
Segala-galanya tentang Pemesinan Nyahcas Elektrik (EDM) Diterangkan
Keputusan anda untuk menggunakan mesin nyahcas elektrik untuk membuat prototaip dan kerja lain hanya boleh diselesaikan apabila anda pasti apakah proses pemesinan ini.
Hari ini, kami akan meneroka segala-galanya tentang proses pemesinan EDM - daripada konsep asas hingga lanjutan.
Apakah itu Pemesinan Nyahcas Elektrik?
Pemesinan nyahcas elektrik, atau EDM, ialah kaedah pemotongan atau pemesinan bukan tradisional yang unik yang menggunakan percikan elektrik terurus untuk memotong dan membentuk bahan kerja. Kaedah ini menggunakan tenaga haba dalam operasinya. Tenaga ini terhasil apabila nyahcas elektrik ditukar.
Kelebihan EDM
- Lebih banyak kebebasan dengan reka bentuk anda
Dengan kaedah pemesinan ini, anda mempunyai kebebasan dengan reka bentuk. Walaupun kaedah pemesinan biasa disertakan dengan sekatan, EDM akan memberikan anda kebebasan sepenuhnya dalam hal kedalaman yang rumit dan pemotongan reka bentuk.
- Tiada masalah dengan proses yang diherotkan
Dengan EDM, tiada pertemuan langsung antara alat dan bahan kerja yang sedang diusahakan. Disebabkan ini, herotan tidak berlaku, dan ini memungkinkan untuk menggunakan kaedah yang sempurna untuk pemesinan bahan kerja nipis.
- Kemasan permukaan yang tepat
Dengan EDM, anda tidak perlu risau tentang tanda pemesinan yang tertinggal di permukaan bahan kerja. Ini menjadikan kerja itu sempurna dan tepat tanpa memerlukan lebih banyak rawatan.
- Potongan yang tepat
EDM adalah sempurna jika anda ingin bahan kerja dipotong dengan sempurna. Ia direka untuk memastikan setiap bahagian atau prototaip yang anda kerjakan adalah sempurna.
- Bekerja dengan pelbagai bahan
Walaupun sesetengah proses pemesinan tidak boleh berfungsi dengan bahan yang keras, itu tidak pernah berlaku dengan pemesinan nyahcas elektrik. Tidak kira betapa kerasnya bahan yang anda perlukan dimesin, kaedah ini akan memenuhi keperluan anda.
Had EDM
- Tidak sesuai untuk anda jika anda memerlukannya untuk projek berskala besar. Ini kerana kadar penyingkiran bahan agak rendah.
- Anda akan mengalami beberapa sekatan apabila memesin beberapa bahan dengan EDM, terutamanya bahan yang tidak konduktif elektrik.
- Anda memerlukan elektrod untuk die-sinking dengan pemesinan nyahcas elektrik. Ini bermakna apabila anda tidak mengeluarkan dalam kuantiti yang banyak, pemesinan elektrod kebanyakannya mahal.
- Kaedah ini tidak mesra alam. Anda perlu tahu bahawa pemesinan nyahcas elektrik memerlukan banyak tenaga elektrik untuk berfungsi, yang menjadikannya agak tidak mesra alam sekitar.
- Anda mungkin merasa sukar untuk mendapatkan pakar yang berpengalaman dalam EDM.
- Memandangkan haba yang tinggi boleh dihasilkan apabila proses pemesinan ini dijalankan, ciri-ciri metalurgi dalam bahan akan diubah.
- Alat pemesinan ini haus dengan mudah.
- Sudut tajam tidak boleh dihasilkan semula.
Bila hendak menggunakan Pemesinan Nyahcas Elektrik
Di bawah ialah beberapa tempat di mana anda boleh memperkenalkan pemesinan nyahcas elektrik:
- Digunakan apabila penyemperitan perlu dipotong
- Diperlukan untuk penggerudian lubang mikro
- Membantu apabila sudut dalaman yang tajam perlu dipotong
- Membantu menebuk lubang yang melengkung
- Diperlukan untuk pemotongan bentuk berputar
- Untuk mencipta alat untuk pengacuan suntikan
- Bahan keras untuk tujuan ukiran
- Untuk memastikan bahan kerja tidak mempunyai alatan yang rosak
Sejarah Pemesinan Nyahcas Elektrik
Seluruh proses ini bermula pada tahun 1940-an, apabila saintis Soviet NI dan BR Lazarenko ingin menggunakan percikan elektrik kuasa yang dibawa.
Para saintis ini memulakan keseluruhan prosedur ini, yang telah dilaksanakan pada mulanya untuk memastikan penghakisan sesentuh elektrik tungsten tidak dialu-alukan. Penemuan yang dimulakan oleh kedua-duanya yang menghidupkan pemesinan ini. Dari masa ke masa, kaedah ini telah menjadi luar biasa, dengan kemajuan unik mengambil alih.
Walaupun pemesinan nyahcas elektrik wayar adalah bagaimana semuanya bermula, terdapat perubahan dan transformasi yang unik. Hari ini, proses ini menunjukkan sejauh mana minda manusia telah berkembang.
Mengintegrasikan EDM dan CNC
Di bawah ialah butiran mengenai integrasi EDM dan CNC:
- Setakat sistem pemesinan ini, anda harus tahu bahawa CNC berdiri sebagai antara muka penghubung antara reka bentuk dan pelaksanaan.
- CNC memastikan mesin diprogramkan dengan baik dan pergerakan elektrod dikawal dengan tepat.
- CNC, yang dilampirkan kebanyakannya pada peranti CAM atau CAD, membolehkan spesifikasi reka bentuk dialihkan terus ke dalam proses pemesinan. Ini membolehkan anda memperoleh hasil akhir ideal yang anda idamkan selama ini.
Jenis Pemesinan Nyahcas Elektrik
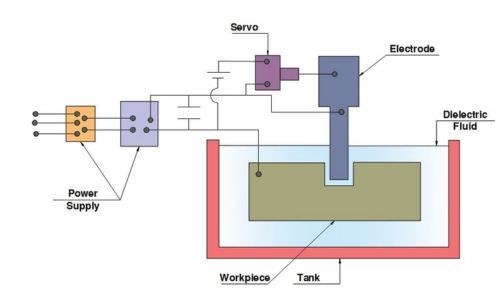
Sinker EDM
Jenis ini juga dipanggil die-sinking atau jenis pemesinan nyahcas elektrik ram.
- Di bawah kaedah ini, anda perlu membawa bahan kerja dan elektrod disatukan dan direndam dalam cecair dielektrik. Ini membawa kepada beberapa nyahcas atau pelepasan secara elektrik, yang menghakis bahan kerja untuk mencapai hasil pemesinan yang ideal melalui pencerminan.
- Di mana bentuk yang khusus dan tepat diperlukan, anda boleh menganggap jenis ini berfungsi dengan sempurna.
- Memandangkan anda mempunyai lebih banyak kawalan ke atas pergerakan elektrod dengan jenis ini, lebih mudah untuk anda mencapai ketepatan dan pemperibadian.
Sinker EDM
EDM jenis ini telah terbukti menjadi penyelesai masalah utama bagi kebanyakan pengeluar dalam industri pemesinan.
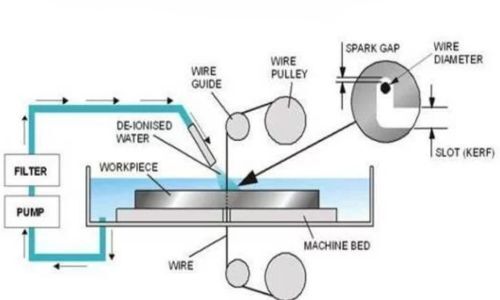
EDM wayar
Pemesinan nyahcas elektrik wayar terkenal kerana sangat tepat. Juga, ia dikenali untuk perkara lain:
- Dengan proses EDM wayar, wayar yang diperbuat daripada kuprum bersalut atau loyang digunakan sebagai alat untuk memotong. Kebanyakannya, wayar nipis dan mempunyai kuasa elektrik.
- Ia adalah wayar yang memotong bahan semasa penyusuan dilakukan langkah demi langkah.
- Anda boleh membuat potongan penuh, teliti dan kompleks dengan mudah dengan jenis EDM ini.
EDM wayar
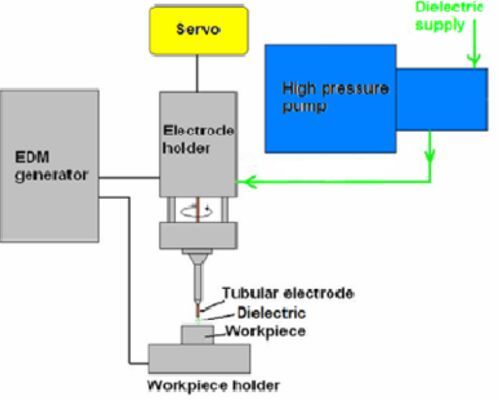
EDM Penggerudian Lubang
Juga dirujuk sebagai kaedah penggerudian lubang cepat, ia adalah prosedur unik yang ditetapkan untuk mencipta lubang yang dalam dan tepat dengan cepat. Beberapa butiran lanjut termasuk:
- Anda perlu menggunakan elektrod tiub di bawah kaedah EDM ini untuk membuat lubang diletupkan dengan sempurna.
- Jika anda memerlukan masa pemulihan yang cepat dicapai dengan pemotongan anda, kaedah ini adalah yang terbaik.
EDM Penggerudian Lubang
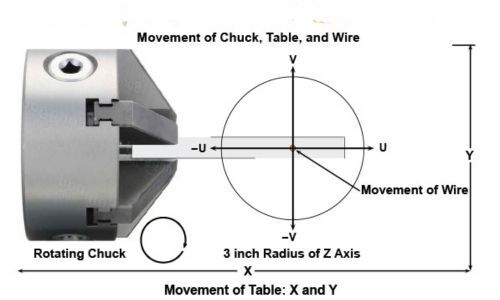
Pelbagai Paksi EDM
Memandangkan kaedah EDM biasa terus berkembang, kaedah berbilang paksi nampaknya mendahului. Ketahui perkara berikut:
- Kaedah ini menonjol sebagai satu-satunya yang merangkumi lebih banyak paksi pergerakan. Disebabkan ini, ia dapat membentuk mesin yang kompleks.
- Anda boleh yakin dengan fleksibiliti sepenuhnya dengan kaedah ini.
EDM Berbilang Paksi
Mikro EDM
Kaedah ini mewakili penyerapan kaedah pemesinan nyahcas elektrik biasa dengan prosedur yang sangat kecil yang terperinci atau diperhalusi. Jika anda berada dalam industri yang memerlukan membuat banyak produk kecil, jenis ini sesuai untuk anda. Jenis ini akan datang dengan tahap ketepatan dan perincian tertinggi yang anda perlukan dengan bahan yang dimesin.
Mikro EDM
Pengilangan EDM
Di bawah pemesinan nyahcas elektrik jenis ini, terdapat penggunaan kepala EDM. Pergerakan kepala ini dalam corak pengilangan membawa kepada semua kerja pemesinan dicapai dengan sempurna secara terperinci.
Jika anda ingin mesin komponen yang memerlukan geometri rumit yang kaedah pengilangan biasa tidak dapat membantu menghidupkan, jenis EDM ini akan mewujudkannya.
Mesin Pengilangan EDM
EDM Benang Wayar
EDM jenis ini ialah kaedah unik di mana EDM wayar dikelaskan. Di bawah kaedah ini, anda perlu memastikan lubang permulaan diulirkan dengan baik. Benang ini, apabila dilakukan dengan baik, adalah yang menjadikan keseluruhan proses pemesinan sangat lancar.
Jika anda memerlukan wayar untuk melalui atau melalui geometri yang rumit, EDM jenis ini sesuai.
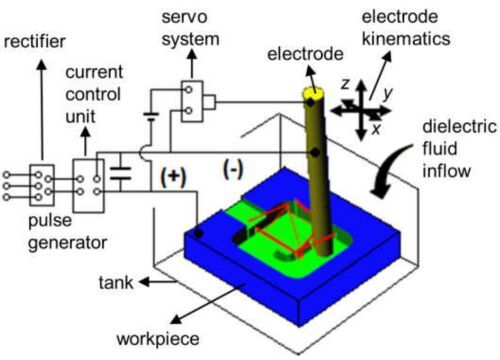
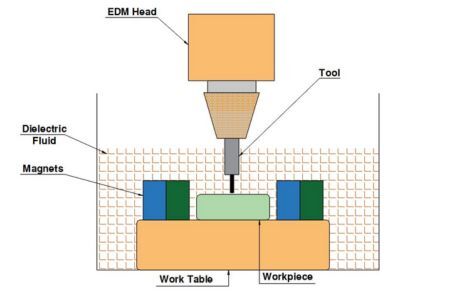
Komponen EDM
· Panduan
Juga dikenali sebagai ferrules. Komponen ini diperbuat daripada seramik. Ia melakukan kerjanya dengan membimbing elektrod ke bahan kerja tertentu yang memerlukan pembentukan.
· Elektrod
Elektrod idealnya akan datang dalam bentuk tiub, wayar, atau bahkan mati.
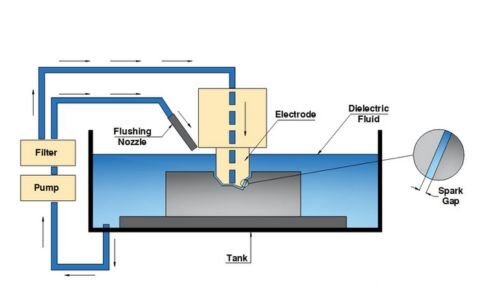
· Bendalir Dielektrik
Komponen ini bertanggungjawab untuk menyejukkan bahan kerja dan elektrod. Juga, mereka pergi lebih jauh untuk memastikan bahan terhakis dialihkan dari kawasan bahan kerja yang telah dimesin.
· Bekalan Arus
Ia adalah tenaga yang mencetuskan elektrod. Ini memastikan kuasa yang betul yang diperlukan untuk ketepatan dicapai.
· Unit Kawalan
Anda akan mendapati komponen ini terletak di tengah peranti pemesinan nyahcas elektrik. Di sinilah segala-galanya berkaitan dengan mesin dikawal.
· Sistem Dielektrik
Sistem pemesinan nyahcas elektrik ini memenuhi keperluan yang berbeza. Ia berdiri di antara bahan kerja dan elektrod. Juga, ia mempunyai takungan atau bekas yang mempunyai cecair dielektrik di dalamnya. Cecair ini kebanyakannya air ternyahion atau minyak.
· Pam
Komponen ini menjadikan pergerakan bendalir dielektrik dari bahagian bawah bekas ke alat sangat mudah.
· Tangki Berfungsi
Komponen ini adalah tempat di mana semua proses pemesinan dengan kaedah ini berlaku. Ia adalah bekas yang mempunyai kedua-dua bendalir dan bahan kerja disatukan untuk dimesin.
· Lekapan dan Pemegang Bahan Kerja
Komponen ini memastikan bahan kerja dipegang di tempat yang betul. Ini memastikan bahawa walaupun semasa pemesinan sedang dijalankan, bahan kerja tidak bergerak untuk memastikan tiada kesilapan.
· Kawalan Servo
Komponen ini berfungsi untuk memastikan jurang antara elektrod dan bahan tetap atau diselaraskan. Ia juga berfungsi untuk memastikan penjanaan percikan dikawal dengan baik untuk mencapai ketepatan di sekeliling.
· Sistem Flush
Komponen ini bertindak sebagai sokongan, dan ia juga memainkan peranan yang sangat penting dalam keseluruhan proses EDM. Bahagian ini memastikan terdapat aliran cecair dielektrik yang progresif untuk memperbaiki proses penyingkiran.
· Voltmeter
Komponen dalam mesin EDM ini digunakan untuk mengukur voltan.
· Ammeter
Peranti ini berfungsi dengan memeriksa sama ada arus mengalir atau tidak. Walau bagaimanapun, ia perlu dipautkan sebelum anda boleh menggunakannya untuk semakan ini.
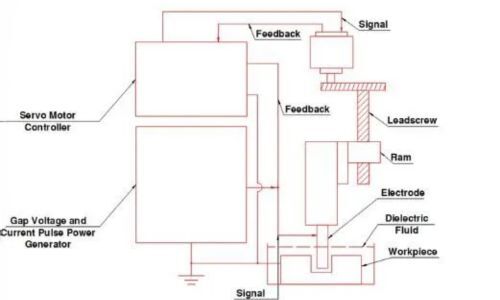
Komponen EDM
Bagaimana Elektrod Mempengaruhi Proses Pemesinan Nyahcas Elektrik
Elektrod yang berbeza datang dengan sifat yang berbeza. Perbezaan inilah yang akan mempengaruhi proses EDM anda, sama ada secara negatif atau positif. Berikut ialah beberapa cara ini dimainkan:
- Elektrod loyang, misalnya, akan menyebabkan bahan terhakis dengan cepat berbanding dengan tungsten dan bahan lain.
- Elektrod tembaga mudah diekstrusi atau dimesin. Jadi, ia lebih banyak digunakan dalam proses pemesinan nyahcas elektrik wayar.
- Tembaga mampu menahan haus lebih baik daripada tembaga. Juga, ia sangat sukar untuk dimesin berbanding dengan loyang. Walau bagaimanapun, dengan tembaga sebagai konduktor yang hebat, ia berfungsi dengan sempurna jika anda memerlukan bahan kerja untuk mempunyai kemasan yang halus.
- Tembaga juga boleh ditambah dengan tungsten untuk mencapai proses pemesinan elektrod tungsten tembaga yang terbaik.
- Sistem penapisan cecair dielektrik. Sistem ini memastikan cecair dielektrik bebas daripada semua zarah yang tidak disimpan dan bersih untuk menyempurnakan proses pemesinan.
- Sistem untuk penyejukan. Sistem ini membantu mengelakkan mesin daripada terlalu panas dan memastikan keselamatan operasinya.
Proses Pemesinan Nyahcas Elektrik langkah demi langkah
Prinsip Kerja EDM
Langkah 1 – Sediakan barang yang diperlukan.
Anda perlu menyediakan yang berikut:
- Elektrod.
- Bahan atau bahan kerja.
- mesin EDM.
- Pakaian keselamatan (sarung tangan, cermin mata)
- Cecair dielektrik.
Langkah 2: Memasang bahan kerja dan elektrod
Mulakan dengan memasang bahan kerja dan elektrod anda. Apabila memasang ini, pastikan jarak yang kecil ditinggalkan. Jadi, hujung elektrod tidak boleh menyentuh bahan kerja.
Langkah 3: Hidupkan dan matikan bekalan dielektrik
Anda perlu menghidupkan bekalan dielektrik, supaya bahan kerja dan elektrod direndam dalam cecair dielektrik. Selepas itu, matikan.
Langkah 4: Tetapkan Perintah melalui Unit Kawalan
Mulakan arahan untuk pemesinan bermula melalui unit kawalan. Ini memastikan jumlah kuasa yang betul dicipta untuk mengambil alih percikan api yang betul.
Langkah 5: Peringkat Lebur dan Pengewapan
Percikan api elektrik, apabila dihasilkan, menghasilkan tenaga haba, yang tinggi. Ini menyebabkan logam cair dan menguap; dengan itu, pemesinan dicapai.
Perbezaan antara CNC dan EDM
- CNC memerlukan sentuhan fizikal dengan bahan kerja, dan EDM tidak memerlukannya.
- Potongan CNC dengan alat pemotong yang tajam, manakala EDM menggunakan nyahcas elektrik atau percikan api untuk membentuk atau memotong bahan kerja.
- Memotong reka bentuk kompleks lebih mudah dengan EDM, manakala ia sangat sukar dengan CNC.
- Kos EDM lebih tinggi untuk bahan kerja mesin, manakala CNC tidak begitu mahal.
Cara Memilih Mesin Nyahcas Elektrik yang Betul
Berikut ialah beberapa petua untuk memutuskan EDM yang betul:
- Anda perlu menyemak kebolehan mesin yang berkaitan dengan tirus lubang.
- Semak saiz mesin dan ruang anda.
- Cecair dielektrik yang digunakannya. Adalah penting anda menggunakan cecair yang betul.
- Pastikan ia mempunyai struktur penyelenggaraan yang lancar.
- Bandingkan harga untuk memastikan anda melabur dalam apa yang memenuhi belanjawan anda.
- Adakah ia mudah digunakan? Anda mesti mempertimbangkan ini dengan baik.
Bahan yang anda boleh Mesin dengan EDM
Walaupun serba boleh, EDM dapat bekerja dengan beberapa bahan dengan lebih banyak lagi. Di bawah adalah mereka:
- Keluli- Ini termasuk jenis keluli tahan karat dan keras yang sangat lasak
- Kuprum- Mempunyai kekonduksian elektrik yang hebat
- Aluminium- Ia tidak berat, tetapi sangat kuat
- Inconel- Mampu tahan terhadap suhu yang melampau. Juga, ia adalah aloi nikel
- Loyang- Pemesinan sangat mudah dengan loyang.
- grafit– Berfungsi dengan sempurna untuk proses EDM
- Titanium- Tahan kakisan dan sangat kuat
- Hastelloy- Sangat tahan terhadap kakisan
- Tungsten karbida- Tahan haus dan sangat keras
- Kovar- Aloi ini mampu bertahan terhadap tahap pengembangan haba yang berbeza
- emas
- Perak- Mempunyai kekonduksian elektrik dan haba yang hebat.
Perisian Terbaik untuk digunakan dalam EDM
Disenaraikan di sini ialah apl terbaik yang boleh anda gunakan untuk EDM:
- Penyepaduan CAM dan CAD. Aplikasi ini, disatukan, mampu mengubah reka bentuk yang rumit dan rumit menjadi realiti. Ia melakukan ini melalui bimbingan mesin.
- Aplikasi simulasi. Apl ini digunakan untuk menggambarkan dan mengoptimumkan keseluruhan prosedur sebelum ia bermula. Apabila ini dilakukan, anda akan mengetahui semua kemungkinan ketidakcekapan atau kesilapan. Jadi, masa dapat dijimatkan dan pembaziran material dapat dielakkan.
- perisian CNC. Antara muka inilah yang menawarkan mesin dengan operasi pengaturcaraannya. Ini memastikan jumlah kawalan pergerakan elektrod yang betul.
- Perisian Pemantauan dan Kawalan Proses. Perisian ini membantu melaraskan arus, voltan dan banyak lagi untuk memastikan output kerja sempurna.
- Perisian Penjanaan Laluan Alat. Ia digunakan untuk mempunyai laluan khusus yang dijana untuk diikuti oleh alat. Ini membawa kepada tahap ketepatan yang tinggi.
Bagaimana EDM Berbanding dengan Proses Pemesinan Lain
Berikut ialah beberapa perkara yang menjadikan EDM berbeza daripada kaedah pemesinan lain:
- Proses tanpa sentuhan. EDM adalah tanpa sentuhan dalam erti kata, anda tidak mempunyai sentuhan fizikal dengan bahan tersebut. Percikan api atau nyahcas elektrik berfungsi di sini. Ini tidak boleh dikatakan untuk kaedah pemesinan tradisional atau lain-lain.
- Kekerasan bahan. Mudah untuk anda mesin bahan yang sangat keras menggunakan kaedah EDM. Malangnya, kaedah pemesinan tradisional sukar untuk mencapai matlamat ini.
- Ketepatan dan kerumitan. Jika anda ingin mempunyai bentuk yang kompleks dan butiran tepat yang sempurna, EDM ialah kaedah pergi ke. Walau bagaimanapun, anda tidak boleh bergantung pada kaedah pemesinan tradisional untuk hasil yang sama.
- Kemasan permukaan. Tahap kemasan permukaan yang anda dapat dengan EDM akan sentiasa lebih tinggi. Jadi, anda tidak memerlukan proses untuk pemesinan pos. Ini, bagaimanapun, tidak boleh dikatakan di mana kaedah mesin lain berkenaan.
- Pakai alat itu. Ia tidak kerap mengalami kehausan alatan di mana EDM berkenaan berbanding dengan proses lain. Selain itu, penyelenggaraan tidak rumit dengan EDM.
- Menyediakan proses. Persediaan EDM kebanyakannya rumit dan memakan banyak masa. Ini lebih teruk apabila anda mempunyai reka bentuk yang rumit. Walau bagaimanapun, kaedah pemesinan lain tidak.
- Sekatan ke atas bahan bahan kerja. EDM mampu berfungsi dengan sempurna hanya dengan bahan yang konduktif elektrik, tetapi pemesinan tradisional mampu mengendalikan pelbagai jenis bahan.
- Kos operasi. Anda akan membelanjakan lebih banyak untuk mengendalikan EDM berbanding kaedah pemesinan lain. Ini kerana mesin khusus yang diperlukan, penggunaan elektrik, dan penyelenggaraan.
Aplikasi Pemesinan Nyahcas Elektrik
Di bawah ialah beberapa industri yang anda akan dapati pemesinan nyahcas elektrik digunakan terutamanya:
- Ia digunakan di sini untuk membuat acuan untuk bahagian kereta dan juga acuan untuk bahagian kereta.
- Digunakan untuk mesin bahagian enjin dan bilah turbin.
- Pengeluaran alat dan die. Digunakan untuk membuat setem, cetakan dan acuan.
- Peralatan perubatan. Ideal untuk menghasilkan peranti pembedahan dan implan yang kompleks.
- Bermanfaat dalam mencipta bahagian untuk angin, nuklear, dll.
- Digunakan untuk membuat penyambung dan bahagian semikonduktor.
- Jentera untuk pembuatan. Kepada benang mesin, gear dan komponen jentera unik yang lain.
- Penyelidikan dan pembangunan. Ideal untuk prototaip dan penciptaan bahagian eksperimen.
- Untuk mencipta komponen yang digunakan dalam kenderaan tentera serta peralatan.
- Ideal untuk mencipta bahagian infrastruktur dan penyambung.
Soalan Lazim
Betapa Tepatnya EDM?
Pemesinan nyahcas elektrik mampu mencapai toleransi +/- 0.0002. Ini menjadikannya sangat tepat dan tepat.
Kemasan mana yang boleh dicapai oleh Pemesinan Nyahcas ELEKTRIK?
Pemesinan nyahcas elektrik tidak akan meninggalkan kesan pada bahan kerja. Jadi, anda boleh mengharapkan kemasan permukaan yang unggul dengan kaedah pemesinan ini. Ambil perhatian bahawa, tahap kelajuan pemotongan juga menentukan kesempurnaan kemasan.
Kesimpulan
Memahami keunikan proses pemesinan nyahcas elektrik pastinya sesuatu yang akan membantu anda. Dalam semua butiran yang diberikan ini, anda perlu memastikan mesin yang betul digunakan untuk menjadikan proses itu sangat mudah.
Lebih banyak sumber:
Sinker EDM lwn. Wire EDM – Sumber: TSINFA
Sinker EDM – Sumber: TSINFA
Pemesinan EDM – Sumber: IQS DIRECTORY
EDM – Sumber: XOMETRY
Pengecasan EV– Sumber: BESEN

