Cara Memprogram Mesin Pelarik CNC – Panduan Lengkap
Pengaturcaraan pelarik CNC akan membolehkan anda menjalankan operasi pemotongan, ukiran dan penggerudian ketepatan.
Sebenarnya, pengaturcaraan mesin pelarik CNC memerlukan pengalaman dan kepakaran. Ini kerana anda mesti biasa dengannya mengendalikan mesin CNC dan kod.
Dalam panduan ini, kami akan meneroka pendekatan terperinci dan praktikal mengenai proses pengaturcaraan mesin larik CNC.
Lihatlah:

Memahami Pengaturcaraan Larik CNC
Pengaturcaraan pelarik CNC ialah penulisan kod, yang memastikan mesin dimaklumkan tentang cara membuat pemotongan, pusingan serta bentuk pada bahan kerja anda. Untuk ini, kod Gdan kod M digunakan untuk menerangkan pergerakan, kelajuan, dan fungsi perubahan alatan yang digunakan pada mesin.
Sebaik-baiknya, semua ini terletak di bawah subjek yang luas yang dipanggil, kawalan berangka.
Bersedia untuk Pengaturcaraan Larik CNC
1. Memilih Mesin Larik CNC yang Tepat
Ia adalah untuk anda pemesinan CNC memerlukan anda memilih yang betul Mesin bubut CNC. Terdapat pelbagai jenis mesin pelarik CNC seperti CNC mendatar,CNC menegak, dan Jenis CNC Swiss, menawarkan pelbagai kelebihan. Pelarik jenis Swiss sesuai untuk mencapai ketepatan untuk bahagian yang kecil dan kompleks.
Sebaliknya, pelarik mendatar menyokong dan menstabilkan komponen yang lebih besar dengan lebih baik. Pilihan anda juga bergantung pada pelbagai aspek seperti kuasa gelendong, kapasiti alat dan ciri automatik. Oleh itu, memenuhi keperluan pengeluaran memastikan anda mengelakkan ketidakcekapan dan ralat yang mahal dengan mesin anda.
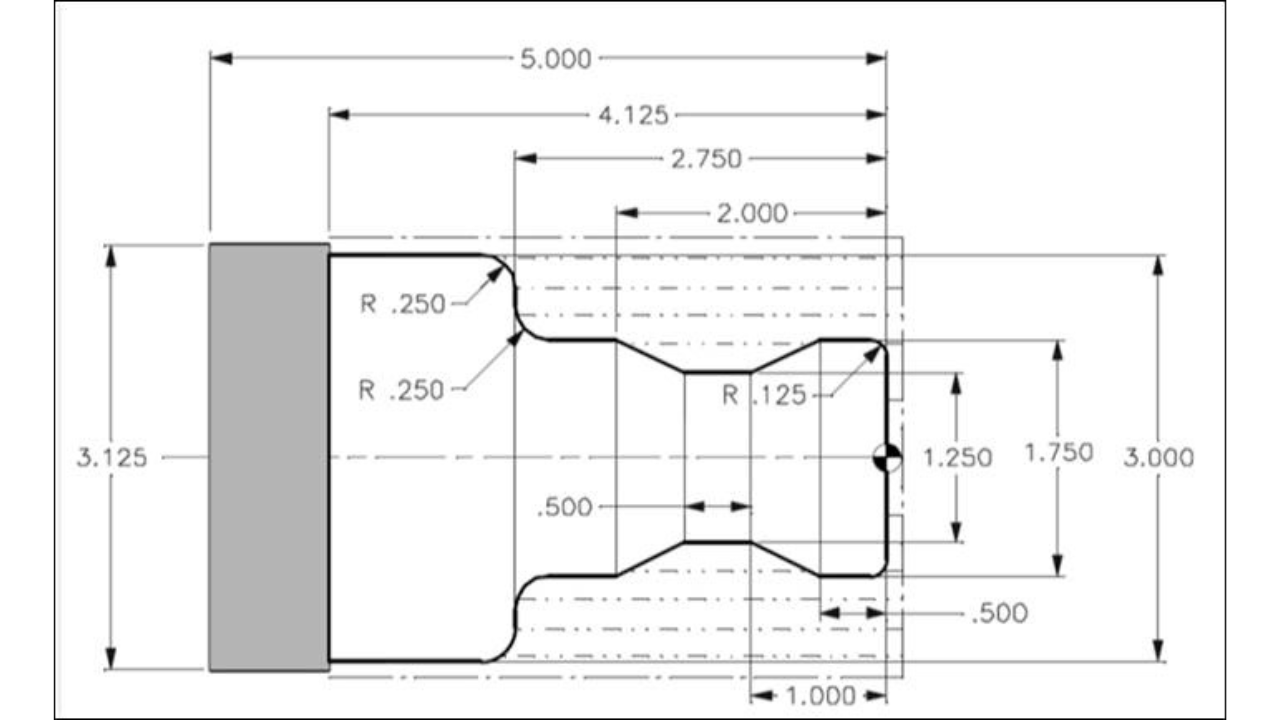
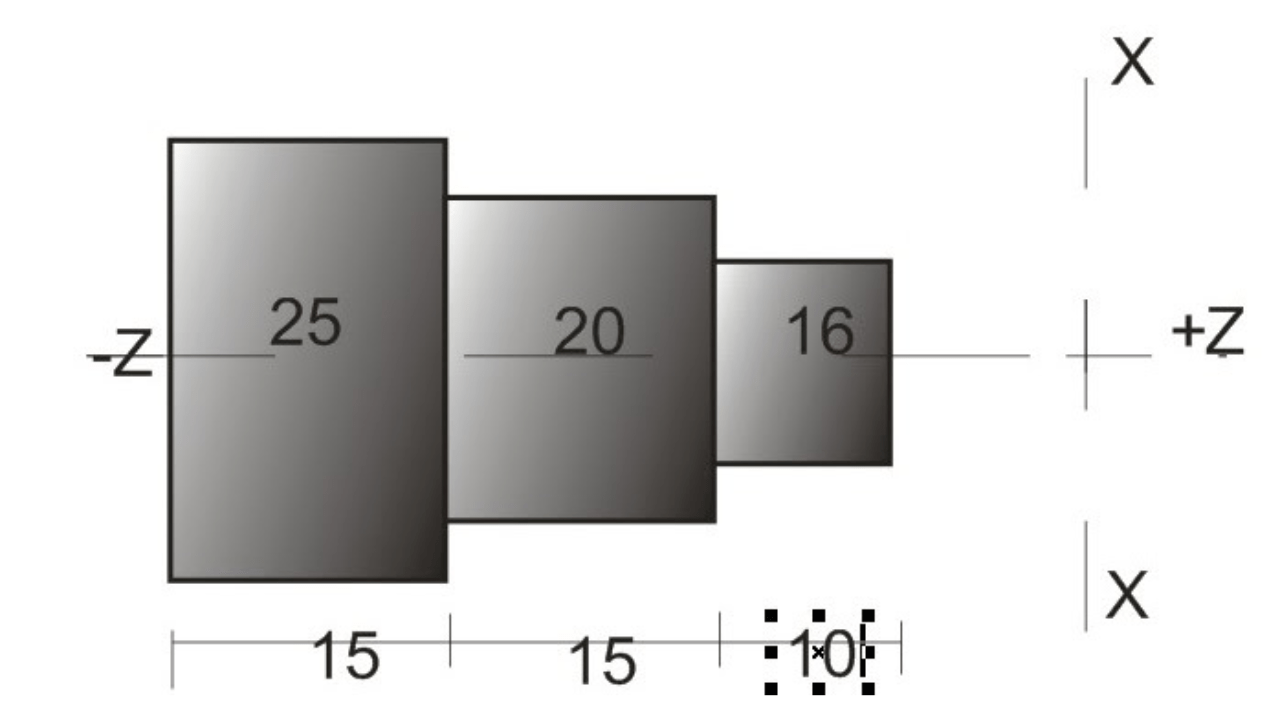
2. Tahu Spesifikasi Bahan Kerja
Pengaturcaraan mana-mana mesin bubut CNC memerlukan pendahuluan tertentu, termasuk pengetahuan mengenai bahan serta dimensi, terutamanya pada bahan kerja. Anda harus ambil perhatian, sebagai contoh, bahawa parameter pemotongan berbeza antara logam seperti aluminium, keluli dan titanium berbanding dengan polimer atau komposit.
Selanjutnya, setiap bahan yang diberikan bertindak balas terhadap haba dan tekanan secara berbeza, sekali gus menjejaskan kadar suapan dan juga pemilihan alat. Kegagalan untuk mengambil kira aspek ini mengakibatkan pemotongan yang salah, terlalu banyak sisa atau kemusnahan alatan.
3. Memilih Alat yang Tepat untuk Memotong
Mengenai ketepatan, hayat alat dan kecekapan, faktor yang paling penting untuk memilih alat pemotong ialah pemilihan alat pemotong. Pilih pemegang alat dan sisipkan yang sesuai dengan bahan bahan kerja dan jenis proses pemesinan yang terlibat.
Sisipan karbida lebih sesuai untuk pemotongan berkelajuan tinggi dan alatan keluli berkelajuan tinggi akan berfungsi dengan lebih baik dalam kelajuan pemotongan yang lebih perlahan kerana ia biasanya lebih fleksibel.
Geometri alat-khususnya, sudut rake dan pemecah cip juga memainkan peranan dalam kemasan permukaan dan pemindahan cip. Oleh itu, menggunakan alatan yang betul mengurangkan haus, mengurangkan masa henti dan menyumbang kepada prestasi keseluruhan dalam pemesinan.
4. Kaedah Pegangan Kerja dan Lekapan
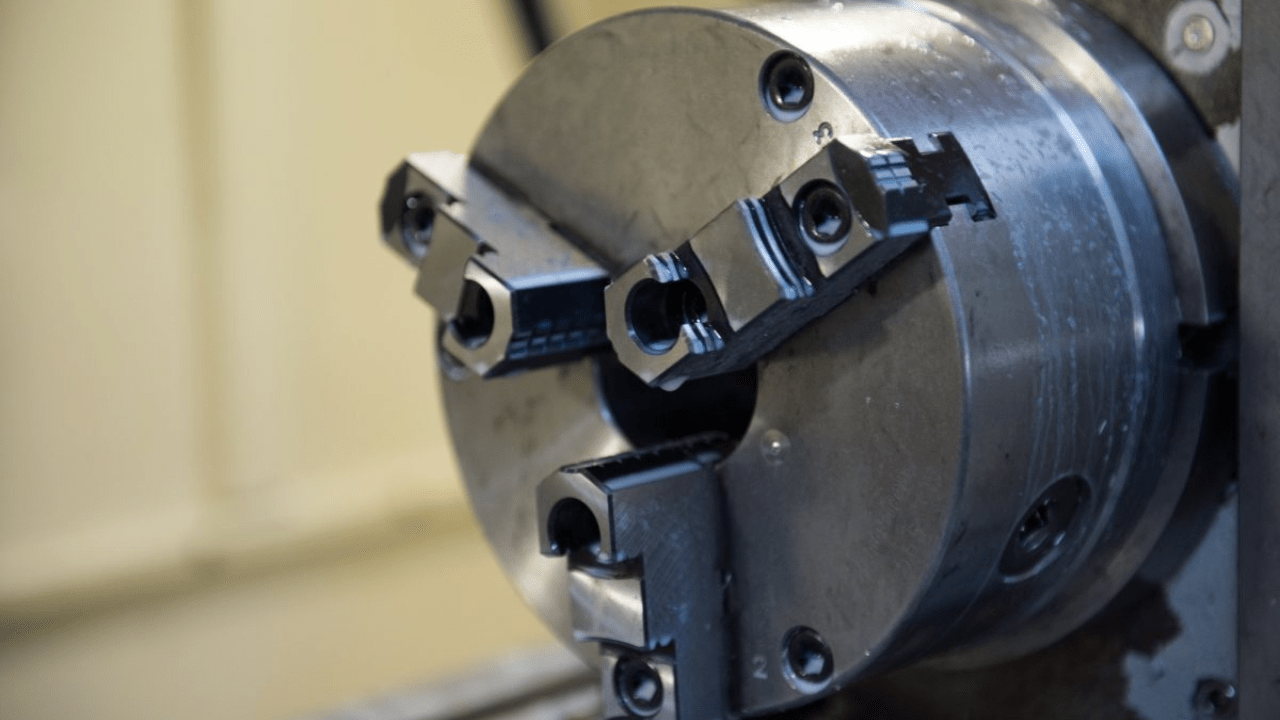
Cara anda mengamankan bahan kerja harus menghalang pergerakan semasa pemesinan dan dengan itu menggalakkan ketepatan. Pegangan kerja termasuk chuck, collet, dan faceplates, antara lain, yang berfungsi paling baik dengan bahagian yang berbeza.
Chuck tiga rahang sesuai untuk pegangan umum bahan kerja bulat, manakala, collet menawarkan ketepatan yang lebih tinggi untuk bahagian yang lebih kecil. Sebaliknya, plat muka akan melindungi bahan kerja berbentuk ganjil.
Oleh itu, pegangan kerja yang baik mengurangkan getaran, mengekalkan bahan kerja dengan stabil dan mengelakkan salah jajaran semasa pemesinan. Jika bahan kerja tidak diikat dengan betul, ia akan mengakibatkan ketidaktepatan atau kerosakan pada mesin.
Sediakan Pelarik CNC
· Menghidupkan dan Memulakan Mesin
Langkah pertama ke arah pengaturcaraan dan pemotongan pada mesin pelarik CNC ialah menghidupkan mesin. Semasa menghidupkan mesin, sistem kawalan berjalan melalui diagnostik kendiri untuk memeriksa sama ada semuanya berfungsi dengan betul.
Sebagai contoh, proses homing ialah proses yang menggerakkan mesin ke kedudukan rujukan, menetapkan semula paksi dan bersedia untuk pergerakan yang tepat. Melangkau proses ini boleh menyebabkan salah jajaran atau kedudukan alat yang salah. Dengan panel kawalan, anda kemudian boleh menyemak tetapan sistem, mengimbangi alatan dan parameter gelendong sebelum memulakan operasi pemesinan.
· Memuatkan Bahan Kerja dan Mengamankannya dengan Betul
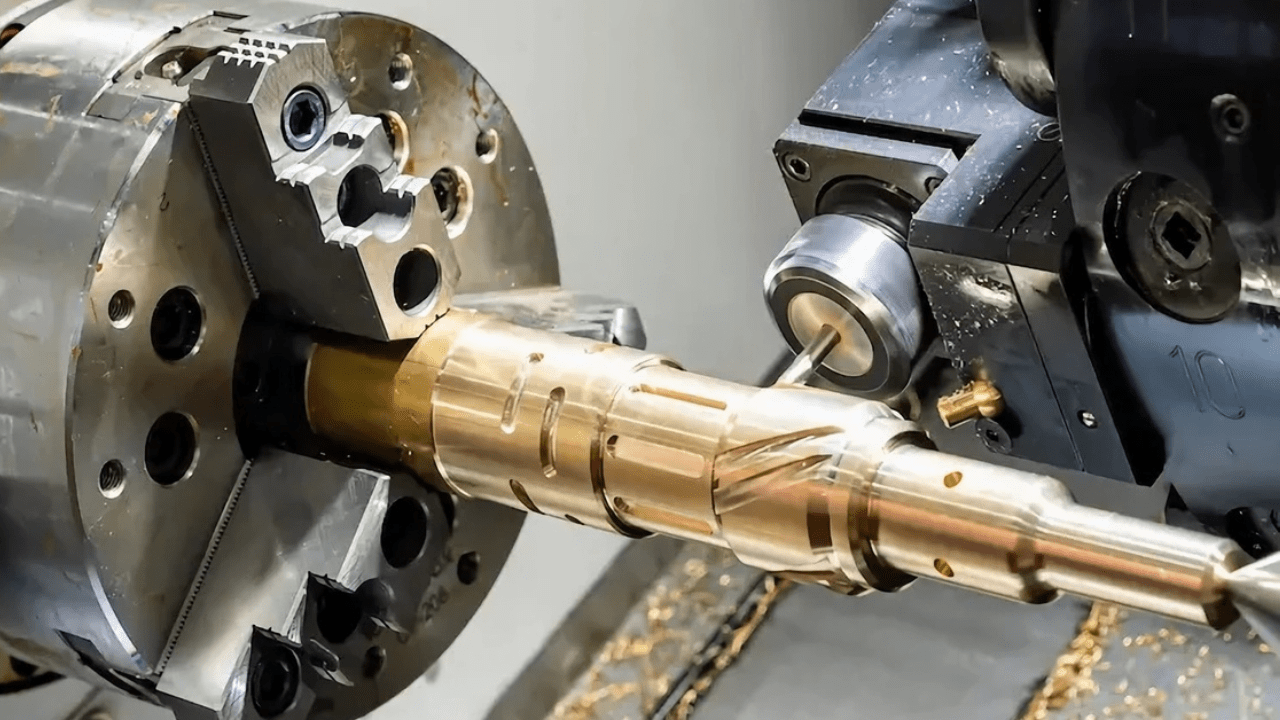
Kedudukan bahan kerja yang baik diperlukan untuk pemesinan ketepatan. Bergantung pada bentuk, saiz dan jenis bahan bahan kerja, kaedah pegangan kerja dipilih.
Sebagai contoh, anda akan menggunakan chuck tiga rahang untuk mesin bahagian bulat tetapi memerlukan chuck empat rahang untuk mendapatkan bentuk yang tidak sekata untuk membolehkan penjajaran yang lebih tepat. Untuk bahagian kecil, bagaimanapun, collet chuck mencengkamnya dengan sesuai tanpa menggunakan tekanan yang begitu banyak. Oleh itu, penjajaran yang baik menghalang getaran, yang penting untuk memastikan pemotongan yang lancar dan tepat.
Tambahan pula, daya pengapit mesti seimbang untuk mengelakkan ubah bentuk bahan kerja. Pengapitan yang berlebihan boleh menyebabkan bahan kerja hancur, manakala pengapitan yang tidak mencukupi boleh menyebabkan bahan kerja tergelincir.
Oleh itu, anda harus menguji pelarik dengan memutar gelendong secara manual untuk melihat sama ada bahan kerja memegang dengan kuat. Jika sebarang pergerakan atau goyangan diperhatikan pada bahan kerja, pelarasan mesti dibuat untuk mengelakkan ralat pemesinan. Oleh itu, pengapitan yang betul bermakna kurang peluang kerosakan alat dan ketepatan dimensi yang lebih besar semasa proses.
· Pemilihan Alat dan Persediaan Offset Alat
Pilihan alat yang sesuai untuk kerja menentukan kecekapan pemotongan dan kemasan permukaan. Terdapat pelbagai alatan yang melakukan operasi yang berbeza seperti pengasaran, penggerudian, kemasan dan penorehan.
Sisipan karbida, sebagai contoh, sangat tahan lama, dan oleh itu sesuai untuk pemotongan logam berkelajuan tinggi, dan keluli berkelajuan tinggi lebih fleksibel untuk bahan yang lebih lembut.
Sebaliknya, pemegang alat adalah perlu untuk kestabilan dan pengecilan pesongan. Oleh itu, persediaan alat yang tegar membolehkan perbualan yang sangat sedikit, meningkatkan hayat alat dan membolehkan hasil yang boleh dihasilkan semula.
Selain itu, offset alat digunakan untuk pemotongan ketepatan. Setiap alat mempunyai offset berasingan yang digunakan untuk menentukan kedudukan tepat alat itu berkenaan dengan bahan kerja. Tanpa memasukkan nilai ini dengan betul dalam kawalan CNC, kedalaman pemotongan yang betul tidak dapat dipastikan, dan perlanggaran boleh berlaku.
Sesetengah mesin menyediakan pengukuran alat automatik menggunakan probe, manakala yang lain memerlukan kemasukan manual. Memeriksa offset alat sebelum memulakan sebarang operasi pemesinan membantu menghapuskan kesilapan yang mahal dan mengekalkan kualiti bahagian.
· Menetapkan Titik Sifar Bahan Kerja
Sifar bermakna mesin pelarik CNC boleh menjalankan semua arahan yang diprogramkan dengan tepat. Ini adalah rujukan untuk mesin mula memotong. Memandangkan kebanyakan pelarik kini menggunakan sistem offset kerja seperti G54 hingga G59, kedudukan sifar yang berbeza boleh ditakrifkan untuk beberapa persediaan.
Ia adalah penting kerana jika titik itu tidak ditetapkan dengan betul alat akan memotong di tempat yang salah dan merosakkan bahan kerja atau peralatan.
Lazimnya, titik sifar boleh ditakrifkan menggunakan alat sentuh atau pencari tepi. Pada beberapa mesin pelarik CNC, sistem probing automatik menetapkan kedudukan ini dengan tepat. Setelah titik sifar ditetapkan, semua laluan alat diukur daripada rujukan ini.
Kegagalan untuk melakukan ini akan membawa kepada bahagian yang tidak diukur dengan betul dan bahan terbuang. Tetapan tepat bagi rujukan sifar memastikan bahagian itu dijajar dengan betul dan mengelakkan ralat semasa pemesinan.
· Kelajuan Spindle dan Pengiraan Kadar Suapan
Kelajuan gelendong ialah kelajuan di mana alat pemotong berputar manakala kadar suapan sepadan dengan kelajuan pemotong bergerak ke dalam bahan. Anda harus berhati-hati menetapkan kedua-dua parameter ini untuk penyingkiran bahan yang cekap tanpa haus pada alat.
Selain itu, julat yang ideal berbeza mengikut bahan bahan kerja, jenis alat dan kemasan permukaan yang diperlukan. Kelajuan yang lebih rendah diperlukan untuk bahan yang lebih keras dan kelajuan yang lebih tinggi boleh diterima untuk bahan yang lebih lembut, tanpa pembentukan haba.
Kadar suapan juga mempengaruhi kecekapan pemotongan dan pembentukan cip. Oleh itu, kadar suapan yang perlahan akan memastikan kemasan yang licin tetapi mungkin juga menggosok alat, dengan itu mengurangkan hayatnya.

Menulis Program Pelarik CNC
1. Format dan Struktur Program
Program CNC memerlukan format yang ditetapkan. Setiap baris terdiri daripada kod G (arahan pergerakan) dan kod M (arahan mesin). Pemformatan yang baik memastikan tiada ralat dan pelaksanaan yang lancar.
2. Komen dan Dokumentasi
Pengaturcaraan dalam bentuk komen membolehkan pengaturcara memahami kod di kemudian hari. Contohnya, "PERUBAHAN ALAT UNTUK POTONGAN KASAR" menerangkan untuk tujuan arahan ini. Program yang didokumentasikan dengan baik mengurangkan kemungkinan kekeliruan dan sangat diperlukan untuk pengesanan ralat.
3. Kod G dan Kod M CNC yang Penting
Kod G yang digunakan dalam Operasi Pusingan (G00, G01, G02, G03)
- G00 – Pergerakan pantas (gerakan tidak memotong)
- G01 – Pemotongan garis lurus pada suapan terkawal
- G02 – Pemotongan arka mengikut arah jam
- G03 – Pemotongan arka lawan jam
Pergerakan dan Kedudukan Alat
- G90 (Kedudukan Mutlak): Pergerakan adalah berdasarkan rujukan titik sifar.
- G91 (Kedudukan Bertambah): Pergerakan adalah berdasarkan kedudukan sebelumnya.
Kawalan Spindle dan Perintah Tukar Alat (M03, M04, M06)
- M03 – Spindle HIDUP (mengikut arah jam)
- M04 – Spindle HIDUP (lawan arah jam)
- M06 – Perubahan alat
Mencipta Program Pelarik CNC Asas
1. Arahan Persediaan Awal
Sebelum pemesinan boleh dimulakan, anda mesti melaksanakan persediaan yang betul untuk operasi yang lancar. Program ini bermula dengan arahan persediaan yang menetapkan mesin untuk operasi.
G21, sebagai contoh, digunakan untuk menetapkan ukuran metrik, manakala G20 adalah untuk ukuran inci untuk mengelakkan ralat penukaran.
Sistem koordinat kerja juga mesti diwujudkan menggunakan sama ada G54, G55, atau offset lain. Ini menentukan kedudukan bahan kerja supaya pergerakan yang tepat dapat dijalankan.
Pengaktifan gelendong yang betul dan pemilihan alat juga disertakan dalam persediaan. Arahan M03 mengaktifkan gelendong mengikut arah jam, manakala, M04 mengendalikannya mengikut arah lawan jam. Anda harus menetapkan kelajuan gelendong dengan arahan S mengikut keperluan pemotongan bahan.
Selain itu, pemilihan alat yang betul menggunakan T dan M06 akan menyebabkan mesin memuatkan pemotong yang betul. Arahan tersebut adalah bahan binaan untuk proses pemesinan yang teratur dan cekap, tanpanya mesin akan gagal mengetahui cara untuk beroperasi dengan betul.
2. Arahan Hantaran Kasar dan Hantaran Penamat
Operasi mengasar bertujuan untuk menyingkirkan bahan berlebihan dengan cepat dan cekap. Perintah seperti G00 untuk kedudukan pantas dan G01 untuk pergerakan linear terkawal digunakan dalam membimbing alat sepanjang operasi pemotongan pertama.
Anda memerlukan arahan F untuk menentukan kadar suapan yang sesuai dengan mengambil kira kelajuan berbanding daya pemotongan.
Oleh itu, hantaran kasar secara amnya melibatkan beberapa kenaikan kedalaman untuk meminimumkan tekanan pada alat dan mencegah pengumpulan haba berlebihan.
3. Operasi Penggerudian, Benang, Alur
Untuk penggerudian, perlu mempunyai kedudukan yang tepat dan kawalan kedalaman untuk membuat lubang dengan tepat. Kitaran penggerudian mudah diaktifkan oleh G81, manakala penggerudian mematuk dilakukan dengan G83.
Selain itu, anda mesti menunjukkan kelajuan gelendong, kadar suapan dan kedalaman untuk mencegah kerosakan alat. Gabungan saiz gerudi yang betul dan penggunaan penyejuk yang betul boleh membantu mengekalkan kualiti lubang dan hayat alat pada tahap terbaik.
Oleh itu, strategi yang tidak mencukupi dalam penggerudian mengakibatkan pembentukan cip, pesongan alatan dan variasi dalam diameter lubang.
Benang menyegerakkan putaran gelendong serta pergerakan alat. G76 dan G92 menetapkan arahan untuk membuat benang luaran atau dalaman yang tepat. Untuk mengelakkan koyak bahan dan haus yang tidak wajar dalam alat, anda perlu mengawal kedalaman pemotongan.
Untuk operasi alur, alat juga digunakan untuk memotong ceruk atau saluran dalam bahan kerja. Alat diletakkan di bawah tekanan yang kurang, dan penyingkiran cip menjadi lebih mudah dengan alur patuk perintah G75.
4. Menggunakan Subprogram dan Gelung
Subprogram memudahkan tugas pengaturcaraan untuk proses pemesinan berulang. Sebagai contoh, arahan M98 memanggil subprogram supaya urutan pemotongan pra-makan boleh digunakan semula. Ia menjimatkan masa dan mengurangkan kemungkinan ralat dalam pengaturcaraan.
Dalam kes pemesinan berbilang bahagian yang serupa, subprogram memastikan bahawa kod yang sama akan digunakan tanpa menulis semula kod. Mengabaikan penggunaan subprogram hampir selalu mengakibatkan program panjang yang menjadi semakin sukar untuk nyahpepijat dan diubah suai.
Tambahan pula, gelung memudahkan pengoptimuman pergerakan alat dengan menyediakan keupayaan untuk mengulangi arahan tertentu. Sebagai contoh, arahan M99 membenarkan cara menggelung mana-mana subprogram yang digunakan dalam pengeluaran. Gelung boleh digunakan untuk operasi berulang seperti lubang penggerudian, benang atau kontur.
Memasukkan dan Mensimulasikan Program
1. Memindahkan Program ke Mesin Larik CNC
Anda masih perlu memindahkan atur cara ke mesin setelah anda selesai menulis program pelarik CNC. Penggunaan pemacu USB, Kawalan Berangka Terus, atau menaip terus melalui panel kawalan adalah kaedah pemindahan biasa dalam kebanyakan mesin pelarik CNC.
Cara paling mudah dan terpantas untuk memuat naik program untuk mesin yang berdiri sendiri adalah melalui pemindahan USB. Kawalan Berangka Terus memautkan mesin pelarik CNC ke komputer dan membolehkan data dipindahkan dalam masa nyata.
Sebaliknya, memasukkan kod secara manual memerlukan ketukan kekunci yang berhati-hati untuk mengelak daripada membuat sebarang kesilapan, tetapi perubahan kecil boleh dibuat terus pada mesin. Kebanyakan kaedah pemindahan ini terpulang kepada aliran kerja anda, keupayaan mesin dan keperluan yang dikenakan ke atas kerumitan program.
2. Menjalankan Larian Kering
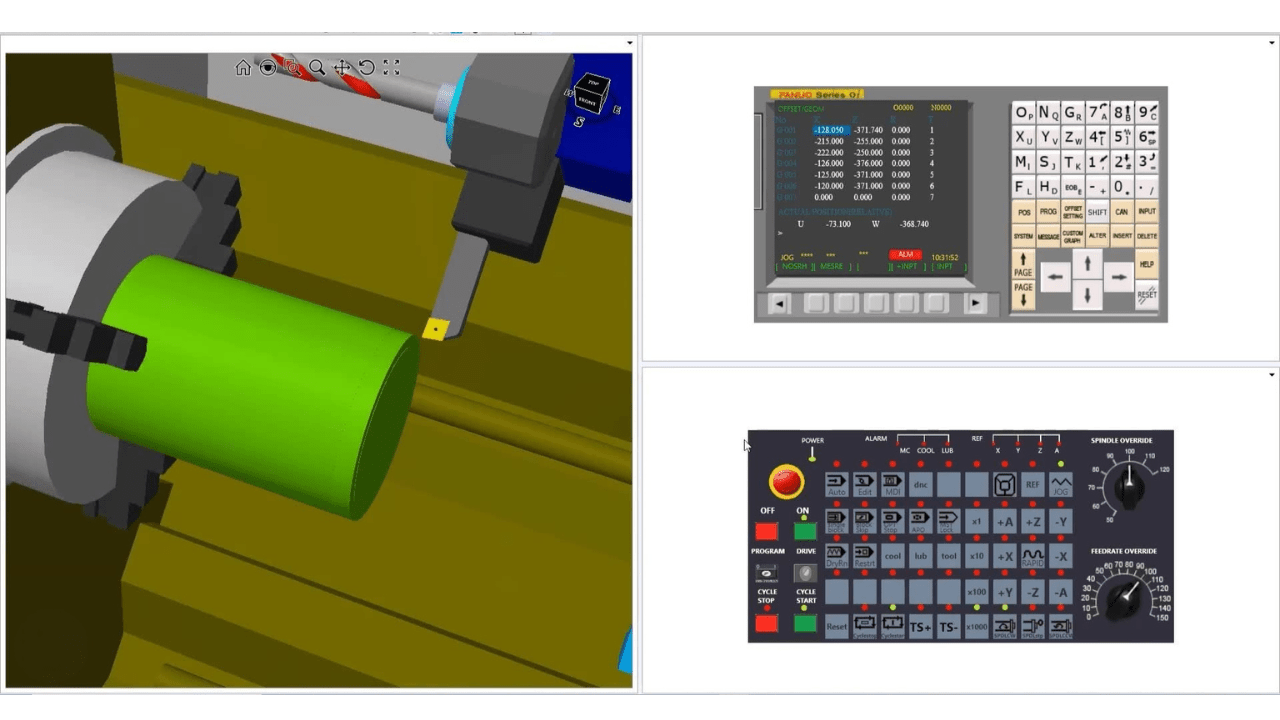
Menjalankan larian kering sebelum pemesinan bahagian membantu menyemak ketepatan pengaturcaraan. Larian kering membolehkan mesin pelarik CNC melaksanakan program semasa ia tidak memotong bahan supaya pergerakan alat benar-benar mengikut laluan yang dimaksudkan.
Larian kering akan membantu mencari offset alat yang salah, koordinat tidak sejajar dan ranap alat yang tidak dijangka daripada ralat pengaturcaraan. Banyak mesin bubut CNC mempunyai pilihan simulasi grafik untuk perwakilan visual pergerakan alat supaya lebih mudah untuk mengesan ralat. Pengesanan awal sedemikian membantu mengelakkan sebarang kesilapan dan kerosakan yang mahal pada mesin atau bahan kerja.
Tambahan pula, larian kering akan merangkumi pemantauan kelakuan laluan alat untuk memenuhi operasi yang lancar. Jika terdapat hentian yang tidak diingini, tersentak secara tiba-tiba, atau kelajuan yang salah digunakan oleh gelendong, maka ini bermakna terdapat ralat pengaturcaraan dan perlu diperbaiki.
Selain itu, menyemak kadar suapan dan perubahan alat semasa simulasi akan memastikan setiap operasi dapat dilaksanakan seperti yang dimaksudkan. Sekiranya berlaku ralat, menganalisis program baris demi baris akan membetulkan kesilapan.
3. Menyahpepijat Laluan Alat
Walaupun selepas larian kering yang baik, analisis anda terhadap program untuk pengoptimuman meningkatkan kecekapan pemesinan. Semakan laluan alat membantu memastikan setiap gerakan bergerak dalam laluan yang paling langsung dan cekap.
Penarikan balik alat yang berlebihan, pergerakan pantas yang berlebihan dan hantaran yang tidak perlu hanya meningkatkan masa kitaran dan merosakkan alat pemotong. Oleh itu, melaraskan laluan ini mengurangkan masa pemesinan tanpa menjejaskan ketepatan.
Selanjutnya, dengan menala kadar suapan dan kelajuan gelendong agar sesuai dengan ciri pemotongan anda bagi bahan yang diberikan, prestasi optimum program dipastikan. Oleh itu, campur tangan kecil di sini menghasilkan peningkatan produktiviti dan hayat alat yang lebih lama.
Selain itu, langkah terakhir penyahpepijatan bermakna mencari dan membetulkan sebarang ralat terakhir dalam atur cara. Pengesahan yang teliti terhadap kod-G dan kod-M memastikan bahawa mereka membenarkan setiap arahan bertindak mengikut arahannya. Menyemak perubahan alat yang hilang, masa tinggal yang salah atau arahan yang bercanggah menghalang gangguan yang tidak wajar semasa pemesinan.
Menjalankan Program pada Mesin Larik CNC
· Mengesahkan Persediaan Sebelum Pelaksanaan
Sahkan penjajaran gelendong dan bahan kerja anda serta bilangan offset alat sebelum digunakan.
· Memulakan Proses Pemesinan Langkah demi Langkah
Mulakan dengan berlari satu langkah pada satu masa untuk memastikan semua pergerakan adalah betul sebelum menjalankan program yang lengkap.
· Pemantauan Pakai Alat
Sentiasa memerhatikan kehausan atau kerosakan alat. Mungkin kadar suapan akan dioptimumkan atau alat dipakai untuk penggantian.
· Mengendalikan Ralat Tidak Dijangka
Sekiranya berlaku penggera, anda harus menghentikan mesin dan mendiagnosis masalah menggunakan skrin CNC atau manual.

Kawalan Kualiti Pasca Pemprosesan
· Memeriksa Bahan Kerja Siap
Menggunakan angkup atau mikrometer, anda harus membandingkan dimensi keseluruhan dengan yang dicadangkan.
· Mengukur Dimensi
Tolok kekasaran membantu dalam mengesahkan kemasan yang betul.
· Melaraskan Offset
Jika ukuran dimatikan sedikit, anda harus melaraskan toleransi dengan mengubah kerja atau alat mengimbangi untuk meningkatkan ketepatan.
· Menyimpan dan Mengoptimumkan Program untuk Penggunaan Masa Depan
Anda harus sentiasa mengekalkan program kerja dan mengoptimumkan pengekodan untuk masa pemesinan yang lebih singkat.
Teknik Pelarik CNC mewah untuk Pengaturcaraan
1. Penggunaan Makro dan Parametrik
Anda boleh menggunakan pengaturcaraan makro dan parametrik untuk mengautomasikan tugas berulang dengan mudah dan dengan itu menjadikan program anda fleksibel.
Daripada menulis kod berasingan untuk operasi yang lebih kurang serupa, anda boleh menentukan pembolehubah dan menggunakan bersyarat supaya laluan alat boleh dibuat secara dinamik. Sebaliknya, ini menjimatkan masa pengaturcaraan dan menyemak ralat. Selanjutnya, ia membenarkan pengubahsuaian pantas dimensi dan toleransi tanpa perlu menulis semula keseluruhan program.
2. Menggunakan Perisian CAD CAM
Perisian CAD CAM mampu mereka bentuk dan menjana program CNC untuk menghasilkan komponen yang sangat rumit. Ia memberi anda keupayaan untuk mencipta model digital dan menjana laluan alat yang dioptimumkan secara automatik dan bukannya mencipta setiap pergerakan dalam program secara manual. Oleh itu, anda boleh mencapai ketepatan dan mengurangkan kesilapan manusia melalui kaedah ini.
3. Pusingan Pelbagai Paksi
Pelbagai geometri lanjutan boleh dimesin dalam satu persediaan menggunakan pusingan berbilang paksi. Daripada mengalihkan bahan kerja ke pelbagai tetapan, gerakan serentak dengan paksi akan membolehkan operasi memusing, mengisar atau menggerudi.
Dengan penyepaduan alat langsung, pengilangan, penggerudian atau operasi mengetuk dilakukan pada mesin pelarik. Ini mengurangkan masa kitaran serta pemprosesan jentera selanjutnya. Oleh itu, penggunaan teknologi berbilang paksi meningkatkan ketepatan dan meningkatkan produktiviti.
4. Automasi
Automasi dan pemesinan adaptif telah membolehkan proses pengeluaran menjadi lebih cekap. Penukar alat automatik bersama-sama dengan pemuat robot mengekalkan proses tanpa gangguan dengan mengurangkan sentuhan manusia.

Kesilapan Pengaturcaraan Larik CNC Biasa dan Cara Mengelakkannya
· Offset Alat dan Tetapan Koordinat yang salah
Pengimbangan yang salah membawa kepada salah jajaran dan ralat dalam pemesinan, oleh itu, sentiasa semak nilai sebelum memotong.
· Pemilihan Suapan dan Kelajuan yang Tidak Sesuai
Tetapan yang salah mengakibatkan kemasan yang buruk, atau haus alatan. Oleh itu, anda harus mengikuti apa yang disyorkan oleh pengeluar.
· Menghadapi Prosedur Keselamatan
Dengan melangkau pemeriksaan keselamatan, anda berisiko mencederakan diri sendiri serta merosakkan mesin.
· Salah tafsir Fungsi G-Code dan M-Code
Pemahaman yang lebih mendalam bagi setiap arahan membantu dalam mencegah pergerakan alat yang tidak dapat diramalkan.
Kesimpulan
Ketepatan dan menyediakan program pelarik CNC memerlukan banyak tumpuan dan berhati-hati. Tambahan pula, pengetahuan tentang kod G, perkakasan dan kawalan kualiti akan membantu anda dalam membangunkan program yang pantas dan bebas daripada ralat.
Mencari pakar dalam pembuatan dan pengaturcaraan mesin pelarik CNC, juruteknik TSINFA sedia membantu – hubungi kami sekarang.