Progressive Die Stamping 101: kompletny przewodnik dla początkujących i ekspertów
Tłoczenie umożliwia kształtowanie płaskich arkuszy materiałów, zwykle metalu, w pożądane kształty, zwykle za pomocą zestawu matryc. Jest to bardzo precyzyjna metoda, która pozwala w łatwy sposób uzyskać skomplikowane wzory. Chociaż tłoczenie można wykonywać na różne sposoby, jednym ze sposobów, który znajduje powszechne zastosowanie, jest tłoczenie progresywne.
Co to jest tłoczenie progresywne
Dzięki progresywnemu tłoczeniu matrycowemu można wykonać wiele części o skomplikowanych elementach konstrukcyjnych z bardzo małą tolerancją. Wykorzystuje pojedynczy zestaw matryc o wielu konstrukcjach do wykonywania wielu operacji na przesuwającej się blasze lub cewce.
Zalety tłoczenia progresywnego
Nowoczesne innowacje sprawiły, że projekty są jeszcze bardziej złożone i wymagają wielu operacji. Chociaż jedynym sposobem było podjęcie wysoce wyspecjalizowanych operacji ręcznych, teraz możesz osiągnąć te projekty poprzez progresywne tłoczenie.
- Możliwość wykonywania wielu operacji jednocześnie w jednym skoku prasy sprawia, że progresywne tłoczenie jest bardzo wydajne. W rezultacie czas cyklu ulega skróceniu, co pozytywnie wpływa na tempo produkcji, umożliwiając produkcję na dużą skalę.
- Optymalne wykorzystanie materiału podczas stopniowego tłoczenia matrycowego zmniejsza ilość odpadów, jednocześnie maksymalizując liczbę części wytwarzanych z każdego arkusza. Można to przypisać ścisłemu zagnieżdżaniu projektów części w układzie oraz wydajności podawania i wykorzystania pasków.
- Możliwość dokładnego odtworzenia procesu tłoczenia w przypadku dużych serii zwiększa jakość części i dokładność wymiarową. Stosowanie jednego zestawu matryc minimalizuje różnice w gotowych częściach dzięki precyzyjnemu oprzyrządowaniu i kontroli prasy.
- Szybki i ciągły charakter progresywnego tłoczenia skraca czas realizacji produkcji części. Dzięki temu możesz szybko realizować zamówienia bez utraty jakości i znacznego zwiększania kosztów.
- W porównaniu z innymi procesami produkcyjnymi, progresywne tłoczenie ma niewielki negatywny wpływ na środowisko. Dodatkowo optymalne wykorzystanie materiału zmniejsza jego marnotrawstwo, zapewniając efektywne wykorzystanie zasobów.
- Chociaż początkowa inwestycja w oprzyrządowanie i konfigurację może być wysoka, wydajność wynikająca z jednoczesnego wykonywania wielu operacji jest opłacalna. Rezultatem jest zmniejszone marnotrawstwo materiału i potrzeba wtórnego przetwarzania, co obniża koszty pracy.
- Można wykonywać stopniowe tłoczenie matrycowe w przypadku części o złożonej geometrii i cechach. Projekty oprzyrządowania mogą obejmować różne operacje, takie jak przebijanie, cięcie, formowanie, gięcie i wybijanie, w jednym procesie produkcyjnym.
- Można stosować tłoczenie progresywne w przypadku wielu materiałów, w tym stali, aluminium, miedzi, mosiądzu i ich stopów. W rezultacie można wytwarzać złożone części o różnych właściwościach materiałowych, takich jak wytrzymałość i przewodność.
Progresywny projekt tłoczenia
Wady progresywnego tłoczenia
- Wysokie koszty konfiguracji, ale pozwalają one wytwarzać precyzyjne produkty w dużych ilościach.
- Tylko produkty produkowane masowo są opłacalne.
- Niezalecane w przypadku komponentów o dużych rozmiarach.
Procedura progresywnego tłoczenia
Wykonywanie progresywnego tłoczenia matrycowego zazwyczaj obejmuje kilka etapów mających na celu zapewnienie skutecznego przekształcenia blach w kompletne części. Wykonując części metodą tłoczenia progresywnego, należy postępować zgodnie z opisaną procedurą:
- Szczegółowy projekt części jest tworzony z uwzględnieniem jej wymagań materiałowych, wymiarów, cech i tolerancji.
- Progresywna konstrukcja matrycy jest wykonywana zgodnie z produktami końcowymi. Wśród aspektów projektowych może znajdować się wiele stacji zdolnych do wykonywania określonych operacji, jak wskazano w projekcie części.
- Następnie metalową cewkę lub arkusz pożądanego materiału podaje się do prasy tłoczącej. Można go smarować lub poddać obróbce powierzchniowej w celu zmniejszenia tarcia podczas procesu tłoczenia.
- Blacha jest zaciśnięta, aby zabezpieczyć ją na miejscu, aby zapobiec ruchowi podczas procesu tłoczenia. Są to krytyczne środki bezpieczeństwa, które można znaleźć w każdej maszynie do tłoczenia progresywnego. Poza tym dobry prasa hydrauliczna powinna pomieścić różne rodzaje tłoczników.
- Podczas pracy prasy materiał przechodzi przez zestaw matryc, stopniowo poddając się określonej operacji na każdym stanowisku. Operacje są wykonywane jednocześnie.
- Podczas procesu sterowanie prasą zapewnia precyzyjne ustawienie blachy i harmonogram operacji, aby zachować wąskie tolerancje.
- Gotowe detale po przejściu przez wszystkie stanowiska są automatycznie wyrzucane z prasy za pomocą układów pneumatycznych lub wypychaczy.
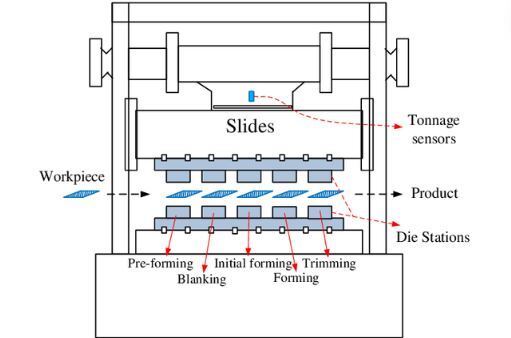
Schematyczna procedura procesu progresywnego tłoczenia
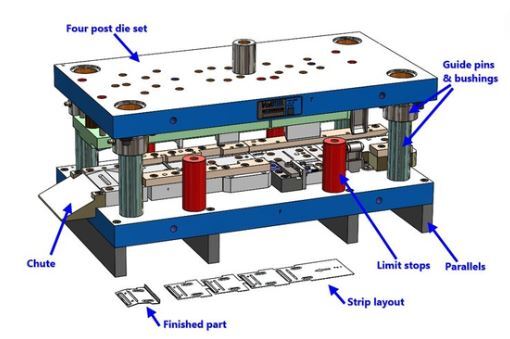
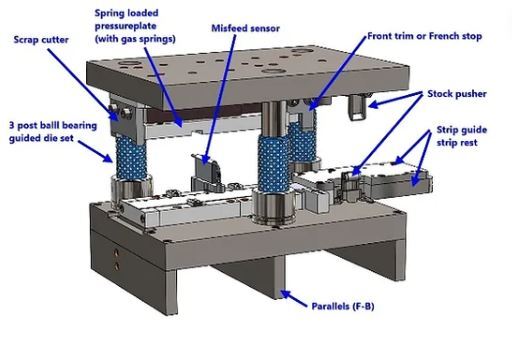
Komponenty w procesie tłoczenia progresywnego
Proces przekształcania blach w pożądane projekty poprzez progresywne tłoczenie jest możliwy dzięki kilku komponentom. Komponenty te wspólnie pracują nad produkcją misternie i precyzyjnie wykończonych części w dużych ilościach.
- Zestaw matryc: Jest to główny element stosowany w progresywnym tłoczeniu matrycowym, składającym się z wielu pojedynczych matryc w sekwencji. Każda matryca jest wykonywana w celu określenia ostatecznego kształtu części poprzez wykonanie określonej operacji. W rzeczywistości progresywna konstrukcja matrycy jest krytycznym procesem w progresywnym tłoczeniu.
- Stemple:Stemple tworzą inne kluczowe elementy matryc progresywnych. Zwykle uważane za część zestawu matryc, stemple stanowią górną część. Mają one na celu odkształcenie materiału do wymaganego kształtu poprzez wykonanie pożądanej operacji.
- Podajnik pasków: Element ten odpowiada za podawanie metalowej taśmy lub cewki do prasy tłoczącej. Precyzyjnie pozycjonuje materiał, zapewniając prawidłowe ułożenie w zestawie matryc.
- Naciskać: Siłę mechaniczną niezbędną do wykonania operacji tłoczenia na materiale zapewnia prasa. Istnieją różne typy pras stosowanych w tłoczeniu progresywnym, w tym prasy mechaniczne lub hydrauliczne.
- Kołki prowadzące i tuleje: Aby stemplowanie progresywne zakończyło się pomyślnie, górna i dolna część zestawu matryc powinna znajdować się w jednej linii. Zapewniają to kołki prowadzące i tuleje. Zapobiegają powstawaniu wad lub niedokładności wymiarowych poprzez precyzyjne pozycjonowanie matryc.
- Płyta striptizerki: Płyta zgarniająca, zwykle umieszczona nad materiałem, pomaga usunąć gotowe części ze stempli. Zapobiega przyklejaniu się części do stempli, ułatwiając płynne wyrzucanie.
Komponenty do progresywnego tłoczenia
Materiały stosowane w tłoczeniu progresywnym
Wytłaczaniu progresywnemu można poddać szeroką gamę materiałów. Zapewnia to wszechstronność w odniesieniu do wymagań aplikacji w różnych branżach. Niektóre czynniki wpływające na wybór materiału obejmują właściwości funkcjonalne, wymagania dotyczące zastosowania i koszt.
- Stal: Zarówno stal walcowana na zimno, jak i na gorąco jest stosowana ze względu na jej wytrzymałość, odkształcalność i wytrzymałość, głównie w przemyśle motoryzacyjnym, elektronicznym i AGD.
- Aluminium: Oprócz swoich stopów aluminium oferuje dobrą wytrzymałość w stosunku do masy, odkształcalności, przewodności i odporności na korozję. Aluminium można poddawać stopniowemu tłoczeniu matrycowemu w celu wytworzenia części lotniczych i samochodowych.
- Miedź: Jako materiał o wysokiej przewodności, miedź może być stosowana w procesie tłoczenia matrycowego w celu produkcji części do instalacji elektrycznych.
Techniki progresywnego tłoczenia
W procesie tłoczenia progresywnego różne operacje są wykonywane sekwencyjnie, aby skutecznie i dokładnie przekształcić płaskie blachy w gotowe części. Procesy te realizowane są na poszczególnych stanowiskach w miarę przemieszczania się materiału przez zestaw matryc.
- Wygaszanie: Wiele zestawów matryc posiada funkcję wykrawania na pierwszym stanowisku, gdzie wycinany jest początkowy kształt części, w wyniku czego powstają pojedyncze półfabrykaty.
- Rysunek: Obejmuje rozciąganie lub ciągnięcie materiału w celu utworzenia głęboko tłoczonych elementów, takich jak muszle, miseczki lub obudowy. Rysowanie można połączyć z innymi procesami, takimi jak przebijanie, w celu wytworzenia skomplikowanych części o wielu funkcjach.
- Pochylenie się: Kształtowanie półfabrykatów w trójwymiarowe profile odbywa się poprzez gięcie poprzez miejscowe przyłożenie kontrolowanego nacisku. Gięcie umożliwia składanie, tworzenie kątów, konturów i innych elementów.
- Wybijanie: Jest to proces formowania, który pozwala uzyskać precyzyjne tolerancje i gładkie powierzchnie poprzez wywieranie wysokiego ciśnienia w celu udoskonalenia tekstury powierzchni. Dzięki wybijaniu możesz spłaszczyć zmarszczki, a nawet nadać dekoracyjne wzory.
- Lamówka: Usuwanie nadmiaru materiału lub niepożądanych cech z wytłoczonych części w celu uzyskania ostatecznych wymiarów poprzez cięcie wzdłuż wyznaczonych krawędzi.
- Tłoczenie: Określone obszary części metalowej są podniesione lub zagłębione poprzez tłoczenie, tworząc elementy funkcjonalne, informacyjne lub dekoracyjne. W procesie tym wykorzystuje się matryce tłoczące męskie i żeńskie w celu uzyskania pożądanego wzoru.
- Przeszywający: Operacje przebijania tworzą otwory, szczeliny i inne otwory w półwyrobach, zwykle używane jako miejsce mocowania i otwory montażowe.
Zastosowanie progresywnego tłoczenia
Powstaje coraz więcej konstrukcji o wyrafinowanym charakterze, ułatwiających pracę i zwiększających możliwości maszyn/urządzeń. Do wytwarzania części do takich projektów stosuje się tłoczenie progresywne ze względu na ich wydajność, drobne tolerancje i powtarzalność.
- Tłoczenie progresywne służy do produkcji złączy elektrycznych, ramek przewodów, zacisków, obudów ekranujących, gniazd i wsporników o precyzyjnej geometrii.
- Panele nadwozia samochodowego, takie jak drzwi, pokrywy bagażnika, maski i błotniki, również poddawane są temu procesowi obróbki metalu w celu uzyskania precyzyjnych kształtów. Do innych wykonanych w ten sposób elementów motoryzacyjnych zaliczają się również wsporniki, zawiasy, łączniki, wsporniki siedzeń i wkładki do deski rozdzielczej.
- Blachy aluminiowe służą do wytwarzania elementów samolotów o dużej wytrzymałości na masę, takich jak wsporniki, okucia i elementy złączne, przy użyciu progresywnego tłoczenia.
- Części urządzeń konsumenckich, takich jak lodówki, piekarniki i pralki, są wytwarzane metodą progresywnego tłoczenia.
- Przemysł budowlany wykorzystuje progresywne tłoczenie do produkcji komponentów sprzętowych, takich jak wsporniki, płyty wzmacniające, zawiasy i złącza w projektach infrastrukturalnych.
- W sprzęcie wojskowym, takim jak części pojazdów, łuski amunicji i elementy broni, stosuje się tłoczenie progresywne, aby uzyskać bardzo precyzyjne części.
Jaka jest różnica pomiędzy tłoczeniem metodą progresywną a tłoczeniem metodą transferową?
- Matryce transferowe są ogólnie uważane za bardziej odpowiednie do produkcji dużych części.
- Matryce progresywne są uważane za bardziej odpowiednie do produkcji zestawów mniejszych elementów.
Wniosek
Drobne tolerancje i powtarzalność progresywnego tłoczenia sprawiają, że jest ono wszechobecne w różnych gałęziach przemysłu. Rozważając sposób wydajnej produkcji części do następnego projektu, na pierwszym miejscu powinno znaleźć się tłoczenie progresywne.
Więcej zasobów:
Cechowanie – Źródło: WIKIPEDIA
Hot Stamping – najlepszy przewodnik – Źródło: Tsinfa
Sprzedaż pras hydraulicznych – Źródło: Tsinfa