Jak ciąć gwinty lewoskrętne na tokarce CNC
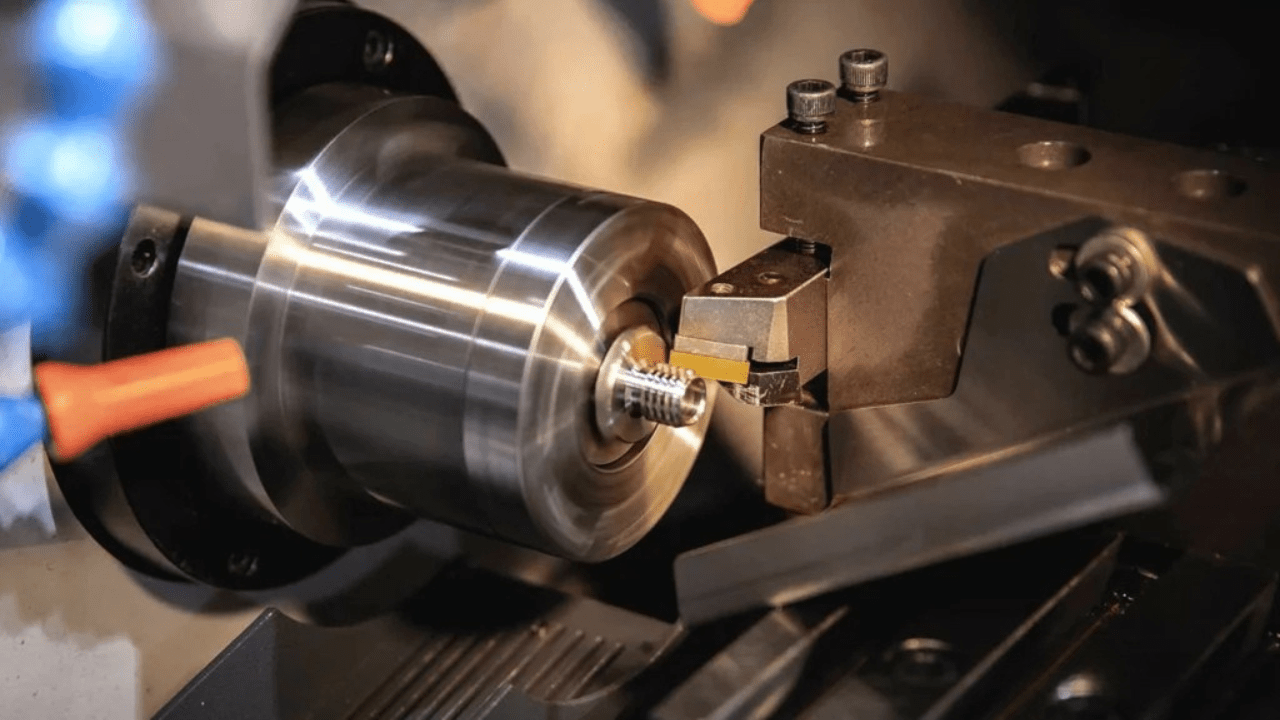
Podczas nacinania gwintów lewoskrętnych konieczne jest zrozumienie cykli nawlekania gwintów, korzystanie z dokładnego programowania i praca z właściwym ustawieniem narzędzi. Tokarki CNC. W przeciwieństwie do niestandardowych gwintów prawoskrętnych, gwinty lewoskrętne nacina się w odwrotny sposób, co wymaga pewnych regulacji. Dzięki temu przewodnikowi nauczysz się, jak dokładnie obrabiać gwinty lewoskrętne.
Czym są gwinty lewoskrętne?
Gwinty lewoskrętne to po prostu gwinty śrubowe, które zaciskają się, gdy obracają się w kierunku przeciwnym do ruchu wskazówek zegara, co jest przeciwieństwem zwykłych gwintów prawoskrętnych. Są przydatne w zastosowaniach, w których normalny obrót mógłby spowodować poluzowanie gwintu prawoskrętnego, takich jak złączki gazowe, pedały rowerowe i maszyny obrotowe.
Możesz zidentyfikować te gwinty poprzez oznaczenie „LH” i potrzebujesz specjalnego programowania i narzędzi podczas obróbki na tokarkach CNC. Możesz również ciąć gwinty lewoskrętne, wykorzystując podobne narzędzia do gwintowania używane do gwintów prawoskrętnych, jednak istnieje potrzeba dostosowania obrotów wrzeciona i kierunku posuwu. Zrozumienie procesu obróbki i całego celu jest ważne dla uzyskania niezawodnego i bezpiecznego komponentu gwintowanego w różnych branżach.
Przygotowanie tokarki CNC do gwintów lewoskrętnych
Wybór odpowiednich narzędzi tnących
Podczas obróbki gwintów lewoskrętnych na tokarce ważne jest, aby wybrać odpowiednie narzędzie tnące. Wkładki węglikowe są bardziej znaczącą opcją ze względu na ich zdolność do wytrzymywania ciepła, szczególnie w przypadku stosowania na twardszych materiałach.
Stal szybkotnąca Narzędzia HSS są bardziej idealne do miękkich materiałów, chociaż są mniej trwałe. Używając wkładki, upewnij się, że ma ona odpowiedni profil gwintu i może ciąć w kierunku lewostronnym. Możesz zmniejszyć częstotliwość zużycia narzędzia, jeśli użyjesz narzędzia o odpowiedniej geometrii. Pomaga to również tworzyć czyste, dokładne gwinty.
Wybór materiału obrabianego
Prędkość posuwu lub prędkość cięcia, którą stosujesz, zależy od rodzaju obrabianego materiału. Na przykład stal, twardy materiał, wymaga wolniejszych prędkości i narzędzi z węglików spiekanych. Z drugiej strony aluminium, miękki materiał, wymaga większej prędkości. Jednak do tego materiału musisz używać ostrych narzędzi, aby zapobiec tworzeniu się narostów na krawędzi. W przypadku mosiądzu idealnie jest używać narzędzi HSS lub z węglików spiekanych, aby zapewnić wydajne gwintowanie. Ponadto musisz dostosować parametry zgodnie z właściwościami materiału.
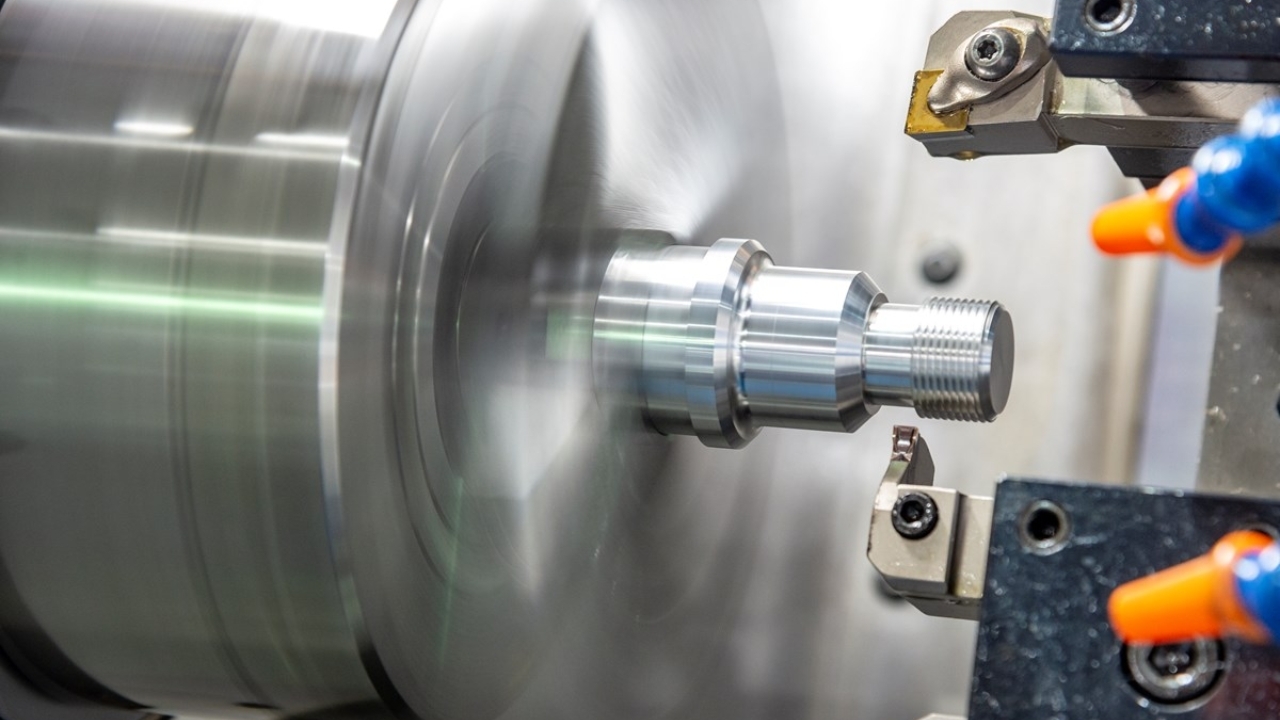
Sztywność maszyny i doskonałe trzymanie przedmiotu obrabianego
Przy odpowiednim mocowaniu możesz zapobiec nadmiernym drganiom. Nadmierne drgania mogą mieć wpływ na jakość gwintu. Dlatego użyj systemu tulei zaciskowych, aby idealnie zabezpieczyć obrabiany przedmiot. Ponadto suwaki maszyny i narzędzia muszą być sztywne, aby uzyskać dokładne profile gwintów. Przy stabilnej konfiguracji możesz uzyskać wysokiej jakości gwinty lewoskrętne.
Jak programować wątki lewoskrętne w kodzie G

Podczas nacinania gwintów lewoskrętnych potrzebne są pewne modyfikacje programowania. Jest to kluczowe dla uzyskania precyzyjnych rezultatów. Gwinty lewoskrętne zawsze poruszają się w kierunku uchwytu. Dlatego wymagają odpowiednich regulacji kierunku posuwu, ruchu narzędzia i obrotu wrzeciona. W tym przewodniku omawiamy podstawowe polecenia kodu G i odpowiednie modyfikacje potrzebne do nacinania gwintów lewoskrętnych.
Polecenia kodu G do nacinania gwintów
Jeśli przecinasz nitkę za pomocą Kod G, musisz znać ważne polecenia do użycia. G76, G92 i G32 to popularne polecenia do użycia.
- G76 – Jest to cykl gwintowania wieloprzebiegowego, który zapewnia dokładną kontrolę głębokości i skoku.
- G92 – To polecenie ręcznie programuje każde przejście.
- G32 – Wykonuje niestandardowe ruchy nawlekania gwintów.
Modyfikacje, które należy wprowadzić w przypadku gwintów lewoskrętnych
- Odwrotny obrót wrzeciona:Jeśli potrzebujesz obrócić wrzeciono przeciwnie do ruchu wskazówek zegara, użyj M04 zamiast M03
- Zmień kierunek ruchu narzędziaAby to osiągnąć należy przesuwać narzędzie z lewej do prawej.
- Ustaw pozycjonowanie narzędzia:Należy ustawić narzędzie tak, aby przecinało gwint w kierunku przeciwnym, aby uzyskać luz.
Proces programowania i wykonywania lewoskrętnych gwintów na tokarce będzie skuteczny, jeżeli zastosujesz powyższe modyfikacje.
Przykładowy kod G dla gwintu lewoskrętnego

Krok po kroku omówienie przykładowego programu
Programowanie gwintu lewoskrętnego na tokarce CNC wymaga dostosowania obrotów wrzeciona, kierunku posuwu i parametrów cyklu gwintowania. Narzędzie musi poruszać się od lewej do prawej, tnąc w kierunku uchwytu. Program rozpoczyna się od ustawienia jednostek, obrotów wrzeciona i pozycjonowania narzędzia. Następnie wykonujesz cykl gwintowania za pomocą polecenia wieloprzebiegowego, zapewniając precyzyjną głębokość i skok. Na koniec program kończy się wycofaniem narzędzia i zatrzymaniem wrzeciona.
Ważne parametry, które powinieneś znać
- Głębokość gwintu: Ten parametr wyjaśnia głębokość gwintu nacinanego w materiale. Należy określić przyrostowe głębokości dla każdego przejścia i końcową średnicę gwintu.
- Skok gwintu: Skok gwintu mierzy odległość między skokami gwintu. Przy drobniejszym skoku można uzyskać ciaśniejsze gwinty. Jednak grubszy skok umożliwia szybsze zazębienie.
- Liczba podań:W przypadku wielu przejść gwintowania materiał usuwa się stopniowo, zapobiegając jednocześnie zużyciu narzędzia. Głębokość cięcia dla każdego przejścia zmniejsza się w miarę osiągania ostatecznego wymiaru.
Porady dotyczące rozwiązywania problemów, które powinieneś znać w przypadku błędów wykonywania kodu
- Nieprawidłowy kierunek nici:Należy przesunąć narzędzie w kierunku uchwytu. Wrzeciono powinno również obracać się przeciwnie do ruchu wskazówek zegara.
- Niezrównoważone profile gwintów: Jeśli zauważysz, że na narzędzie wywierany jest bardzo duży nacisk, zmniejsz prędkość posuwu i dostosuj głębokość cięcia.
- Słabe wykończenie powierzchni:Należy sprawdzić takie czynniki jak prędkość skrawania, sztywność maszyny i ostrość narzędzi.
Możliwe jest uzyskanie precyzyjnych gwintów lewoskrętnych poprzez rozwiązywanie problemów i prawidłową konfigurację programu.
Jakie są najlepsze strategie i praktyki cięcia?
Odpowiednie strategie cięcia pomagają w uzyskaniu gwintów lewoskrętnych przy mniejszym naprężeniu maszyny i zużyciu narzędzia. Praca z najlepszymi praktykami zapewnia lepsze dopasowanie gwintu, wykończenie powierzchni i dokładność.
Wybór najlepszej głębokości gwintu
Możesz stopniowo uzyskać głębokość gwintu, stosując wiele przejść w celu zmniejszenia siły cięcia i zapobiegania pękaniu narzędzia. Jedną ze świetnych strategii jest rozpoczęcie od większych głębokości cięć, a następnie stopniowe ich zmniejszanie w miarę osiągania ostatecznego rozmiaru. Liczba przejść zależy od skoku gwintu, sztywności narzędzia i materiału.
Unikanie drgań i ugięcia narzędzi
Ugięcie narzędzia prowadzi do niskiej jakości powierzchni i mniej dokładnych gwintów. Aby tego uniknąć, należy użyć mocnego narzędzia o zmniejszonym wysięgu. Gdy zmniejszysz głębokość skrawania dla każdego przejścia i utrzymasz najlepszą możliwą prędkość posuwu, możesz pozbyć się drgań i kontrolować wibracje.
Kontrola ciepła za pomocą chłodziwa
Nadmierne ciepło podczas gwintowania może skutkować niskim wykończeniem powierzchni i zużyciem narzędzia. Praca z odpowiednim chłodziwem (na bazie wody lub oleju odpowiednio dla aluminium i stali) pomaga w rozpraszaniu ciepła, a także spłukiwaniu wiórów. Ponadto zmniejsza to gromadzenie się krawędzi, dzięki czemu uzyskuje się czystsze i lepsze profile gwintów.
Sprawdź dopasowanie gwintu za pomocą wzorników gwintu
Po zakończeniu cięcia sprawdź wymiary gwintu za pomocą wzorców wtykowych lub pierścieniowych. Dzięki temu zapewnisz dokładne działanie i lepsze dopasowanie, zapobiegając problemom związanym z montażem. Jeśli to ważne, dopracuj ostatnie przejścia, aby zapewnić dokładność.
Typowe błędy, których należy unikać

Brak odwrócenia obrotów wrzeciona
W przypadku gwintów lewoskrętnych należy wykonać obrót wrzeciona w kierunku przeciwnym do ruchu wskazówek zegara. Jeśli zapomnisz o tym, spowoduje to niewłaściwy kierunek cięcia, niszcząc gwint i powodując uszkodzenie narzędzia.
Niewłaściwe pozycjonowanie narzędzia
Jeśli nie ustawisz narzędzi prawidłowo, spowoduje to złe wykończenie powierzchni i nierówne gwinty. Upewnij się, że narzędzie jest ustawione prawidłowo na odpowiednich wysokościach i jest prostopadłe do obrabianego przedmiotu, aby zapewnić dokładność.
Wybór niewłaściwego kąta podawania
Wykorzystanie niewłaściwego kąta dosuwu prowadzi do zwiększenia drgań i zużycia narzędzia. Kąt dosuwu wynoszący od 29 do 30 stopni pomaga w równomiernym rozłożeniu sił skrawania, co poprawia jakość gwintu i żywotność narzędzia.
Wniosek
Do nacinania gwintów lewoskrętnych na maszynie potrzebne są odpowiednie narzędzia i perfekcyjne programowanie. Tokarka. Istnieją również inne czynniki, na które należy zwrócić uwagę, w tym pozycjonowanie narzędzia, prawidłowe użycie wielu przejść i odwrócenie obrotów wrzeciona. Aby zapewnić właściwe dopasowanie, należy zweryfikować gwint za pomocą odpowiednich wskaźników.
FAQ
Jak rozpoznać gwint lewoskrętny?
Łatwo zidentyfikować gwint lewoskrętny poprzez oznaczenie „LH”. Ponadto gwinty lewoskrętne są zabezpieczone przeciwnie do ruchu wskazówek zegara. Gwint lewoskrętny jest idealny w zastosowaniach, w których normalny obrót może poluzować gwint prawoskrętny.
Jak obliczyć gwintowanie CNC?
Aby obliczyć skok gwintu, należy skorzystać ze wzoru 1 / TPI (liczba zwojów na cal), natomiast prędkość posuwu oblicza się ze wzoru Posuw = Skok
Jaki jest kod gwintowania dla tokarki CNC?
Kody gwintowania powszechnie używane w tokarkach CNC to G92, G32 i G76. G92 to gwintowanie jednoprzebiegowe. G32 to kod do sterowania gwintem ręcznym. G76 to kod do cyklu gwintowania wieloprzebiegowego.