
Ile osi jest w tokarce CNC?
The Tokarka CNC jest definicją cudu technologii w kontekście konfiguracji wieloosiowych. Te osie zapewniają osiągnięcie optymalnych rezultatów dla Twoich projektów. Więc jakie są te osie, które napędzają tę wszechstronną maszynę?
Osie główne w tokarce CNC
1. Oś X
Ruchy promieniowe narzędzi skrawających na tokarce CNC są zarządzane przez oś kierunkową X. Ten ruch promieniowy jest prostopadły do osi wrzeciona i kontroluje głębokość, z jaką narzędzia wchodzą w obrabiany przedmiot. Programowanie ruchów osi X odpowiada kontrolowaniu średnic gotowego produktu.
Co więcej, precyzja i dokładność osi X bezpośrednio wpływają na ogólną dokładność wymiarową Twoich części. Za każdym razem, gdy regulujesz tę oś, w rzeczywistości przesuwasz narzędzie tnące w kierunku środka osi lub od niego. Możesz porównać swoją oś X do kontrolera średnicy, ponieważ kontroluje on grubość lub cienkość obrabianego przedmiotu podczas obróbki.
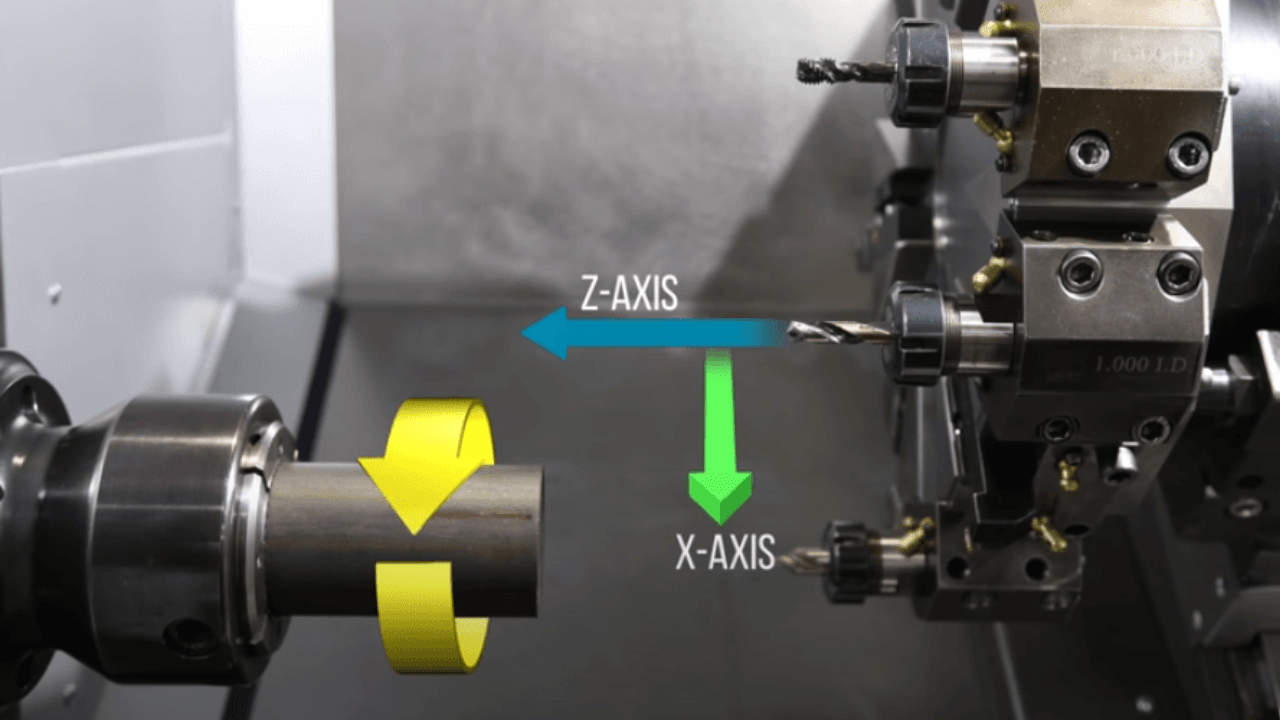
2. Oś Z
Oś Z ilustruje wzdłużny ruch narzędzia tnącego wzdłuż osi wrzeciona. Dzięki temu narzędzie może pracować wzdłuż długości przedmiotu obrabianego. Oś ta zapewnia, że określone cechy znajdują się w precyzyjnych pozycjach na przedmiocie obrabianym.
Ponadto oś Z wybiera, gdzie na obrabianym przedmiocie ma nastąpić cięcie. Jest to szczególnie ważne w sytuacjach, w których obrabiane są różne elementy w różnych miejscach. To ruch osi Z definiuje pomiary długości ramion, rowków i innych podłużnych elementów na Twojej części.
Osie X i Z współpracują ze sobą podczas normalnych operacji toczenia, planowania i gwintowania. Gdy cylindryczny przedmiot obrabiany obraca się, oś X umożliwia głębsze cięcia, podczas gdy narzędzie porusza się wzdłużnie w dół przedmiotu obrabianego, sterowane przez oś Z. Podczas planowania oś Z przesuwa narzędzie w kierunku przedmiotu obrabianego, podczas gdy oś X porusza się po powierzchni.
W przypadku nacinania gwintów jednoczesny ruch osi X i Z zapewnia, że cięcie jest nieco głębsze przy każdym przejściu. W tym przypadku ruch osi Z podąża za skokiem gwintu.
Dodatkowe osie w zaawansowanych tokarkach CNC
1. Oś Y
Pod kątem prostym do osi X i Z oś Y zapewnia ruch, który umożliwia tworzenie cech poza środkiem, takich jak rowki wpustowe, szczeliny lub otwory mimośrodowe. Wprowadzenie dodatkowej osi spowoduje gwałtowny wzrost możliwości frezowania.
Zwiększa to funkcjonalność Twojej tokarki CNC, stając się bardziej wydajnym centrum obróbczym dzięki opcji osi Y. Cechy asymetryczne nie mogą być ani całkowicie okrągłe, ani osiowo symetryczne. Otwory niecentralne, płaskie powierzchnie i złożone kontury są znacznie bardziej osiągalne dzięki tej maszynie. We współczesnych centrach tokarsko-frezarskich oś ta jest powszechnie kojarzona zarówno z frezowaniem, jak i toczeniem części w jednym ustawieniu.

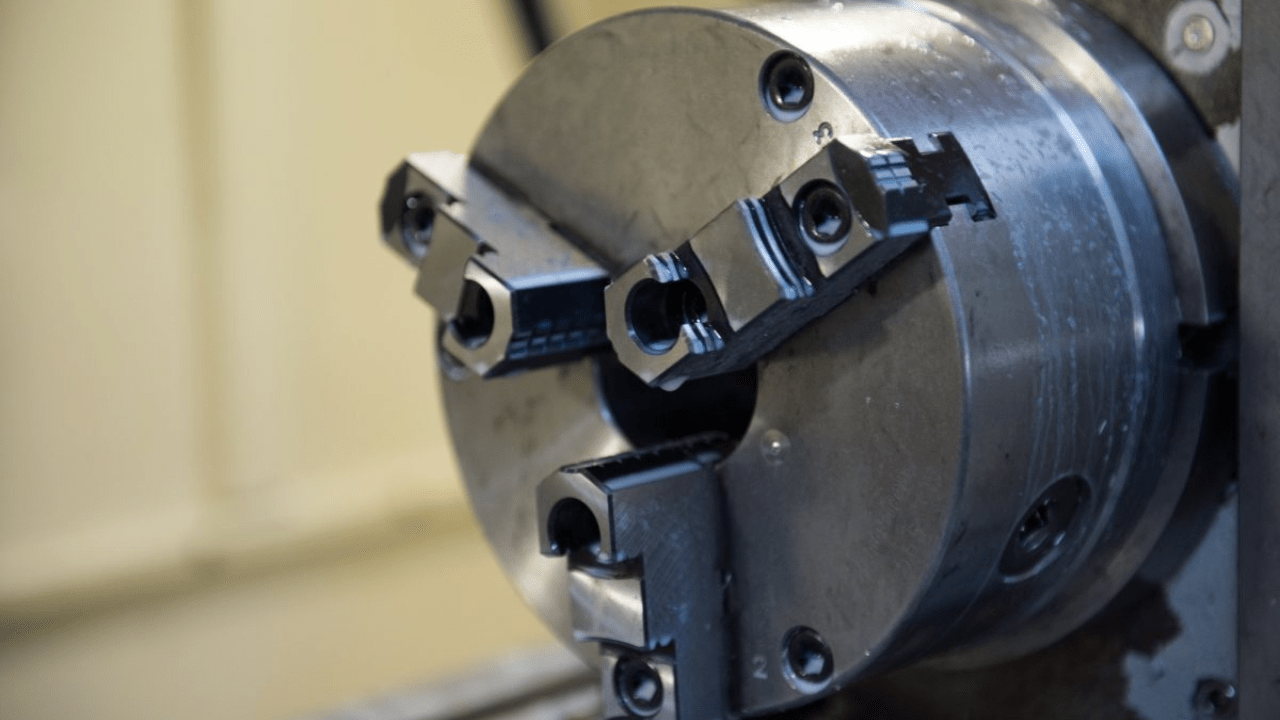
2. Oś C
Oś C to sterowanie obrotem wrzeciona. Oś ta umożliwia pozycjonowanie przedmiotu obrabianego w ustalonych pozycjach kątowych. Obróbka elementów w precyzyjnych pozycjach kątowych zależy zatem od tego sterowania obrotem.
Twoja tokarka może teraz frezować w dowolnych unikalnych położeniach kątowych wokół obrabianego przedmiotu dzięki możliwości osi C. Staje się to niezwykle ważne podczas tworzenia cech, takich jak wzory otworów na śruby, splajny lub dokładne cechy pozycjonowania kątowego. Po prostu zamienia wrzeciono w urządzenie indeksujące, które umożliwia pozycjonowanie i zaciskanie obrabianego przedmiotu w różnych pozycjach kątowych do obróbki.
Tokarki CNC wieloosiowe
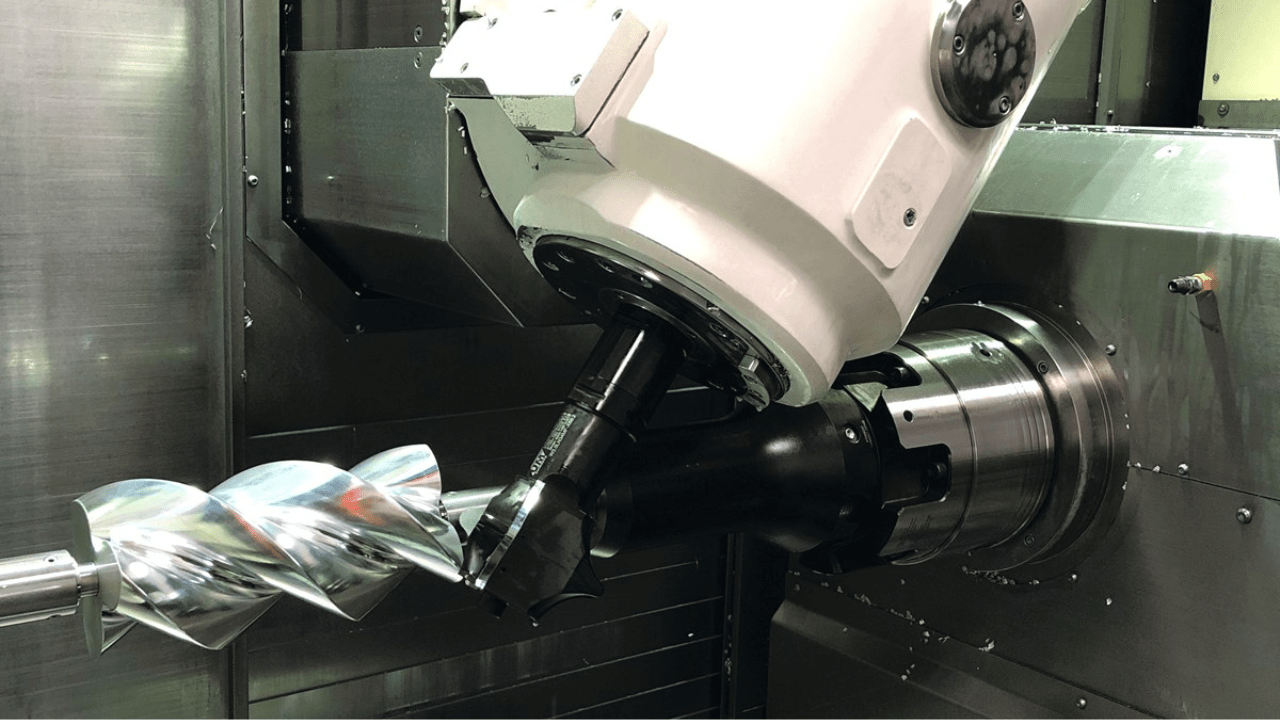
1. Oś B
Obrót osi B umożliwia dostosowanie osi Y, tak aby narzędzie tnące mogło zbliżyć się do przedmiotu obrabianego pod różnymi kątami. Pochylenie umożliwia maszynie cięcie skomplikowanych konturów i dotarcie do trudnych elementów. W ten sposób oś B daje przewagę w tworzeniu skomplikowanych projektów geometrycznych.
Ponadto tokarka CNC z osią B umożliwia wiercenie pod kątem, frezowanie pod kątem ze złożonymi kątami i tworzenie dowolnych konturów 3D. Twoje narzędzia mogą być zorientowane na najlepszą pozycję cięcia na każdej cesze, aby uzyskać najlepsze wykończenie powierzchni. Dlatego oś B umożliwia Twoim narzędziom tnącym swobodne przechylanie się i zbliżanie się do obrabianego przedmiotu pod niemal każdym kątem.
2. Oś A
Oś A to obrót wokół osi X. Ten dodatkowy obrót został dodany, aby zwiększyć zdolność maszyny do osiągania złożonych geometrii. Dlatego najbardziej skomplikowane cechy części są osiągane po skonfigurowaniu z zaawansowaną osią.
Tak więc w przypadku Twojej tokarki, pojemność osi A pozwala na bardzo wszechstronną platformę obróbczą. Daje Twojemu narzędziu dostęp do dalszych osi ruchu w celu obróbki trudnych do obróbki geometrii.
Oś A umożliwia obróbkę części, które wymagałyby wielu ustawień lub specjalnego sprzętu. Jest to szczególnie pomocne podczas obróbki części, które mają złożone kąty lub złożone podcięcia.
Osie w zaawansowanych tokarkach CNC z wieloma wrzecionami i głowicami rewolwerowymi
1. Oś W
Oś W jest głównie drugorzędną osią Z dla dodatkowego poślizgu dla podwieżyczki lub podwrzeciona. Dzięki tej osi możliwe jest, aby Twoja maszyna mogła pracować jednocześnie w dwóch punktach przedmiotu obrabianego. Stąd wydajność znacznie wzrasta.
Dzięki tej osi w tokarce będziesz mieć również możliwość obróbki przedniej i tylnej części części w jednym ustawieniu. Być może wykonujesz operacje toczenia za pomocą wrzeciona głównego, a jednocześnie obrabiasz tylną część za pomocą wrzeciona pomocniczego.
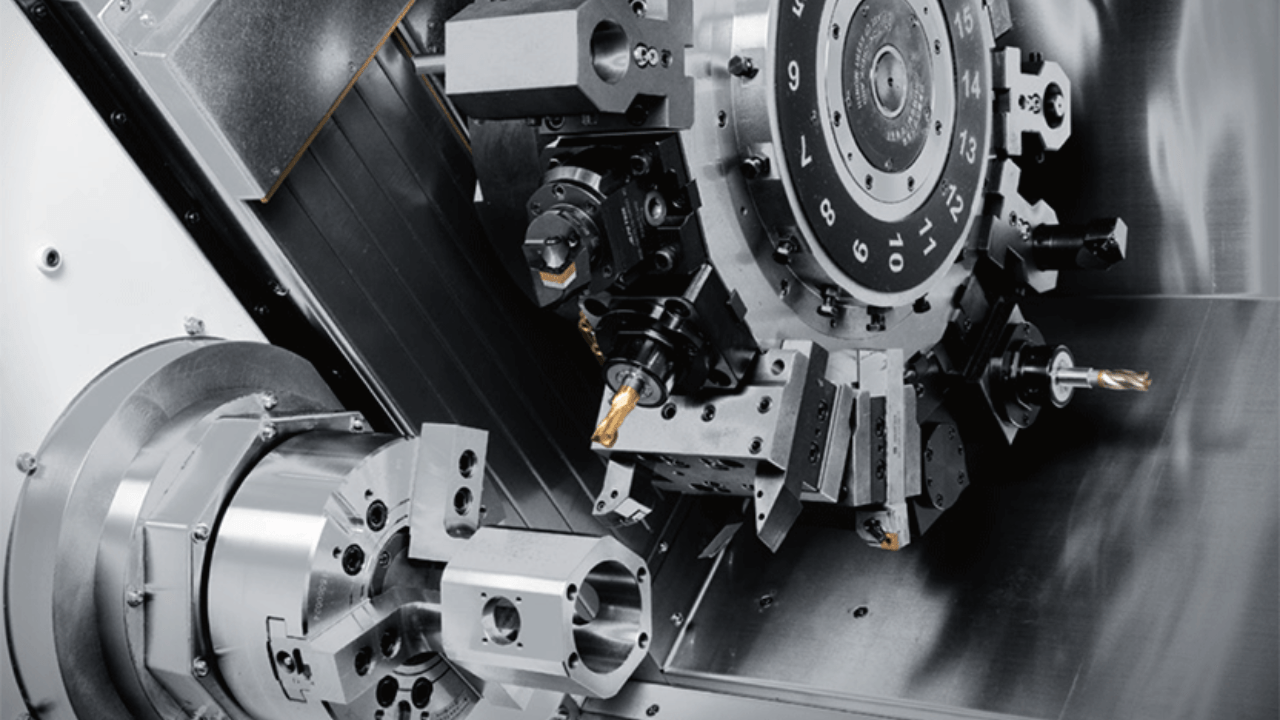
2. Oś V
Oś V zwykle zawiera dodatkowy ruch suwaka wtórnego, który zwykle porusza inną oś X dla drugiej wieżyczki. Ta konfiguracja umożliwia maszynie wykonywanie wielu operacji w ruchach jednoczesnych, znacznie skracając czas cyklu. W rezultacie znacznie zwiększa wydajność dzięki możliwości przetwarzania równoległego.
Ponadto Twoja tokarka jest teraz produkcyjnym elektronarzędziem z dodatkową funkcją: ruchem osi V. Dzięki temu możesz stosować wiele narzędzi do obrabianego przedmiotu jednocześnie, na przykład toczenie zgrubne jednym, a następnie wykańczanie drugim. Dzięki temu na Twojej maszynie operacje, które byłyby wykonywane sekwencyjnie, są teraz wykonywane wszystkie w tym samym czasie.
Wybór właściwej konfiguracji osi tokarki CNC
Specyfikacja konfiguracji osi dla tokarki CNC opiera się na kilku kluczowych rozważaniach. Decyzja powinna być podyktowana konkretnymi wymaganiami produkcyjnymi.
· Złożoność Twoich części
Złożoność części jest jednym z głównych czynników decydujących o liczbie wymaganych osi. Na przykład rodzaj złożoności kształtu części decyduje, czy istnieje potrzeba obróbki dwuosiowej, czy też wymaga wielu osi. Jako taki, jest to jeden z czynników, które należy wziąć pod uwagę przy wyborze konfiguracji tokarek CNC.
· Typ materiału
Materiał obrabiany dyktuje wymagania osi maszyny. Na przykład standardowe konfiguracje sprawiają, że miękkie materiały aluminiowe są stosunkowo łatwe w obróbce.
Z drugiej strony, wytrzymałe stopy czerpią maksymalne korzyści z prawdopodobnie najlepszego możliwego podejścia narzędziowego, jakie zapewniają dodatkowe osie. Tak więc twardość, charakterystyka obrabialności i właściwości cieplne materiałów muszą dyktować odpowiedni wybór używanych osi.
· Złożoność części
Złożoność części decyduje o liczbie osi wymaganych do efektywnej produkcji, przy czym proste typy mogą używać tylko osi X i Z. Z kolei elementy z frezowanymi kieszeniami, otworami pod kątem i trudnymi konturami będą wymagały dodatkowych osi do ukończenia w jednym ustawieniu. Dlatego też należy przyjrzeć się typowym częściom, aby określić minimalną konfigurację osi, która jest konieczna.
· Objętość produkcji
Ekonomiczne uzasadnienie zaawansowanych konfiguracji jest określane przez wolumeny produkcji. W przypadku dużej produkcji potrzebne są konfiguracje wielowrzecionowe i wielowieżowe z dodatkowymi osiami, aby zminimalizować czas cyklu. Z drugiej strony, mniejsza produkcja będzie wymagała tylko mniej wyrafinowanych konfiguracji, z wyjątkiem szczególnych przypadków, w których wymaga tego złożoność części.
· Specyfikacje obróbki
Twoje wymagania dotyczące tolerancji i wykończeń odgrywają decydującą rolę w Twoich potrzebach osiowych. Praca z wąskimi tolerancjami może w rzeczywistości pozwolić na mniej konfiguracji z większą liczbą osi, co minimalizuje błędy kumulacyjne. Dlatego powinieneś wziąć pod uwagę potrzeby jakościowe wraz z wyborem konfiguracji osi.
Często zadawane pytania
1. Jaka jest minimalna liczba osi w tokarce CNC?
Dwie osie, czyli X i Z. Każda z podstawowych operacji obrotowych wymaga co najmniej tych dwóch kierunków ruchu, aby uzyskać części cylindryczne o cechach podłużnych.
2. Dlaczego niektóre tokarki CNC mają więcej niż pięć osi?
Zainstalowanie dodatkowej osi w maszynie umożliwia wykonywanie obróbki skomplikowanych kształtów bez konieczności zmiany położenia. Większa wydajność zwiększa pracę nad skomplikowanymi częściami w jednym ustawieniu, a nie w wielu operacjach.
3. Czy istnieje maszyna CNC 7-osiowa?
Tak, istnieje konfiguracja 7-osiowa. Najbardziej złożone części korzystają z dostępności tak zaawansowanego sprzętu, który łączy osie liniowe z obrotowymi, aby zapewnić maksymalną elastyczność.
4. Czym jest tokarka CNC 5-osiowa?
Tokarka 5-osiowa zwykle jest wyposażona w osie X, Z, C, Y i B. Taka konfiguracja sprawia, że jest lepsza w produkcji złożonych części o pochyłych cechach i niecentralnej geometrii.
5. Jakie osie służą do cięcia w tokarce CNC?
Operacje ogólne są wykonywane głównie poprzez cięcie wzdłuż osi X i Z. Dowolna kombinacja osi może być używana do złożonych operacji w zależności od geometrii części i wymagań dotyczących narzędzi.
Wniosek
Wiedza na temat osi tokarek CNC pomoże Ci znaleźć odpowiednią maszynę, która odpowiada Twoim potrzebom. Sukces produkcyjny zawsze wynika z dopasowania możliwości osi do wymagań części. Dlatego wybieraj mądrze, aby uzyskać najlepszą wydajność i jakość.
Więcej zasobów:
Jak działa tokarka CNC – Źródło: TSINFA
Różnica między frezarką 3-osiową, 4-osiową i 5-osiową – Źródło: TSINFA
Kod G w maszynie CNC – Źródło: TSINFA
Kontrola numeryczna – Źródło: WIKIPEDIA

