Jak zaprogramować tokarkę CNC – kompletny przewodnik
Programowanie tokarki CNC pozwoli Ci na wykonywanie precyzyjnych operacji cięcia, rzeźbienia i wiercenia.
W rzeczywistości programowanie tokarki CNC wymaga doświadczenia i wiedzy fachowej. Wynika to z faktu, że musisz znać obsługa maszyny CNC i kody.
W tym przewodniku przedstawimy szczegółowe i praktyczne podejście do procesu programowania tokarek CNC.
Spójrz:

Zrozumienie programowania tokarki CNC
Programowanie tokarki CNC to pisanie kodu, który informuje maszynę o tym, jak wykonywać cięcia, toczenia, a także kształtować obrabiany przedmiot. W tym celu Kody Gi kody M służą do opisu ruchu, prędkości i funkcjonalności zmiany narzędzi używanych w maszynie.
W idealnym przypadku wszystko to mieści się w ramach szerokiego tematu zwanego: sterowanie numeryczne.
Przygotowanie do programowania tokarki CNC
1. Wybór właściwej tokarki CNC
To jest dla Ciebie Obróbka CNC potrzebuje, że powinieneś wybrać odpowiedni Tokarka CNCIstnieją różne rodzaje tokarek CNC, takie jak poziome CNC,pionowe CNC, I Szwajcarskie typy CNC, oferując różne zalety. Tokarka typu szwajcarskiego jest idealna do osiągania precyzji w przypadku małych, złożonych części.
Z drugiej strony, tokarki poziome lepiej wspierają i stabilizują większe komponenty. Twój wybór będzie również zależał od różnych aspektów, takich jak moc wrzeciona, pojemność narzędzia i funkcje automatyczne. W ten sposób spełnienie wymagań produkcyjnych zapewnia, że unikniesz nieefektywności i kosztownych błędów w swojej maszynie.
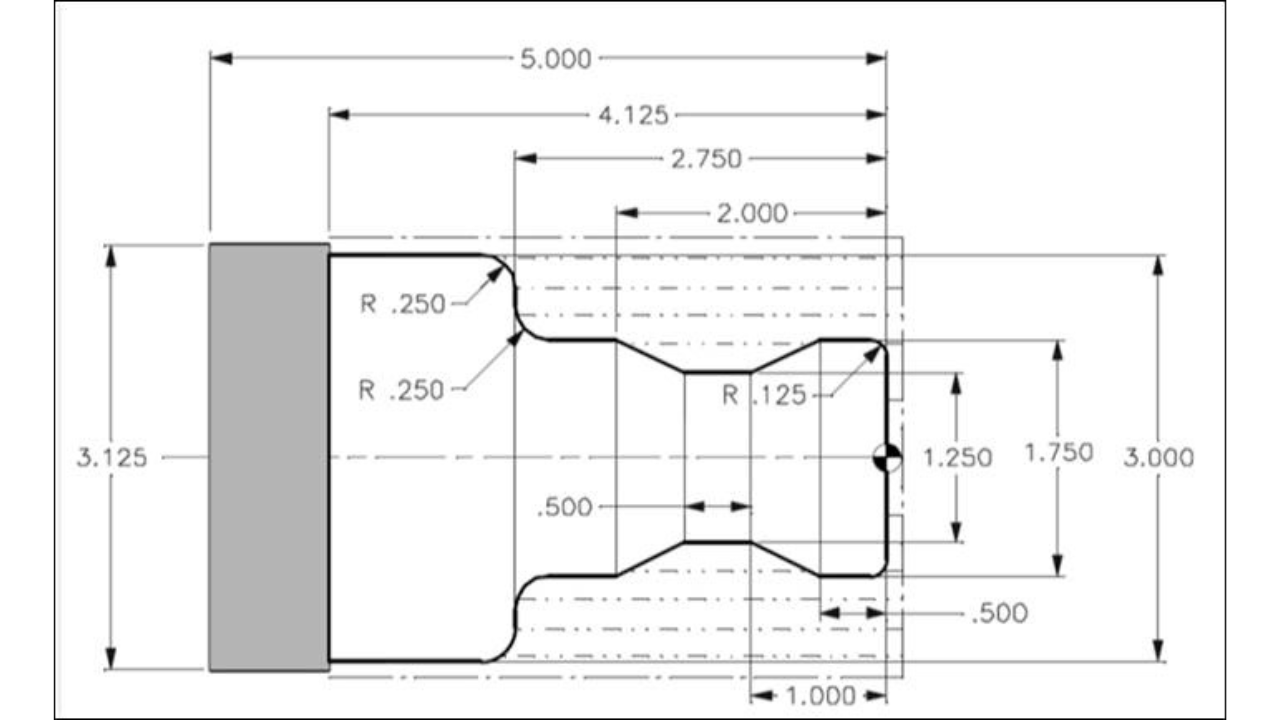
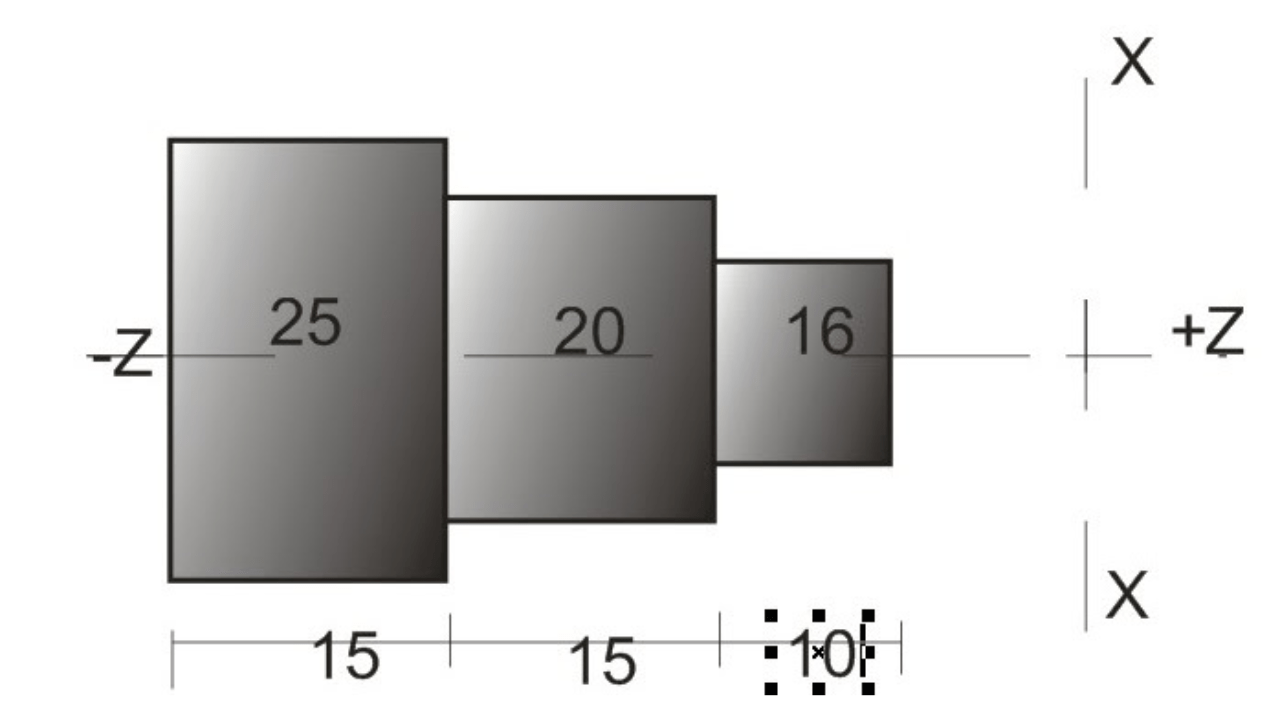
2. Znaj specyfikacje przedmiotu obrabianego
Programowanie dowolnej tokarki CNC wymaga pewnych wstępnych czynności, w tym wiedzy na temat materiałów i wymiarów, zwłaszcza w przypadku przedmiotu obrabianego. Należy na przykład zauważyć, że parametry cięcia różnią się między metalami, takimi jak aluminium, stal i tytan, a polimerami lub kompozytami.
Ponadto każdy z podanych materiałów reaguje inaczej na ciepło i ciśnienie, co wpływa na szybkość posuwu, a nawet wybór narzędzia. Nieuwzględnienie tych aspektów skutkuje błędnymi cięciami, zbyt dużą ilością odpadów lub zniszczeniem narzędzia.
3. Wybór odpowiednich narzędzi do cięcia
Jeśli chodzi o precyzję, trwałość narzędzia i wydajność, najważniejszym czynnikiem przy wyborze narzędzia skrawającego jest wybór narzędzia skrawającego. Wybierz uchwyt narzędzia i wkładkę, które są odpowiednie do materiału obrabianego przedmiotu i rodzaju procesu obróbki.
Płytki węglikowe lepiej nadają się do skrawania z dużą prędkością, natomiast narzędzia ze stali szybkotnącej sprawdzą się lepiej przy niższych prędkościach skrawania, ponieważ są na ogół bardziej elastyczne.
Geometria narzędzia, w szczególności kąty natarcia i łamacz wiórów również odgrywają rolę w wykończeniu powierzchni i odprowadzaniu wiórów. Zatem używanie właściwych narzędzi zmniejsza zużycie, skraca przestoje i przyczynia się do ogólnej wydajności obróbki.
4. Metody mocowania i mocowania
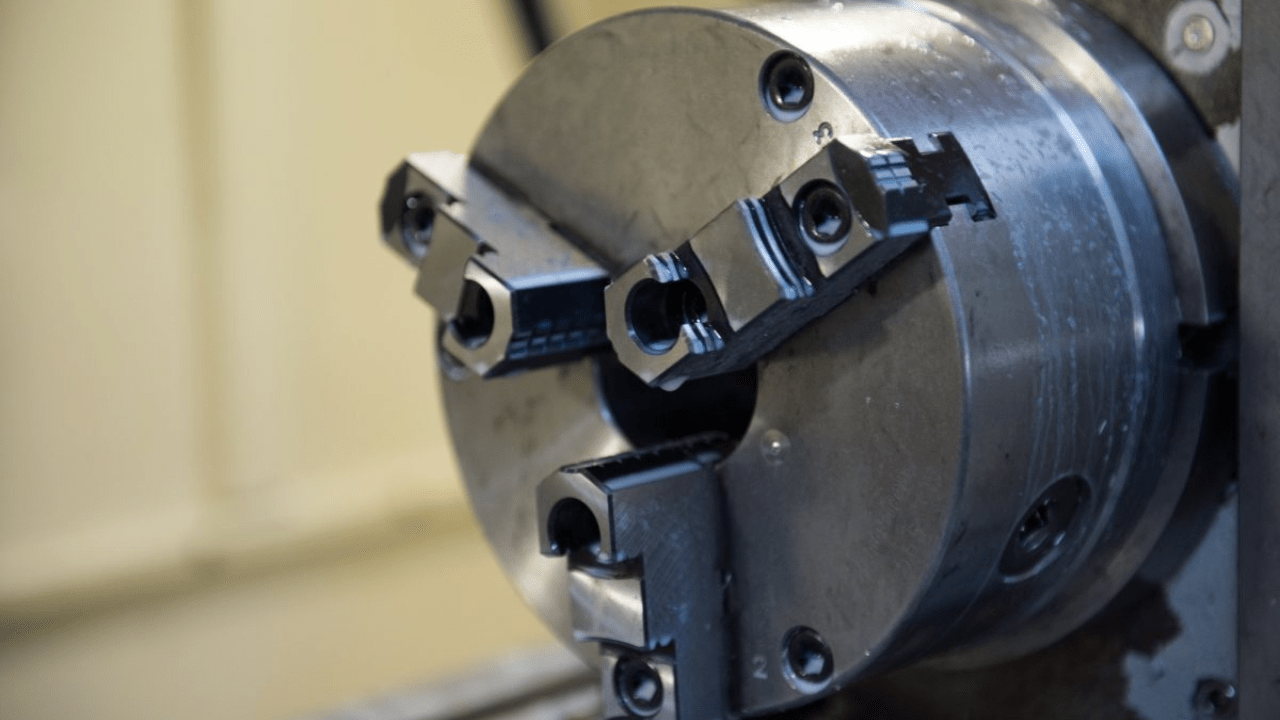
Sposób mocowania przedmiotu obrabianego powinien zapobiegać ruchowi podczas obróbki, a tym samym zwiększać dokładność. Uchwyty obejmują między innymi uchwyty, tuleje zaciskowe i płyty czołowe, które najlepiej sprawdzają się w przypadku różnych części.
Uchwyt trójszczękowy nadaje się do ogólnego trzymania okrągłych elementów obrabianych, natomiast tuleja zaciskowa zapewnia większą precyzję w przypadku mniejszych części. Z drugiej strony płyty czołowe zabezpieczą elementy obrabiane o nietypowych kształtach.
Dlatego dobre mocowanie zmniejsza wibracje, utrzymuje obrabiany przedmiot stabilnie i zapobiega niewspółosiowości podczas obróbki. Jeśli obrabiany przedmiot nie jest odpowiednio zabezpieczony, spowoduje to niedokładność lub uszkodzenie maszyny.
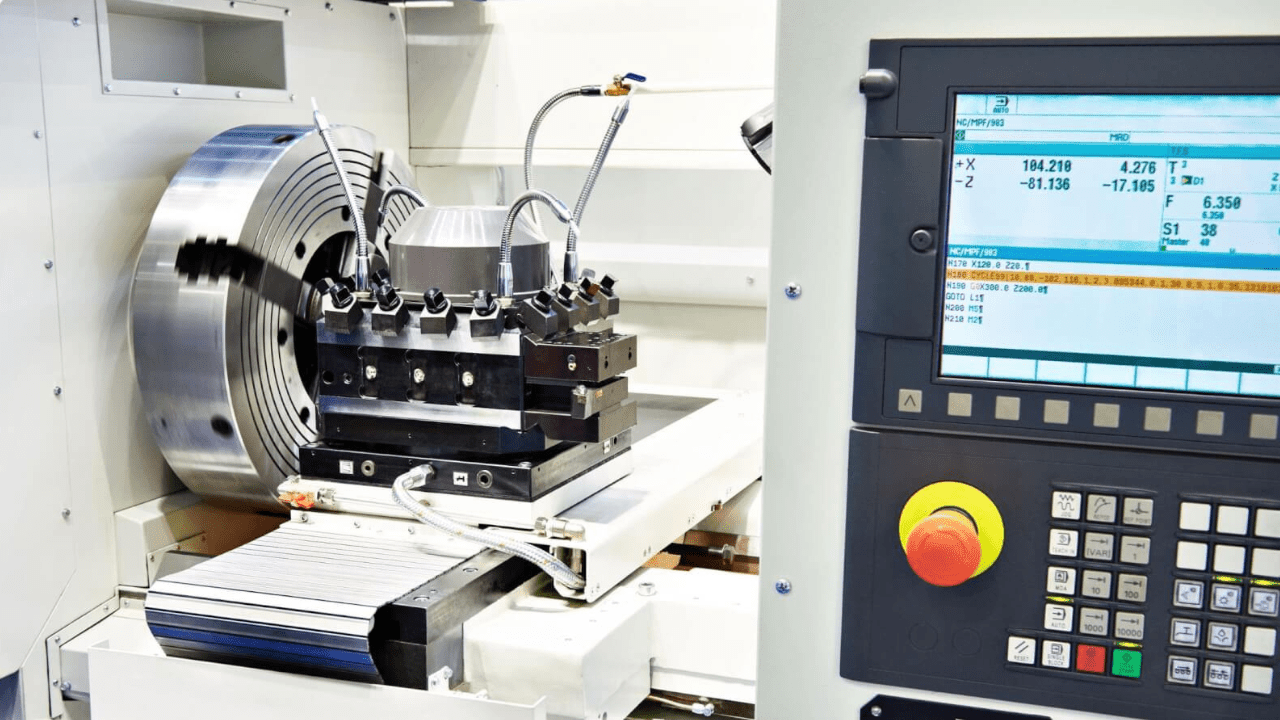
Konfiguracja tokarki CNC
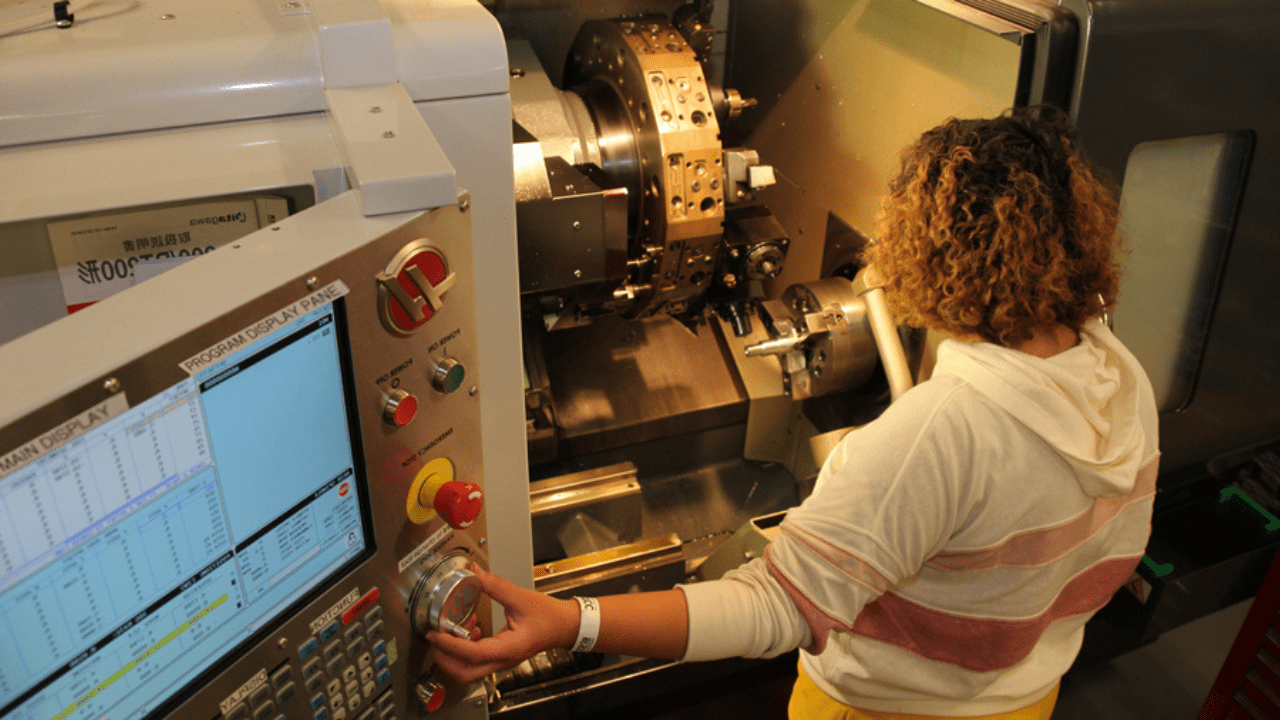
· Włączanie i inicjalizacja maszyny
Pierwszym krokiem w programowaniu i cięciu na tokarce CNC jest włączenie maszyny. Po włączeniu maszyny system sterowania przeprowadza autodiagnostykę, aby sprawdzić, czy wszystko działa prawidłowo.
Na przykład proces powrotu do pozycji początkowej to taki, który przesuwa maszynę do pozycji odniesienia, resetując oś i przygotowując ją do precyzyjnego ruchu. Pominięcie tego procesu może prowadzić do niewspółosiowości lub błędnego pozycjonowania narzędzia. Za pomocą panelu sterowania można sprawdzić ustawienia systemu, przesunięcia narzędzi i parametry wrzeciona przed rozpoczęciem obróbki.
· Załadunek przedmiotu obrabianego i jego prawidłowe zabezpieczenie
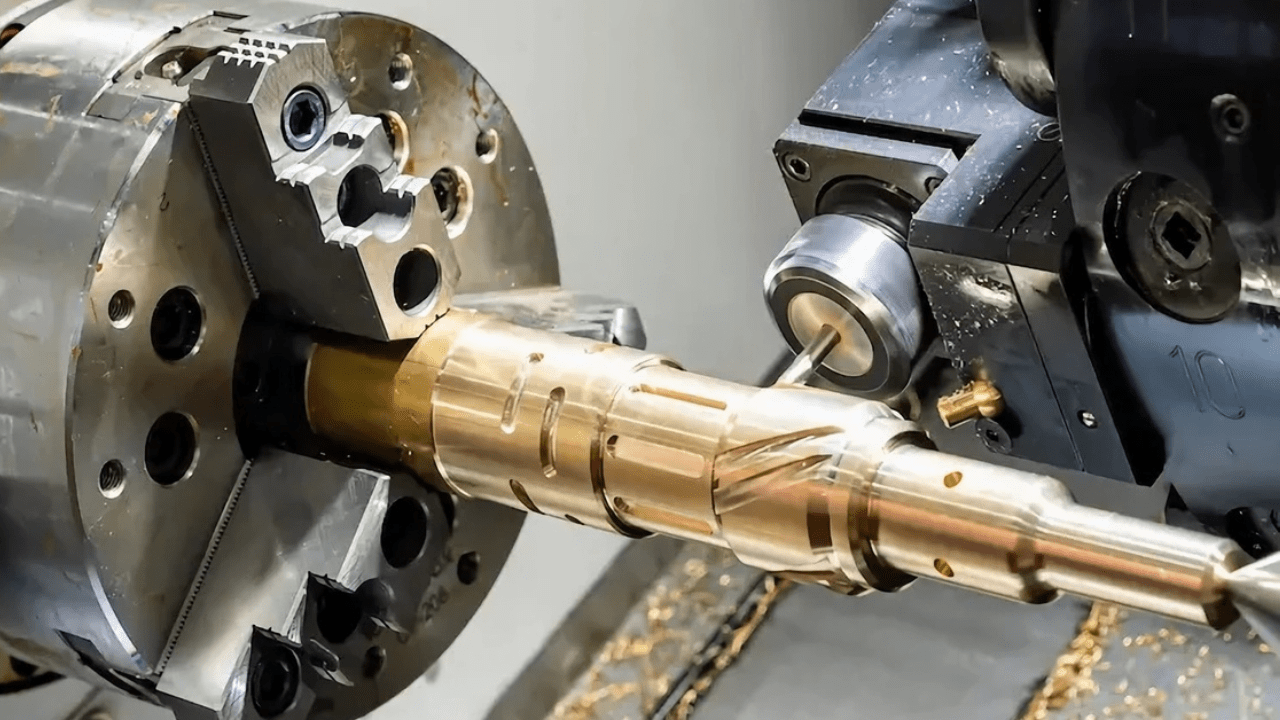
Dobre pozycjonowanie przedmiotu obrabianego jest wymagane do precyzyjnej obróbki. W zależności od kształtu, rozmiaru i rodzaju materiału przedmiotu obrabianego wybiera się metodę mocowania przedmiotu obrabianego.
Na przykład, użyjesz uchwytu trójszczękowego do obróbki okrągłych części, ale potrzebujesz uchwytu czteroszczękowego, aby zabezpieczyć nieregularne kształty i umożliwić dokładniejsze ustawienie. W przypadku małych części uchwyt tulejowy chwyta je odpowiednio, nie wywierając tak dużego nacisku. W ten sposób dobre ustawienie zapobiega wibracjom, co jest niezbędne do zapewnienia płynnego i precyzyjnego cięcia.
Ponadto siły zacisku muszą być zrównoważone, aby zapobiec odkształceniu przedmiotu obrabianego. Nadmierne zaciskanie może prowadzić do zmiażdżenia przedmiotu obrabianego, podczas gdy niewystarczające zaciskanie może spowodować jego ześlizgnięcie się.
Dlatego należy przetestować tokarkę, ręcznie obracając wrzeciono, aby sprawdzić, czy obrabiany przedmiot trzyma się mocno. Jeśli zauważy się jakikolwiek ruch lub chwiejność w obrabianym przedmiocie, należy dokonać regulacji, aby uniknąć błędów obróbki. W ten sposób prawidłowe mocowanie oznacza mniejsze prawdopodobieństwo złamania narzędzia i większą dokładność wymiarową w trakcie procesu.
· Wybór narzędzia i konfiguracja przesunięcia narzędzia
Wybór właściwego narzędzia do pracy decyduje o wydajności cięcia i wykończeniu powierzchni. Istnieją różne narzędzia, które wykonują różne operacje, takie jak obróbka zgrubna, wiercenie, wykańczanie i gwintowanie.
Na przykład płytki węglikowe są bardzo trwałe, a zatem nadają się do szybkiego cięcia metali, a stale szybkotnące są bardziej elastyczne w przypadku obróbki miękkich materiałów.
Z drugiej strony uchwyty narzędziowe są niezbędne do zapewnienia stabilności i minimalizacji ugięcia. Dlatego sztywny zestaw narzędzi pozwala na bardzo małe drgania, wydłużając żywotność narzędzia i umożliwiając powtarzalne wyniki.
Dodatkowo, offsety narzędzi są używane do precyzyjnego cięcia. Każde narzędzie ma oddzielny offset używany do zdefiniowania dokładnej pozycji tego narzędzia względem przedmiotu obrabianego. Bez prawidłowego wprowadzenia tych wartości do sterowania CNC, nie można zapewnić prawidłowej głębokości cięcia i mogą wystąpić kolizje.
Niektóre maszyny zapewniają automatyczny pomiar narzędzia za pomocą sondy, podczas gdy inne wymagają ręcznego wprowadzania danych. Sprawdzenie przesunięcia narzędzia przed rozpoczęciem jakiejkolwiek operacji obróbki pomaga wyeliminować kosztowne błędy i utrzymać jakość części.
· Ustawienie punktu zerowego przedmiotu obrabianego
Zerowanie oznacza, że tokarka CNC może dokładnie wykonywać wszystkie zaprogramowane polecenia. Jest to punkt odniesienia dla maszyny, aby rozpocząć cięcie. Ponieważ większość tokarek przyjmuje obecnie system offsetu roboczego, taki jak G54 do G59, różne pozycje zerowe można zdefiniować dla kilku ustawień.
Jest to istotne, ponieważ jeśli punkt ten nie zostanie ustawiony prawidłowo, narzędzie będzie ciąć w niewłaściwym miejscu i uszkodzi obrabiany przedmiot lub sprzęt.
Zwykle punkt zerowy można zdefiniować za pomocą narzędzia dotykowego lub lokalizatora krawędzi. W niektórych tokarkach CNC automatyczne systemy sondowania ustawiają tę pozycję dokładnie. Po ustawieniu punktu zerowego wszystkie ścieżki narzędzi są mierzone od tego odniesienia.
Niedopełnienie tego obowiązku doprowadzi do nieprawidłowo zmierzonych części i zmarnowanego materiału. Dokładne ustawienie zerowego odniesienia zapewnia prawidłowe wyrównanie części i pozwala uniknąć błędów podczas obróbki.
· Obliczenia prędkości wrzeciona i szybkości posuwu
Prędkość wrzeciona to prędkość, z jaką obraca się narzędzie tnące, natomiast szybkość posuwu odpowiada szybkości, z jaką frez porusza się w materiale. Należy ostrożnie ustawić te dwa parametry, aby skutecznie usuwać materiał bez zużycia narzędzia.
Ponadto idealny zakres zmienia się w zależności od materiału obrabianego przedmiotu, typu narzędzia i wymaganego wykończenia powierzchni. Niższe prędkości są potrzebne w przypadku twardszych materiałów, a wyższe prędkości są tolerowane w przypadku materiałów miękkich, bez gromadzenia się ciepła.
Prędkość posuwu wpływa również na wydajność cięcia i formowanie wiórów. Dlatego też niska prędkość posuwu zapewni gładkie wykończenie, ale może również ocierać narzędzie, zmniejszając tym samym jego żywotność.

Pisanie programu tokarki CNC
1. Format i struktura programu
Programy CNC wymagają określonego formatu. Każdy wiersz składa się z kodów G (polecenia ruchu) i kodów M (polecenia maszyny). Dobre formatowanie zapewnia brak błędów i płynne wykonywanie.
2. Komentarze i dokumentacja
Programowanie w formie komentarzy pozwala programiście zrozumieć kod później. Na przykład „TOOL CHANGE FOR ROUGH CUTTING” opisuje, do czego służy to polecenie. Dobrze udokumentowane programy zmniejszają ryzyko pomyłki i są niezbędne do wykrywania błędów.
3. Ważne kody G i M CNC
Kody G używane w operacjach toczenia (G00, G01, G02, G03)
- G00 – Ruch szybki (ruch bez cięcia)
- G01 – Cięcie w linii prostej przy kontrolowanym posuwie
- G02 – Cięcie łukiem w kierunku zgodnym z ruchem wskazówek zegara
- G03 – Cięcie łukiem w kierunku przeciwnym do ruchu wskazówek zegara
Ruch i pozycjonowanie narzędzi
- G90 (Pozycjonowanie bezwzględne): Ruchy oparte są na punkcie odniesienia zerowego.
- G91 (Pozycjonowanie przyrostowe): Ruchy są oparte na poprzedniej pozycji.
Polecenia sterowania wrzecionem i zmiany narzędzia (M03, M04, M06)
- M03 – Wrzeciono włączone (zgodnie z ruchem wskazówek zegara)
- M04 – Wrzeciono włączone (przeciwnie do ruchu wskazówek zegara)
- M06 – Wymiana narzędzi
Tworzenie podstawowego programu tokarki CNC
1. Polecenia konfiguracji początkowej
Przed rozpoczęciem obróbki należy dokonać odpowiednich ustawień, aby zapewnić płynne działanie. Program rozpoczyna się od poleceń przygotowawczych, które ustawiają maszynę do operacji.
Na przykład polecenie G21 służy do ustawiania jednostek metrycznych, natomiast polecenie G20 służy do ustawiania jednostek calowych, co pozwala uniknąć błędów konwersji.
Układ współrzędnych roboczych musi być również ustalony za pomocą G54, G55 lub innych offsetów. Określa to położenie przedmiotu obrabianego, aby można było wykonywać dokładne ruchy.
Właściwa aktywacja wrzeciona i wybór narzędzia są również uwzględnione w konfiguracji. Polecenie M03 aktywuje wrzeciono w kierunku zgodnym z ruchem wskazówek zegara, podczas gdy polecenie M04 uruchamia je w kierunku przeciwnym do ruchu wskazówek zegara. Należy przypisać prędkość wrzeciona poleceniem S zgodnie z wymaganiami ciętego materiału.
Ponadto wybór właściwego narzędzia za pomocą T i M06 spowoduje załadowanie przez maszynę właściwego frezu. Te polecenia są elementami składowymi uporządkowanego i wydajnego procesu obróbki, bez którego maszyna po prostu nie wiedziałaby, jak prawidłowo działać.
2. Polecenia przejścia zgrubnego i wykańczającego
Operacje zgrubne mają na celu szybkie i wydajne pozbycie się nadmiaru materii. Polecenia takie jak G00 do szybkiego pozycjonowania i G01 do kontrolowanych ruchów liniowych są stosowane do prowadzenia narzędzia przez całą pierwszą operację cięcia.
Aby określić odpowiednią prędkość posuwu, biorąc pod uwagę prędkość i siły skrawania, należy użyć polecenia F.
Dlatego też obróbki zgrubne zazwyczaj obejmują kilka przyrostów głębokości, aby zminimalizować naprężenia narzędzia i zapobiec gromadzeniu się nadmiernego ciepła.
3. Operacje wiercenia, gwintowania, rowkowania
Do wiercenia konieczne jest dokładne pozycjonowanie i kontrola głębokości, aby dokładnie wykonać otwory. Prosty cykl wiercenia jest aktywowany przez G81, podczas gdy wiercenie udarowe jest wykonywane przez G83.
Dodatkowo należy wskazać prędkość wrzeciona, szybkość posuwu i głębokość, aby zapobiec pęknięciu narzędzia. Połączenie prawidłowego rozmiaru wiertła i właściwego użycia chłodziwa może pomóc utrzymać jakość otworu i żywotność narzędzia na najwyższym poziomie.
W rezultacie nieodpowiednia strategia wiercenia powoduje gromadzenie się wiórów, odchylenie narzędzi i zmiany średnic otworów.
Gwintowanie synchronizuje obrót wrzeciona, a także ruch narzędzia. G76 i G92 ustawiają polecenia do wykonywania dokładnych gwintów zewnętrznych lub wewnętrznych. Aby uniknąć rozdarcia materiału i nadmiernego zużycia narzędzia, należy kontrolować głębokość skrawania.
W przypadku operacji rowkowania narzędzia są również używane do wycinania wgłębień lub kanałów w obrabianym przedmiocie. Narzędzia są poddawane mniejszemu naprężeniu, a usuwanie wiórów jest łatwiejsze dzięki komendzie G75 peck grooving.
4. Korzystanie z podprogramów i pętli
Podprogramy ułatwiają programowanie powtarzalnych procesów obróbki. Na przykład polecenia M98 wywołują podprogram, dzięki czemu można ponownie wykorzystać wstępnie wprowadzone sekwencje cięcia. Oszczędza to czas i zmniejsza prawdopodobieństwo wystąpienia błędu w programowaniu.
W przypadku obróbki wielu identycznych części podprogramy zapewniają, że ten sam kod zostanie zastosowany bez przepisywania kodu. Zaniedbanie stosowania podprogramów prawie zawsze skutkuje długimi programami, które stają się coraz trudniejsze do debugowania i modyfikowania.
Ponadto pętle upraszczają optymalizację ruchów narzędzi, zapewniając możliwość powtarzania pewnych poleceń. Na przykład polecenie M99 umożliwia zapętlenie dowolnego podprogramu używanego w produkcji. Pętle można stosować do powtarzających się operacji, takich jak wiercenie otworów, gwintowanie lub konturowanie.
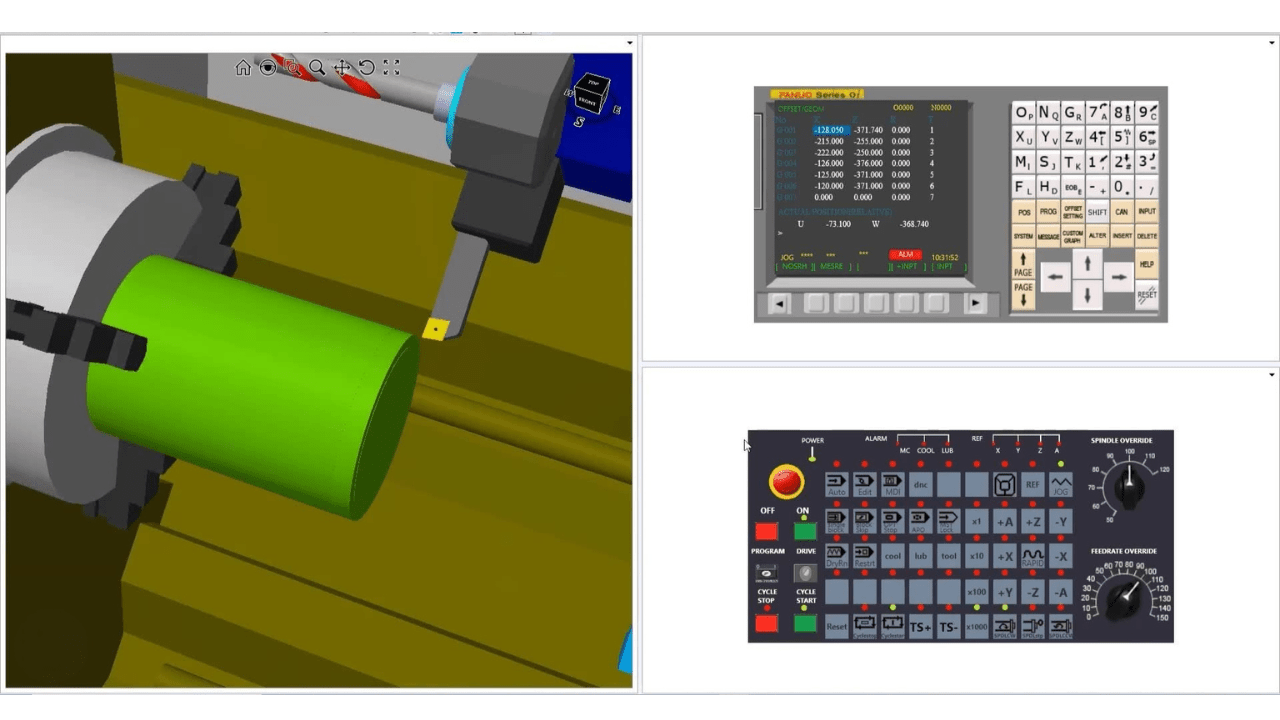
Wprowadzanie i symulacja programu
1. Przenoszenie programu na tokarkę CNC
Nadal musisz przenieść program na maszynę po zakończeniu pisania programu tokarki CNC. Użycie napędów USB, bezpośredniego sterowania numerycznego lub bezpośredniego pisania za pomocą panelu sterowania to powszechne metody przesyłania w większości tokarek CNC.
Najprostszym i najszybszym sposobem przesyłania programów dla samodzielnych maszyn jest transfer USB. Direct Numerical Control łączy tokarkę CNC z komputerem i umożliwia przesyłanie danych w czasie rzeczywistym.
Z drugiej strony, ręczne wprowadzanie kodu wymaga ostrożnych naciśnięć klawiszy, aby uniknąć błędów, ale niewielką zmianę można wprowadzić bezpośrednio na maszynie. Większość tych metod transferu zależy od Twojego przepływu pracy, możliwości maszyny i wymagań narzuconych na złożoność programu.
2. Przeprowadzenie próby na sucho
Przeprowadzenie próby przed obróbką części pomaga sprawdzić dokładność programowania. Próba pozwala tokarce CNC wykonać program, podczas gdy nie tnie ona materiału, dzięki czemu ruchy narzędzia naprawdę podążają zamierzoną ścieżką.
Próba na sucho pomogłaby znaleźć nieprawidłowe przesunięcia narzędzi, niewspółrzędne i nieoczekiwane awarie narzędzi spowodowane błędami programowania. Wiele tokarek CNC ma opcję symulacji graficznej do wizualnej reprezentacji ruchów narzędzi, dzięki czemu łatwiej jest dostrzec błędy. Takie wczesne wykrywanie pomaga uniknąć kosztownych błędów i uszkodzeń maszyny lub przedmiotu obrabianego.
Ponadto próba będzie obejmować monitorowanie zachowania ścieżki narzędzia, aby zapewnić płynną pracę. Jeśli występują niepożądane zatrzymania, nagłe szarpnięcia lub wrzeciono używa nieprawidłowej prędkości, oznacza to, że występuje błąd programowania i należy go naprawić.
Ponadto sprawdzanie prędkości posuwu i zmian narzędzi podczas symulacji dodatkowo zapewni, że każda operacja zostanie wykonana zgodnie z przeznaczeniem. W przypadku wystąpienia błędu analiza programu wiersz po wierszu skoryguje błąd.
3. Ścieżki narzędzi debugowania
Nawet po dobrym próbnym przebiegu, Twoja analiza programu pod kątem optymalizacji poprawia wydajność obróbki. Przegląd ścieżki narzędzia pomaga zapewnić, że każdy ruch porusza się po najbardziej bezpośredniej i wydajnej ścieżce.
Nadmierne cofanie narzędzi, zbyt szybkie ruchy i niepotrzebne przejścia po prostu wydłużają czas cyklu i uszkadzają narzędzia skrawające. W związku z tym dostosowanie tych ścieżek skraca czas obróbki bez uszczerbku dla dokładności.
Ponadto, dostrajając prędkość posuwu i prędkość wrzeciona do charakterystyki cięcia danego materiału, zapewniona jest optymalna wydajność programu. W ten sposób drobne interwencje w tym miejscu zapewniają zwiększoną wydajność i dłuższą żywotność narzędzia.
Ponadto ostatni krok debugowania oznacza znalezienie i skorygowanie ostatnich błędów w programie. Dokładna weryfikacja kodów G i kodów M zapewnia, że pozwalają one na działanie każdego polecenia zgodnie z jego poleceniem. Sprawdzenie brakujących zmian narzędzi, nieprawidłowego czasu oczekiwania lub sprzecznych poleceń zapobiega nieuzasadnionym przerwom podczas obróbki.
Uruchamianie programu na tokarce CNC
· Weryfikacja konfiguracji przed wykonaniem
Przed użyciem sprawdź wyrównanie wrzeciona i przedmiotu obrabianego, a także liczbę przesunięć narzędzia.
· Rozpoczęcie procesu obróbki krok po kroku
Zacznij od wykonywania jednego kroku na raz, aby mieć pewność, że wszystkie ruchy są poprawne, zanim uruchomisz cały program.
· Monitorowanie zużycia narzędzi
Należy stale obserwować zużycie lub pękanie narzędzia. Może się zdarzyć, że prędkość posuwu będzie musiała zostać zoptymalizowana lub narzędzia będą zużyte i będą wymagały wymiany.
· Radzenie sobie z nieoczekiwanymi błędami
W przypadku alarmu należy zatrzymać maszynę i zdiagnozować problem korzystając z ekranu CNC lub instrukcji.

Kontrola jakości postprodukcji
· Kontrola gotowego przedmiotu obrabianego
Używając suwmiarki lub mikrometru należy porównać wymiar całkowity z proponowanym.
· Pomiar wymiarów
Mierniki chropowatości są pomocne przy sprawdzaniu prawidłowości wykończenia.
· Regulacja przesunięć
Jeśli pomiary różnią się nieznacznie, należy dostosować tolerancje poprzez zmianę przesunięcia przedmiotu obrabianego lub narzędzia w celu zwiększenia dokładności.
· Zapisywanie i optymalizacja programu do wykorzystania w przyszłości
Należy zawsze zachowywać działające programy i optymalizować kodowanie w celu skrócenia czasu obróbki.
Techniki programowania tokarek CNC klasy high-end
1. Używanie makr i parametrów
Za pomocą makr i programowania parametrycznego możesz łatwo zautomatyzować powtarzające się zadania, zwiększając w ten sposób elastyczność swojego programu.
Zamiast pisać oddzielne kody dla mniej lub bardziej podobnych operacji, możesz zdefiniować zmienne i użyć warunków, aby ścieżki narzędzi mogły być tworzone dynamicznie. To z kolei oszczędza czas programowania i sprawdza błędy. Ponadto umożliwia szybką modyfikację wymiarów i tolerancji bez konieczności przepisywania całego programu.
2. Korzystanie z oprogramowania CAD CAM
Oprogramowanie CAD CAM umożliwia projektowanie i generowanie programów CNC do produkcji bardzo skomplikowanych komponentów. Umożliwia tworzenie modeli cyfrowych i automatyczne generowanie zoptymalizowanych ścieżek narzędzi zamiast ręcznego tworzenia każdego ruchu w programie. Dzięki tej metodzie można osiągnąć precyzję i zmniejszyć liczbę błędów ludzkich.
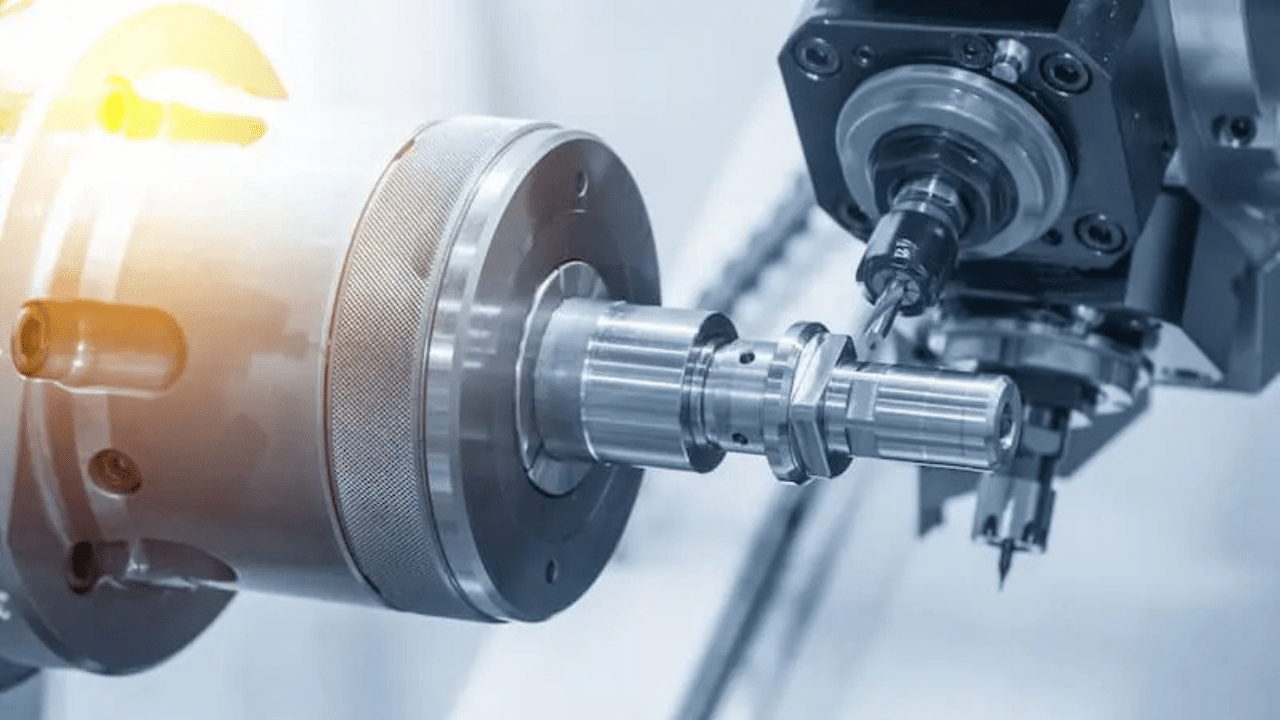
3. Toczenie wieloosiowe
Szeroki zakres zaawansowanych geometrii można obrabiać w jednym ustawieniu, stosując toczenie wieloosiowe. Zamiast przesuwać obrabiany przedmiot do różnych ustawień, jednoczesny ruch z osiami umożliwi operacje toczenia, frezowania lub wiercenia.
Dzięki integracji narzędzi na żywo, operacje frezowania, wiercenia lub gwintowania są wykonywane na tokarce. Skraca to czas cyklu, a także dalszą obróbkę maszynową. Stąd wykorzystanie technologii wieloosiowej zwiększa precyzję i poprawia wydajność.
4. Automatyzacja
Automatyzacja i adaptacyjna obróbka umożliwiły zwiększenie wydajności procesu produkcji. Zautomatyzowane zmieniacze narzędzi wraz z ładowarkami robotów utrzymują nieprzerwane procesy, redukując kontakt z ludźmi.

Typowe błędy w programowaniu tokarek CNC i jak ich unikać
· Nieprawidłowe przesunięcia narzędzi i ustawienia współrzędnych
Nieprawidłowe przesunięcia mogą prowadzić do rozbieżności i błędów obróbki, dlatego zawsze należy sprawdzić wartości przed cięciem.
· Niewłaściwy dobór posuwu i prędkości
Nieprawidłowe ustawienia skutkują słabym wykończeniem lub zużyciem narzędzia. Dlatego należy postępować zgodnie z zaleceniami producenta.
· Ignorowanie procedur bezpieczeństwa
Omijając kontrole bezpieczeństwa, ryzykujesz nie tylko uszkodzeniem maszyny, ale i odniesieniem obrażeń.
· Błędna interpretacja funkcji kodu G i kodu M
Głębsze zrozumienie każdego polecenia pomaga zapobiegać nieprzewidywalnym ruchom narzędzia.
Wniosek
Precyzja i konfiguracja programu tokarki CNC wymagają dużej koncentracji i ostrożności. Ponadto znajomość kodu G, narzędzi i kontroli jakości pomoże Ci w tworzeniu programów, które są szybkie i wolne od błędów.
Jeśli szukasz ekspertów w zakresie produkcji i programowania tokarek CNC, technicy TSINFA są tutaj, aby Ci pomóc – Skontaktuj się z nami teraz.