
Tout sur l'usinage par électroérosion (EDM) expliqué
Votre décision d'utiliser une machine d'électroérosion pour le prototypage et d'autres travaux ne peut être prise que lorsque vous êtes certain du processus d'usinage.
Aujourd'hui, nous allons tout explorer sur le processus d'usinage EDM – des concepts de base aux concepts avancés.
Qu’est-ce que l’usinage par électroérosion ?
L'usinage par électroérosion, ou EDM, est une méthode de découpe ou d'usinage non traditionnelle unique qui utilise des étincelles électriques gérées pour couper et façonner la pièce. Cette méthode utilise de l'énergie thermique dans ses opérations. Cette énergie est produite lors de la conversion d'une décharge électrique.
Avantages de la GED
- Plus de liberté avec vos créations
Avec cette méthode d’usinage, vous avez la liberté de conception. Bien que les méthodes d'usinage normales comportent des restrictions, l'EDM vous offrira une liberté totale en ce qui concerne les profondeurs et les coupes de conception complexes.
- Aucun problème de distorsion du processus
Avec l'électroérosion, il n'y a pas de rencontre directe entre l'outil et la pièce à usiner. De ce fait, aucune distorsion ne se produit, ce qui permet d'utiliser la méthode parfaite pour usiner des pièces fines.
- Finition de surface précise
Avec l'EDM, vous n'aurez plus jamais à vous soucier des marques d'usinage laissées sur la surface de la pièce. Cela rend le travail parfait et précis sans nécessiter plus de traitements.
- Coupes précises
L'EDM est parfait si vous souhaitez que les pièces soient découpées à la perfection. Ils sont conçus pour garantir que chaque pièce ou prototype sur lequel vous travaillez est parfait.
- Fonctionne avec divers matériaux
Bien que certains procédés d'usinage ne puissent pas fonctionner avec des matériaux durs, ce n'est jamais le cas avec l'usinage par électroérosion. Quelle que soit la dureté du matériau à usiner, cette méthode répondra à vos besoins.
Limites de l'EDM
- Ce n’est pas idéal pour vous si vous en avez besoin pour des projets à grande échelle. Cela est dû au fait que les taux d’enlèvement de matière sont assez faibles.
- Vous rencontrerez certaines restrictions lors de l'usinage de certains matériaux avec EDM, en particulier des matériaux qui ne sont pas électriquement conducteurs.
- Vous avez besoin d'électrodes pour l'enfonçage avec l'usinage par électroérosion. Cela signifie que lorsque vous ne fabriquez pas en grandes quantités, l’usinage des électrodes est généralement coûteux.
- Cette méthode n'est pas respectueuse de l'environnement. Il faut savoir que l’électroérosion nécessite beaucoup d’électricité pour fonctionner, ce qui la rend assez peu respectueuse de l’environnement.
- Vous aurez peut-être du mal à trouver des experts ayant une expérience en EDM.
- Étant donné qu’une chaleur élevée peut être développée lors de ce processus d’usinage, les caractéristiques métallurgiques des matériaux sont altérées.
- Cet outil d’usinage s’use facilement.
- Il n'est pas possible de reproduire des angles vifs.
Quand utiliser l’usinage par électroérosion
Vous trouverez ci-dessous quelques endroits où vous pouvez introduire l’usinage par électroérosion :
- Utilisé lorsque les extrusions doivent être coupées
- Est nécessaire pour le perçage de micro-trous
- Aide lorsque des coins internes pointus doivent être coupés
- Aide à percer des trous incurvés
- Est nécessaire pour la découpe de formes rotatives
- Pour créer des outils pour le moulage par injection
- Matériau dur pour la gravure
- Pour garantir que les pièces à usiner n'ont pas d'outils cassés
Historique de l'usinage par électroérosion
Tout ce processus a commencé dans les années 1940, lorsque les scientifiques soviétiques NI et BR Lazarenko ont voulu utiliser la puissance des étincelles électriques.
Ces scientifiques ont lancé toute cette procédure, qui a été mise en place au début pour garantir que l'érosion des contacts électriques en tungstène n'était pas la bienvenue. C’est la découverte de ces deux initiés qui a donné vie à cet usinage. Au fil du temps, cette méthode est devenue exceptionnelle, avec des avancées uniques prenant le relais.
Bien que tout ait commencé par usinage par électroérosion à fil, des changements et des transformations uniques ont eu lieu. Aujourd’hui, ce processus montre à quel point l’esprit humain a évolué.
Intégration de la GED et CNC
Vous trouverez ci-dessous les détails concernant l'intégration EDM et CNC :
- En ce qui concerne ces systèmes d'usinage, sachez que la CNC constitue l'interface de liaison entre la conception et la mise en œuvre.
- La CNC garantit que la machine est bien programmée et que les mouvements des électrodes sont contrôlés avec précision.
- La CNC, étant principalement associée aux appareils de FAO ou de CAO, permet d'intégrer directement les spécifications de conception dans le processus d'usinage. Cela vous permet d’obtenir le résultat final idéal dont vous avez toujours rêvé.
Types d'usinage par électroérosion
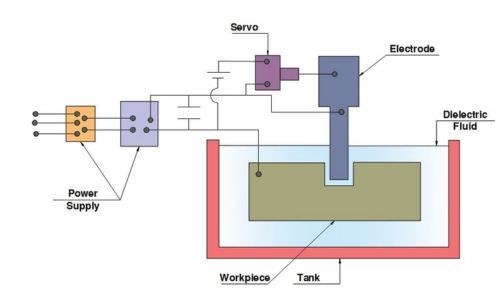
EDM à plomb
Ce type est également appelé type d'usinage par enfonçage ou par électroérosion à bélier.
- Dans le cadre de cette méthode, vous devrez rassembler la pièce et l’électrode et les immerger dans le fluide diélectrique. Cela entraîne des décharges ou des dégagements électriques, qui érodent les pièces à usiner pour obtenir des résultats d'usinage idéaux grâce à la réflexion miroir.
- Lorsque des formes spécifiques et précises sont nécessaires, vous pouvez considérer que ce type fonctionne parfaitement.
- Puisque vous avez beaucoup plus de contrôle sur le mouvement des électrodes avec ce type, il vous est plus facile d’obtenir précision et personnalisation.
EDM à plomb
Ce type d'électroérosion s'est avéré être une solution majeure aux problèmes de la plupart des fabricants de l'industrie de l'usinage.
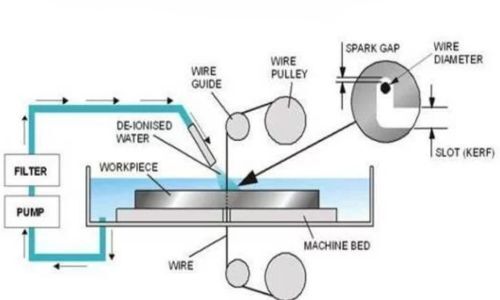
Électroérosion à fil
L’usinage par électroérosion à fil est réputé pour être très précis. En outre, il est connu pour d’autres choses :
- Avec le procédé EDM à fil, un fil en cuivre ou en laiton revêtu est utilisé comme outil de coupe. La plupart du temps, le fil est fin et contient de l’énergie électrique.
- C'est le fil qui coupe les matériaux à mesure que l'alimentation se fait étape par étape.
- Vous pouvez facilement créer des coupes complètes, approfondies et complexes avec ce type d'EDM.
Électroérosion à fil
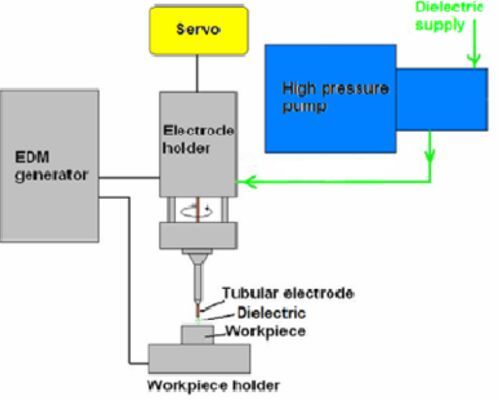
EDM de perçage de trous
Également appelée méthode de perçage rapide de trous, il s’agit d’une procédure unique mise en place pour créer rapidement des trous profonds et précis. Quelques détails supplémentaires incluent :
- Vous devrez utiliser des électrodes tubulaires dans le cadre de cette méthode EDM pour que les trous soient parfaitement sablés.
- Si vous avez besoin de délais d’exécution rapides pour vos coupes, cette méthode est la meilleure.
EDM de perçage de trous
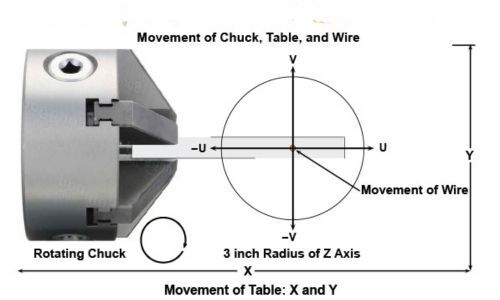
Multi-axes GED
Alors que les méthodes normales d'électroérosion continuent d'évoluer, la méthode multi-axes semble ouvrir la voie. Sachez ce qui suit :
- Cette méthode se démarque comme la seule à inclure davantage d’axes de mouvement. De ce fait, il est capable d’usiner des formes complexes.
- Vous pouvez être assuré d’une flexibilité totale avec cette méthode.
EDM multi-axes
Micro-électroérosion
Cette méthode représente une infusion de la méthode normale d'usinage par électroérosion avec des procédures très minutieuses qui sont détaillées ou affinées. Si vous êtes dans une industrie qui nécessite la fabrication de nombreux produits miniatures, ce type est idéal pour vous. Ce type offrira le plus haut niveau de précision et de détail dont vous avez besoin avec des matériaux usinés.
Micro-électroérosion
Fraisage EDM
Dans ce type d'usinage par électroérosion, on utilise une tête EDM. Le mouvement de cette tête dans le schéma de fraisage permet à tous les travaux d'usinage d'être parfaitement réalisés dans les moindres détails.
Si vous souhaitez usiner des composants qui nécessiteront une géométrie complexe que les méthodes de fraisage normales ne peuvent pas aider à donner vie, ce type d'EDM y parviendra.
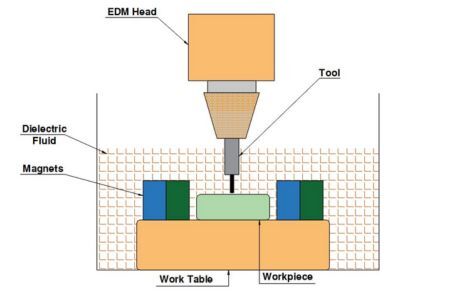
Fraiseuse EDM
Fil de fil EDM
Ce type d'EDM est une méthode unique de classification des EDM à fil. Avec cette méthode, vous devrez vous assurer que le trou de départ est bien fileté. Ce filetage, lorsqu’il est bien fait, est ce qui rend l’ensemble du processus d’usinage très fluide.
Si vous avez besoin de fil pour traverser ou traverser des géométries compliquées, ce type d'électroérosion est idéal.
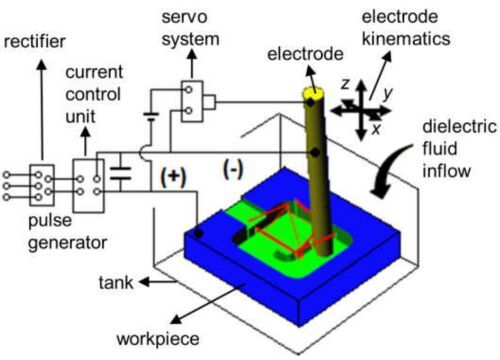
Composants de la GED
· Guides
Également connu sous le nom de viroles. Ce composant est en céramique. Il effectue son travail en guidant les électrodes vers la pièce spécifique à façonner.
· Électrode
Idéalement, une électrode se présentera sous la forme de tubes, de fils ou même de matrices.
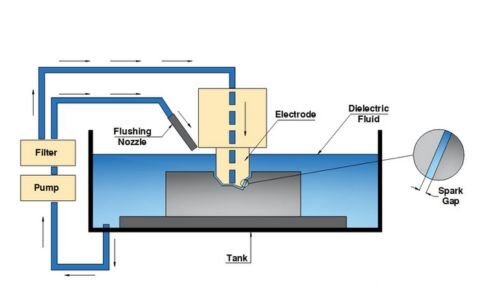
· Fluide diélectrique
Ce composant est responsable du refroidissement des pièces et des électrodes. En outre, ils vont plus loin en garantissant que les matériaux érodés sont éloignés des zones de pièces usinées.
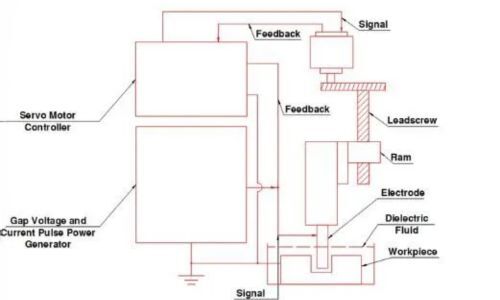
· Alimentation en courant
C'est l'énergie qui déclenche les électrodes. Cela garantit que la puissance requise pour la précision est obtenue.
· Unité de contrôle
Vous trouverez ce composant posé au centre du dispositif d'usinage par électroérosion. C'est ici que tout ce qui concerne la machine est contrôlé.
· Systèmes diélectriques
Ce système d'usinage par électroérosion répond à différents besoins. Il se place entre les pièces et les électrodes. Il dispose également d'un réservoir ou d'un récipient contenant un fluide diélectrique. Ce fluide est principalement eau déionisée ou de l'huile.
· Pompe
Ce composant facilite grandement le déplacement du fluide diélectrique du fond du récipient vers l'outil.
· Réservoir de travail
Ce composant est l'endroit où se déroulent tous les processus d'usinage avec cette méthode. Il s'agit d'un récipient dans lequel le fluide et la pièce à usiner sont réunis.
· Fixations et supports de pièces
Ce composant garantit que les pièces sont maintenues au bon endroit. Cela garantit que même pendant l'usinage, la pièce ne bouge pas afin d'éviter toute erreur.
· Asservissement
Ce composant garantit que l'écart entre les électrodes et les matériaux est fixe ou ajusté. Il permet également de garantir que la génération d'étincelles est bien contrôlée afin d'obtenir une précision totale.
· Système de chasse d'eau
Ce composant sert de support et joue également un rôle très important dans l’ensemble du processus GED. Cette pièce assure un flux de fluide diélectrique progressif pour améliorer le processus de retrait.
· Voltmètre
Ce composant de la machine EDM est utilisé pour mesurer la tension.
· Ampèremètre
Cet appareil fonctionne en vérifiant si le courant circule ou non. Cependant, il doit être lié avant que vous puissiez l'utiliser pour ces contrôles.
Composants GED
Comment les électrodes affectent le processus d'usinage par électroérosion
Différentes électrodes ont des propriétés différentes. Ces différences affecteront votre processus EDM, que ce soit négativement ou positivement. Vous trouverez ci-dessous quelques façons dont cela se déroule :
- Une électrode en laiton, par exemple, entraînera une érosion rapide des matériaux par rapport au tungstène et à d’autres matériaux.
- Les électrodes en laiton sont faciles à extruder ou à usiner. Ainsi, ils sont davantage utilisés dans les processus d’usinage par électroérosion à fil.
- Le cuivre résiste mieux à l’usure que le laiton. De plus, il est très difficile à usiner par rapport au laiton. Cependant, le cuivre étant un excellent conducteur, il fonctionne parfaitement si vous avez besoin que les pièces aient une finition soignée.
- Le cuivre peut également être ajouté au tungstène pour obtenir les meilleurs processus d'usinage d'électrodes en cuivre et tungstène.
- Système de filtration de fluide diélectrique. Ce système garantit que le fluide diélectrique est exempt de toutes particules non sauvegardées et est propre pour perfectionner le processus d'usinage.
- Système de refroidissement. Ce système permet d'éviter la surchauffe de la machine et d'assurer sa sécurité de fonctionnement.
Processus d'usinage par électroérosion étape par étape
Principe de fonctionnement de l'EDM
Étape 1 – Préparez les éléments nécessaires.
Vous devez préparer les éléments suivants :
- L'électrode.
- Le matériau ou la pièce à usiner.
- Machine d'électroérosion.
- Vêtements de sécurité (gants, lunettes)
- Fluide diélectrique.
Étape 2 : Montage de la pièce et de l'électrode
Commencez par monter votre pièce et votre électrode. Lors du montage, veillez à laisser une petite distance. Ainsi, la pointe de l’électrode ne doit pas toucher la pièce.
Étape 3 : Allumer et éteindre l’alimentation diélectrique
Vous devrez activer l'alimentation diélectrique pour immerger la pièce et l'électrode dans des fluides diélectriques. Après cela, éteignez-le.
Étape 4 : Commande de configuration via l'unité de contrôle
Lancer la commande de démarrage de l'usinage via l'unité de commande. Cela garantit que la bonne quantité d’énergie est créée pour que les bonnes étincelles prennent le relais.
Étape 5 : Étape de fusion et de vaporisation
Les étincelles électriques, lorsqu’elles sont générées, génèrent une énergie thermique élevée. Cela fait fondre et vaporiser le métal ; ainsi, l'usinage est réalisé.
Différence entre CNC et EDM
- La CNC nécessite un contact physique avec les pièces, et l'EDM ne l'exige pas.
- La CNC coupe avec un outil de coupe tranchant, tandis que l'EDM utilise des décharges électriques ou des étincelles pour façonner ou couper la pièce.
- La découpe de conceptions complexes est plus facile avec l’EDM, alors qu’elle est très difficile avec la CNC.
- L'EDM coûte plus cher pour usiner les pièces, tandis que la CNC ne coûte pas autant.
Comment choisir la bonne machine à décharge électrique
Voici quelques conseils pour choisir le bon EDM :
- Vous devez vérifier les capacités de la machine en ce qui concerne la conicité des trous.
- Vérifiez la taille de la machine et votre espace.
- Le fluide diélectrique qu'il utilise. Il est important que vous utilisiez le bon liquide.
- Assurez-vous qu’il dispose d’une structure de maintenance fluide.
- Comparez les prix pour être sûr d’investir dans ce qui correspond à votre budget.
- Est-il facile à utiliser? Vous devez considérer cela sérieusement.
Matériau que vous pouvez usiner avec EDM
Bien que polyvalent, l’EDM est capable de travailler davantage avec certains matériaux. Ci-dessous ceux-ci :
- Acier – Cela comprend les types d’acier inoxydable et trempé qui sont très résistants
- Cuivre- A une grande conductivité électrique
- Aluminium – Ce n’est pas lourd, mais très solide
- Inconel- Est capable de résister à des températures extrêmes. De plus, c'est un alliage de nickel
- Laiton- L’usinage est très facile avec le laiton.
- Graphite– Fonctionne parfaitement pour le processus EDM
- Titane- Résiste à la corrosion et est très solide
- Hastelloy- Très résistant à la corrosion
- Carbure de tungstène- Résiste à l'usure et est très dur
- Kovar- Cet alliage est capable de résister à différents niveaux de dilatation thermique
- Or
- Argent- Possède une excellente conductivité électrique et thermique.
Meilleur logiciel à utiliser en GED
Voici la liste des meilleures applications que vous pouvez utiliser pour EDM :
- Intégration CAM et CAO. Cette application, réunie, est capable de transformer des conceptions complexes et complexes en réalité. Il le fait grâce au guidage de la machine.
- Application de simulation. Cette application est utilisée pour visualiser et optimiser l'ensemble de la procédure avant qu'elle ne commence. Lorsque cela est fait, vous connaissez toutes les inefficacités ou erreurs probables. Ainsi, on gagne du temps et on évite le gaspillage de matériaux.
- Logiciel CNC. Cette interface est ce qu'offre la machine avec ses opérations de programmation. Cela garantit la bonne quantité de contrôle du mouvement de l’électrode.
- Logiciel de surveillance et de contrôle des processus. Ce logiciel aide à ajuster le courant, la tension et bien plus encore pour garantir un rendement de travail parfait.
- Logiciel de génération de parcours d'outils. Il est utilisé pour générer des chemins spécifiques que l’outil doit suivre. Cela conduit à des niveaux de précision élevés.
Comment l'EDM se compare-t-il à d'autres processus d'usinage
Voici quelques éléments qui différencient l’EDM des autres méthodes d’usinage :
- Processus sans contact. L'EDM est sans contact dans le sens où vous n'avez aucun contact physique avec le matériau. Les étincelles ou décharges électriques font le travail ici. On ne peut pas en dire autant des méthodes d'usinage traditionnelles ou autres.
- Dureté du matériau. Il vous est facile d'usiner des matériaux très durs grâce à la méthode EDM. Malheureusement, les méthodes d’usinage traditionnelles ont du mal à y parvenir.
- Précision et complexité. Si vous souhaitez obtenir des formes complexes et des détails précis et parfaits, l'EDM est la méthode à privilégier. Cependant, vous ne pouvez pas compter sur les méthodes d’usinage traditionnelles pour obtenir les mêmes résultats.
- Finition des surfaces. Le niveau de finition de surface que vous obtenez avec l'EDM sera toujours plus élevé. Ainsi, vous n’aurez pas besoin d’un processus de post-usinage. Toutefois, cela ne peut pas être dit en ce qui concerne d'autres méthodes de machine.
- Usure de l'outil. Il n'est pas fréquent de constater une usure des outils dans le domaine de l'électroérosion par rapport à d'autres processus. De plus, la maintenance n’est pas compliquée avec EDM.
- Mise en place du processus. La configuration EDM est généralement compliquée et prend beaucoup de temps. C’est encore pire lorsque vous réalisez des conceptions complexes. Cependant, d’autres méthodes d’usinage ne le sont pas.
- Restrictions sur les matériaux des pièces à usiner. L'EDM ne peut fonctionner parfaitement qu'avec des matériaux électriquement conducteurs, mais l'usinage traditionnel est capable de traiter différents types de matériaux.
- Coût de fonctionnement. Vous dépenserez beaucoup plus pour l’exploitation de l’EDM que pour d’autres méthodes d’usinage. Cela est dû aux machines spécialisées nécessaires, à la consommation d’électricité et à la maintenance.
Applications d'usinage par électroérosion
Vous trouverez ci-dessous quelques secteurs dans lesquels l’usinage par électroérosion est principalement utilisé :
- Ils sont utilisés ici pour créer des matrices pour les pièces automobiles ainsi que des moules pour les pièces automobiles.
- Utilisé pour usiner des pièces de moteur et des aubes de turbine.
- Production d'outils et de matrices. Utilisé pour créer des tampons, des matrices et des moules.
- Équipement médical. Idéal pour produire des dispositifs chirurgicaux et des implants complexes.
- Est bénéfique dans la création de pièces pour l’éolien, le nucléaire, etc.
- Utilisé pour fabriquer des connecteurs et des pièces semi-conductrices.
- Machines pour la fabrication. Pour usiner des filetages, des engrenages et d’autres composants de machines uniques.
- Recherche et développement. Idéal pour les prototypes et la création de pièces expérimentales.
- Créer des composants utilisés dans les véhicules militaires ainsi que dans les équipements.
- Idéal pour créer des pièces d'infrastructure et des connecteurs.
FAQ
Quelle est la précision de l'EDM ?
L'usinage par électroérosion est capable d'atteindre une tolérance de +/- 0,0002. Cela le rend très précis et exact.
Quelles finitions l’usinage par électroérosion peut-il réaliser ?
L'usinage par électroérosion ne laisse pas de traces sur les pièces. Ainsi, vous pouvez vous attendre à des finitions de surface supérieures avec cette méthode d’usinage. Notez que le niveau de vitesse de coupe détermine également la perfection de la finition.
Conclusion
Comprendre le caractère unique du processus d’usinage par électroérosion est certainement quelque chose qui vous aidera. Dans tous ces détails fournis, vous devez vous assurer que la bonne machine est utilisée pour rendre le processus extrêmement simple.
Davantage de ressources:
EDM à plomb ou EDM à fil – Source : TSINFA
EDM à plomb – Source : TSINFA
Usinage EDM – Source : ANNUAIRE IQS
GED – Source : XOMÉTRIE
Recharge de véhicules électriques– Source : BESEN

