahan kerja menjadi zarah-zarah kecil.
Sinker EDM
Ini akan menghasilkan haba yang serius yang mencair dan menyejat zarah bahan bahan kerja.
Komponen dan Fungsinya
· Elektrod
Semasa Sinker pemesinan EDM, elektrod ialah elemen paling penting dalam kerja anda. Alat ini direka bentuk untuk memadankan bentuk tepat bahan kerja siap yang dikehendaki, yang kemudiannya menjalankan nyahcas elektrik untuk mengeluarkan bahan. Bunga api terkawal yang dihasilkan oleh elektrod mampu membentuk bahan kerja dengan ketepatan dan ketepatan yang tinggi untuk mencapai proses pemesinan.
· Bendalir Dielektrik
Anda merendam katod dan anod, bersama-sama dengan bahan kerja, dalam cecair dielektrik semasa pemesinan Sinker EDM.
Bendalir ini berfungsi sebagai medium untuk membekalkan cas elektrik dalam tiub. Keupayaan penebat dan fungsi penyejukan cecair dielektrik membantu dalam proses penyingkiran bahan dan penyelenggaraan pemesinan yang stabil.
· Bekalan Kuasa
Mesin EDM anda perlu beroperasi dengan bekalan elektrik yang berkualiti. Bahagian dalam peringkat ini digunakan untuk mencipta cas elektrik, yang kemudian menyebabkan percikan api keluar dari elektrod. Bekalan kuasa berterusan yang memastikan penyingkiran bahan yang seragam dan terkawal menyumbang kepada ketepatan dan produktiviti dalam proses pemesinan.
· Bahan kerja
Jantung Sinker EDM pada umumnya adalah bahan kerja, bahan yang anda alih keluar untuk mencapai bentuk atau fungsi. Lekapan yang betul dan penjajaran bahagian menunjukkan kepentingannya di bawah syarat bahawa hasilnya akan tepat dan tepat.
komponen EDM
Aliran Kerja Proses
Langkah 1: Reka Bentuk Elektrod
Mula-mula, anda mencipta elektrod anda dengan membentuknya menjadi replika tepat kepingan nipis bahan yang sama yang anda ingin potong. Ini boleh dicapai dengan cara yang berbeza, seperti melalui CAD/CAM atau pemesinan konvensional. Pemesinan akan menggunakan elektrod yang diperbuat daripada bahan yang akan dipilih dengan mengambil kira faktor seperti kelajuan proses dan ketepatan yang diperlukan.
Langkah 2: Sediakan Bendalir Dielektrik
Sekarang, anda membuat cecair dielektrik—cecair tidak konduktif—yang merupakan medium nyahcas elektrik. Ia membuang sisa dan, pada masa yang sama, menyejukkan proses. Untuk wayar dissipative, anda akan memilih dielektrik yang berdasarkan faktor seperti kelajuan pemesinan dan kemasan permukaan.
Langkah 3: Sediakan Bahan Kerja
Sekarang, betulkan bahan kerja dalam mesin dengan pengapit atau lekapan. Insuranskan litar lengkap dalam proses EDM apabila antara muka sambungan elektrik dengan betul. Kebersihan permukaan bahan kerja adalah sangat penting jika anda ingin mendapatkan hasil terbaik daripada projek tersebut.
Langkah 4: Letakkan Elektrod
Setempatkan elektrod yang dihasilkan dengan berhati-hati di tapak yang ditentukan di atas item kerja. Pastikan terdapat jurang kecil di antara mereka, dan anda akan mengawal jurang untuk kadar pemesinan dan untuk butiran juga.
Langkah 6: Mulakan Spark
Sekarang semuanya sudah sedia, cipta percikan api. Mengekalkan kawalan ke atas nyahcas percikan yang akan mengeluarkan bahan daripada bahan kerja memerlukan penggunaan voltan tinggi antara elektrod dan bahan kerja. Ini betul-betul mereplikasi bentuk elektrod.
Langkah 7: Pantau Spark
Pastikan anda mengikuti ciri Spark dengan teliti. Faktor seperti warna percikan dan bunyi adalah penunjuk kecekapan pemesinan. Anda mungkin perlu mengubahsuai nilai seperti voltan dan curahan yang mungkin menyebabkan percikan berkelakuan berselang-seli.
Langkah 8: Pantau Proses
Semasa keseluruhan operasi, perhatikan kitaran secara berterusan. Mesin EDM moden boleh menjadikan data dan visualisasi sedemikian tersedia untuk anda semak pada masa tertentu. Sentiasa berwaspada untuk sebarang anomali untuk memastikan proses sentiasa stabil dan mencapai matlamatnya.
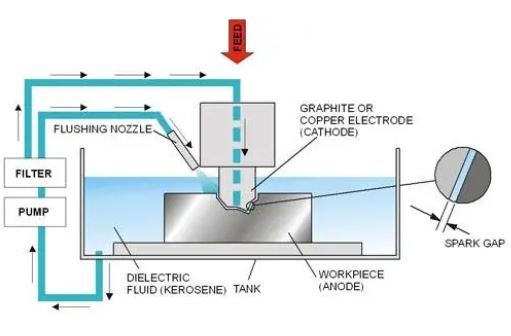
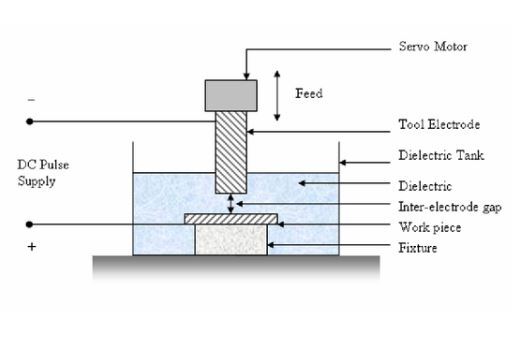
Ilustrasi Prinsip Kerja untuk EDM
Prinsip Teknikal Asas Sinker EDM.
Persediaan
Bahan kerja, biasanya diperbuat daripada bahan konduktif seperti logam, direndam dalam mandi cecair dielektrik bersama elektrod konduktif. Bendalir dielektrik melakukan fungsi yang berbeza, seperti penebat, penyejukan, dan hakisan zarah.
Aplikasi Voltan
Nadi elektrik voltan tinggi dicipta antara elektrod dan bahan kerja. Sementara itu, perbezaan voltan ini menghasilkan medan elektrik yang mampu mendapatkan cecair dielektrik terion, membentuk saluran plasma konduktif.
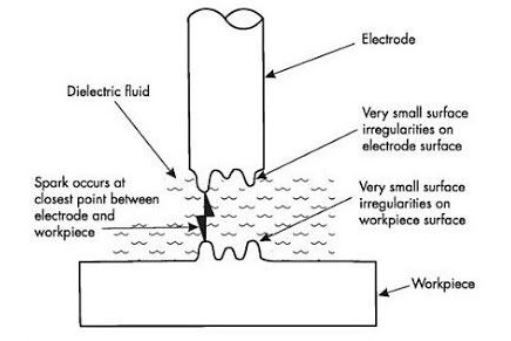
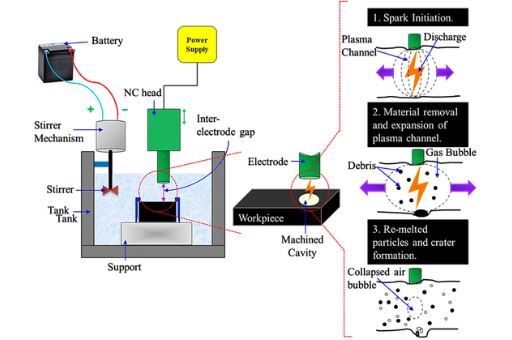
Generasi Spark
Medan elektrik yang kuat perlu dihasilkan yang, pada saat genting, mencetuskan percikan elektrik antara elektrod dan bahan kerja. Percikan ini menghasilkan suhu tinggi yang membakar dan mengewap dengan cepat kepingan kecil bahan yang sedang diproses pada sentuhan.
Penyingkiran Bahan
Suhu berlebihan yang dicipta oleh percikan di kawasan sekitar bahan keluli menyebabkan lebur dan pengewapan separa. Proses ini menghasilkan kawah atau lesung kecil pada permukaan bahan kerja.
Pembilasan Dielektrik
Medium dielektrik, kerana keadaan termampatnya, menghilangkan zarah pengisaran dan bahan buangan daripada alat. Ini akan mengelakkan zon pemesinan daripada menjadi kotor dan proses daripada terganggu.
Pengulangan
Pelepasan percikan berulang kali dilakukan oleh beribu-ribu sesaat, dan dengan itu bahan secara beransur-ansur dimusnahkan oleh percikan api lapisan demi lapisan. Elektrod akan dikonfigurasikan untuk memadankan geometri yang diperlukan bagi bahagian akhir; oleh itu, ketepatan penyingkiran bahan yang tinggi dipastikan.
Kawalan dan Ketepatan
Semuanya dilakukan dengan ketepatan maksimum melalui cara teknologi moden (mesin CNC). Parameter seperti voltan, arus, tempoh nadi, dan pergerakan elektrod adalah titik utama yang dikawal dengan sangat baik.
Selesai
Jika proses pemesinan selesai, bahagian yang telah siap diekstrak keluar daripada mandi cecair dielektrik. Segmen terakhir dibasuh berkali-kali untuk memastikan tiada sisa yang tidak diingini. Akhir sekali, produk akhir diperiksa lebih lama pada peringkat ini untuk memastikan semuanya berkualiti premium.
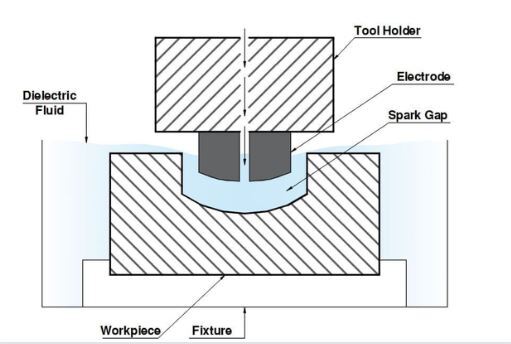
Skema dan Prinsip Asas EDM Sinker
Jenis Mesin EDM Sinker
EDM Sinker Konvensional
EDM tradisional seperti Sinker EDM digunakan di mana pengendali mengawal elektrod secara manual untuk mencapai bentuk yang dikehendaki pada bahan kerja. Mesin ini memberikan ketepatan yang lebih baik, boleh dikendalikan oleh pengendali mahir, dan sesuai untuk tugas pemesinan yang lebih mudah.
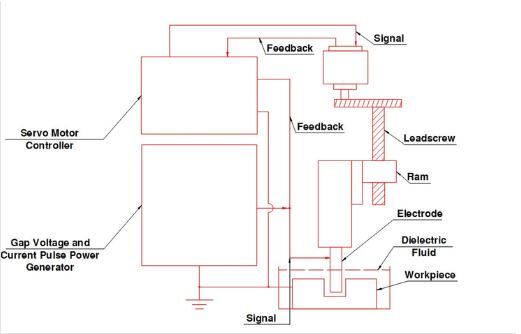
Komponen Sinker EDM Konvensional
CNC Sinker EDM
Bergantung pada teknologi kawalan berangka komputer, CNC Sinker pemesinan nyahcas elektrikmengamalkan pergerakan elektrod dan pemesinan automatik. Penggunaan jentera CNC membawa kepada penambahbaikan dalam ketepatan, pengulangan, dan produktiviti. Ini membebaskan mereka untuk tugasan yang menuntut tahap ketepatan yang tinggi dan sangat kritikal.

EDM sinker CNC
EDM Sinker Berkelajuan Tinggi
Mesin ini disesuaikan dengan mengambil kira kadar penyingkiran bahan yang pantas, menjadikan masa pemesinan lebih singkat dengan ketara sambil mengekalkan ketepatan. Mereka menggunakan bekalan kuasa termaju dan sistem servo untuk mencapai operasi berkelajuan tinggi, yang seterusnya menjadikannya sesuai untuk pengeluaran volum tinggi dan tugas sensitif masa.

EDM sinker berkelajuan tinggi
Variasi dan Ciri Lanjutan
Mesin jualan Sinker EDM kelas tinggi pada masa kini menawarkan satu set ciri ciri yang pelbagai seperti kemungkinan pemesinan berbilang paksi, penukar alat automatik, sistem kawalan penyesuaian, dll. Inovasi ini memberikan fleksibiliti, ketepatan dan produktiviti pemesinan yang lebih baik, yang membolehkan pengeluar mengendalikan tugas pemesinan yang kompleks dengan usaha yang minimum.
Kelebihan Sinker EDM
1. Tepat
Sinker EDM aluminium ialah kaedah yang membolehkan anda melakukan kerja dengan cemerlang dengan mendapatkan dimensi yang tepat dan butiran halus dengan ketepatan yang tinggi. Pelepasan elektrik terkawal, seterusnya, membawa kepada penyingkiran bahan seragam, yang menghasilkan bahagian akhir dengan toleransi dan kualiti yang tinggi.
2. Alatan Mudah
Tidak seperti mesin EDM Sinker biasa, EDM Sinker yang anda beli akan membolehkan anda mengalami persediaan alatan yang tidak dapat dinafikan mudah. Tidak seperti kaedah pemesinan konvensional, yang mungkin memerlukan lekapan dan tetapan yang rumit, DIY Sinker EDM kebanyakannya melibatkan perkakasan yang lebih mudah, menghasilkan masa dan kos persediaan yang lebih pendek serta kecekapan tinggi dalam pengeluaran.
3. Struktur Kompleks
Sinker EDM ialah alternatif terbaik untuk pemesinan bentuk kompleks dan bentuk rumit yang tidak boleh dilakukan dengan kaedah tradisional. Proses bukan sentuhan ini adalah tepat dan membolehkan penciptaan bentuk kompleks, ciri terperinci dan rongga dalam dengan mudah dan tepat.
Had Sinker EDM
4. Lambat/Memakan Masa
Teknik EDM tenggelam memakan masa kerana teknologi ini menggunakan mekanisme pemotongan yang melibatkan bahan. Setiap pelepasan tertunda masa, yang menjadikan bahagian tepi lebih selamat, mengeluarkan bahan secara perlahan, seterusnya membawa kepada hayat alat yang lebih lama. Ia mungkin membawa kepada peningkatan tempoh pengeluaran, dan akibatnya, ia mungkin tidak sesuai untuk tarikh akhir atau jumlah volum yang panjang.
5. Mahal
Sistem EDM sinker mungkin mempunyai kos operasi dan penyelenggaraan yang lebih tinggi daripada mesin dan alatan lain. Walau bagaimanapun, ini adalah sesuatu tentang peralatan itu sendiri, selain elektrod dan cecair, yang pastinya merupakan pelaburan yang mahal. Kelajuan pemotongan yang perlahan cenderung untuk menanggung kos buruh yang tinggi serta kos pengeluaran yang lebih tinggi.
6. Terhad kepada Bahan Konduktif
Sinker EDM berfungsi pada bahan konduktor elektrik seperti logam sahaja. Alat tanpa kekonduksian yang diperbuat daripada plastik atau seramik tidak boleh dimesin dengan cara ini. Ia menghalang penggunaan yang betul dalam kawasan industri yang banyak terdapat dalam bahan yang bukan logam.
Perbandingan dengan Wire EDM
Perbezaan Asas
Berbanding dengan wayar EDM, yang menggunakan wayar nipis untuk memotong bahan kerja, sinker EDM menghakis bahan menggunakan elektrod yang terbentuk. Sinker EDM ialah kaedah terbaik untuk menghasilkan bentuk yang kompleks. Walau bagaimanapun, pemotongan ketepatan bahan padat boleh dicapai dengan wayar EDM.
Kelebihan dan Had Sinker EDM
EDM sinker menawarkan ketepatan yang tinggi dan boleh memesin bentuk yang sangat rumit. Sebaliknya, kaedah ini lebih perlahan dan lebih mahal daripada wayar EDM, dan ia hanya boleh berfungsi pada bahan konduktif.
Kelebihan dan Had EDM Wayar
Wire EDM ialah proses pemotongan yang pantas dan tepat yang sesuai untuk bahan yang menyeluruh dan mempunyai bentuk yang rumit. Walau bagaimanapun, di mana ia boleh bergelut dalam geometri tertentu adalah satu-satunya batasan yang ada apabila ia datang kepada saiz ciri saiz kecil.
Memilih Antara Sinker EDM dan Wire EDM
Ukiran EDM sinker harus menjadi pilihan yang baik untuk melakukan ukiran dengan tahap ketepatan yang tinggi dan butiran halus. Walau bagaimanapun, wayar EDM boleh mengurangkan masa pendahuluan, dan anda boleh mempertimbangkan untuk memilih teknik ini untuk bahan tebal dan permintaan pemotongan pantas. Perkara yang anda pilih pada akhirnya akan bergantung pada pertimbangan unik seperti jenis bahan, bentuk bahagian dan kelajuan cetakan yang anda inginkan.
Amalan dan Petua Terbaik untuk Pemesinan EDM Sinker
Menyediakan Bahan Kerja dan Elektrod
Anda memastikan pembuatan bahagian yang benar-benar tepat dan tepat dengan memberi perhatian kepada kedua-dua bahan kerja dan elektrod. Pengapitan dan kedudukan benda kerja yang tepat dan reka bentuk elektrod yang betul adalah penting untuk mencapai hasil yang diinginkan dan mencegah ralat.
Mengoptimumkan Parameter Proses
Penalaan tepat parameter proses, termasuk voltan, arus, tempoh nadi dan bahan elektrod, membantu meningkatkan kecekapan dan ketepatan pemesinan. Penalaan halus parameter ini yang kerap, dengan mengambil kira jenis bahan, geometri, dan kualiti yang dijangkakan, menghasilkan prestasi yang dipertingkatkan dan mengurangkan masa pemesinan.
Penyelenggaraan dan Penjagaan Mesin EDM Sinker
Servis berjadual bagi unit Sinker EDM menjamin produktiviti yang tinggi dan jangka hayat mesin ini yang panjang. Dengan melakukan pemeriksaan rutin, membersihkan tangki dielektrik, dan pelincir bahagian bergerak, kerosakan boleh dicegah dan ketepatan dapat dikekalkan.
Protokol Keselamatan dan Pematuhan
Mematuhi langkah dan peraturan keselamatan dalam pemesinan EDM sinker adalah sangat penting. Anda mewujudkan pengudaraan yang betul, menggunakan peralatan perlindungan, dan mengikuti protokol daripada manual keselamatan mesin untuk meminimumkan risiko kemalangan.
Aplikasi Sinker EDM
Industri Aeroangkasa
Dalam usaha penerbangan anda, Sinker EDM mengambil pendirian utama dalam bahagian pemesinan seperti bilah turbin dan komponen enjin. Keupayaannya untuk dicairkan dan dibentuk semula secara bebas menonjol.
Industri automotif
Aplikasi EDM sink juga digunakan secara meluas dalam industri automotif untuk membuat acuan, acuan dan bahagian komponen. Terima kasih kepada keupayaan ini untuk membentuk bentuk yang kompleks serta butiran halus, bahagian berkualiti tinggi, seperti acuan suntikan dan komponen enjin,
Pembuatan Peranti Perubatan
Di antara peralatan perubatan, grafit EDM Sinker tidak boleh digantikan dalam penghasilan bahagian yang kompleks seperti instrumen pembedahan, implan dan prostetik. Dengan keupayaannya untuk pemesinan ketepatan, piawaian yang tepat untuk kegunaan perubatan disediakan. Ini membolehkan anda memastikan keselamatan pesakit dan kemajuan penjagaan kesihatan.
Acuan dan Pembuatan Mati
Sinker EDM memainkan peranan penting dalam membuat acuan terperinci untuk pengacuan suntikan plastik, aluminium die-casting, dan proses penempaan. Seperti yang kita ketahui, ciri uniknya menghasilkan rongga yang kompleks dan butiran halus memudahkan kecekapan dan produktiviti di kilang.
Industri Lain dan Aplikasi Khusus
Selain menumpukan pada bidang utama ini, Sinker EDM juga memberi perkhidmatan kepada industri lain seperti elektronik, pembuatan alat dan cetakan, pembuatan barang kemas dan prototaip.
Kesimpulan
Sinker EDM ialah bahagian penting dalam pembuatan masa kini, membolehkan ketepatan dan fleksibiliti yang unggul sambil memesinan komponen yang paling rumit bagi sesuatu bahagian.
Daripada teknik konvensional kepada teknologi CNC termaju, aplikasinya masih terus berubah, yang hanya membawa kepada peningkatan pembangunan. Sinker EDM muncul sebagai peranti berharga yang tidak boleh disentuh dan akan terlibat dengan kesukaran yang akan dihadapi oleh sektor pembuatan seterusnya.
Lebih Banyak Sumber:
Jenis Mesin CNC – Sumber: TSINFA
Mesin Pengilangan – Sumber: TSINFA