CNC Torna Tezgahı Nasıl Programlanır – Eksiksiz Bir Kılavuz
CNC torna programlama, hassas kesme, oyma ve delme işlemlerini yapmanıza olanak tanır.
Aslında, CNC torna programlamak deneyim ve uzmanlık gerektirir. Bunun nedeni, CNC makinesini çalıştırmak ve kodlar.
Bu kılavuzda CNC torna tezgahı programlama sürecine ilişkin detaylı ve pratik bir yaklaşımı inceleyeceğiz.
Bir göz atın:

CNC Torna Programlamasını Anlamak
CNC torna programlama, makinenin iş parçanıza nasıl kesimler, tornalamalar ve şekiller vereceği konusunda bilgi sahibi olmasını sağlayan kodun yazılmasıdır. Bunun için, G kodlarıve M kodları Makinede kullanılan hareketi, hızı ve takım değiştirme işlevselliğini tanımlamak için kullanılır.
İdeal olarak, bunların hepsi, şu adı verilen geniş bir konu başlığı altında toplanır: sayısal kontrol.
CNC Torna Programlamasına Hazırlık
1. Doğru CNC Torna Tezgahını Seçmek
Bu senin için CNC işleme doğru olanı seçmeniz gerekir Cnc torna tezgahı. CNC torna tezgahlarının farklı tipleri vardır: yatay CNC,dikey CNC, Ve İsviçre CNC tipleri, çeşitli avantajlar sunar. İsviçre tipi torna tezgahı, küçük ve karmaşık parçalarda hassasiyet elde etmek için mükemmeldir.
Öte yandan, yatay torna tezgahları daha büyük bileşenleri daha iyi destekler ve dengeler. Seçiminiz ayrıca mil gücü, takım kapasitesi ve otomatik özellikler gibi çeşitli yönlere de bağlı olacaktır. Bu nedenle, üretim gereksinimlerini karşılamak, makinenizle verimsizliklerden ve maliyetli hatalardan kaçınmanızı sağlar.
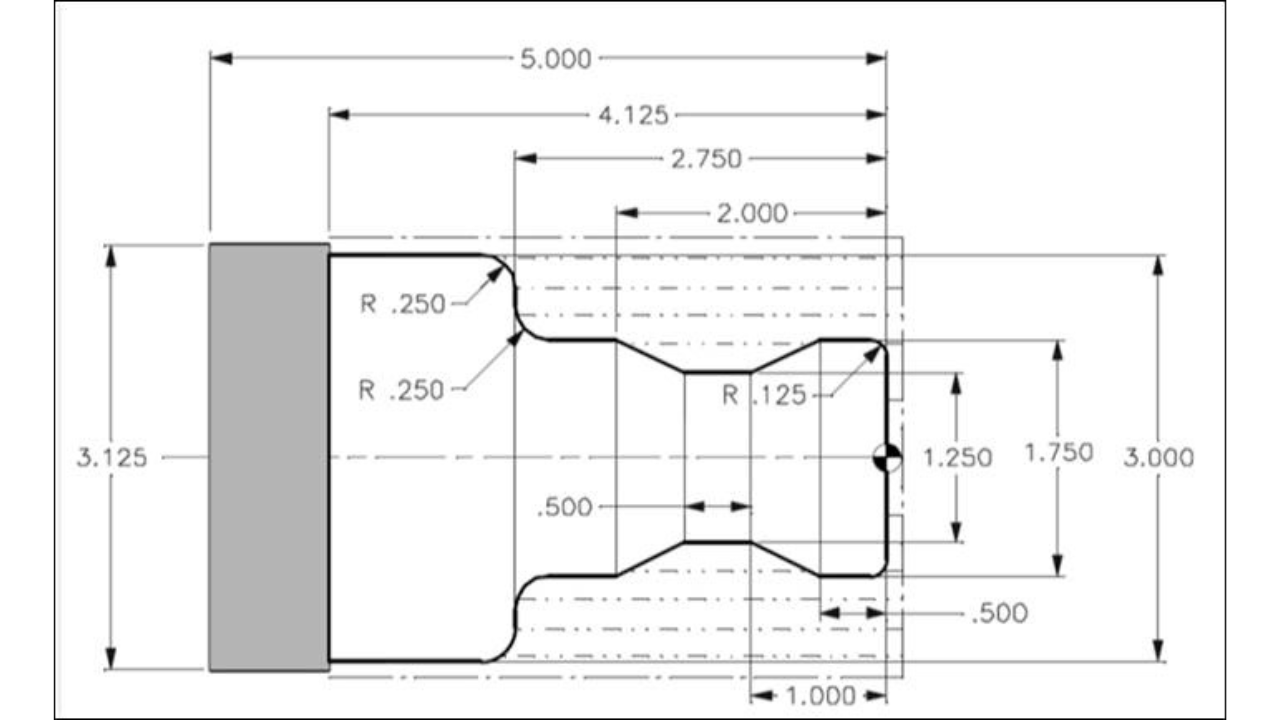
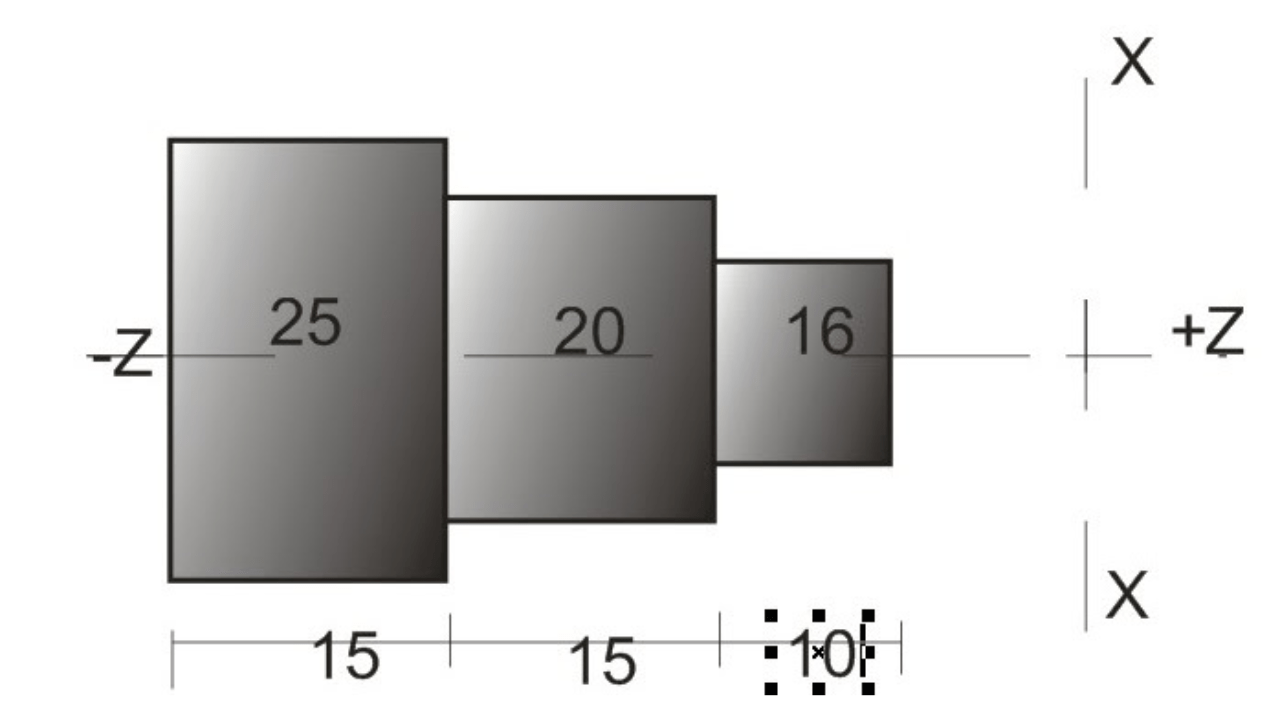
2. İş Parçası Özelliklerini Bilin
Herhangi bir CNC torna tezgahının programlanması, özellikle iş parçası üzerinde malzemeler ve boyutlarla ilgili bilgi de dahil olmak üzere belirli ön hazırlıklar gerektirir. Örneğin, kesme parametrelerinin alüminyum, çelik ve titanyum gibi metaller arasında polimerler veya kompozitlerle karşılaştırıldığında farklılık gösterdiğini unutmamalısınız.
Ayrıca, verilen malzemelerin her biri hem ısıya hem de basınca farklı tepki verir, bu da besleme hızını ve hatta takım seçimini etkiler. Bu yönlerin dikkate alınmaması yanlış kesimlere, çok fazla atığa veya takım tahribatına neden olur.
3. Kesme İçin Doğru Aletlerin Seçilmesi
Hassasiyet, takım ömrü ve verimlilik açısından, bir kesici takım seçerken en önemli faktör kesici takım seçimidir. İş parçası malzemesine ve ilgili işleme sürecine uygun takım tutucu ve eki seçin.
Karbür uçlar yüksek hızlı kesme işlemleri için daha uygundur ve yüksek hızlı çelik takımlar genellikle daha esnek oldukları için daha düşük kesme hızlarında daha iyi çalışırlar.
Takım geometrisi, özellikle tırmık açıları ve talaş kırıcı da yüzey kalitesi ve talaş tahliyesinde rol oynar. Bu nedenle, doğru takımların kullanılması aşınmayı azaltır, duruş süresini kısaltır ve işlemede genel performansa katkıda bulunur.
4. İş Tutma ve Fikstürleme Yöntemleri
İş parçasını sabitleme şekliniz, işleme sırasında hareketi önlemeli ve böylece doğruluğu artırmalıdır. İş parçası tutma, farklı parçalarla en iyi şekilde çalışan aynalar, pensler ve ön plakalar gibi diğerlerini içerir.
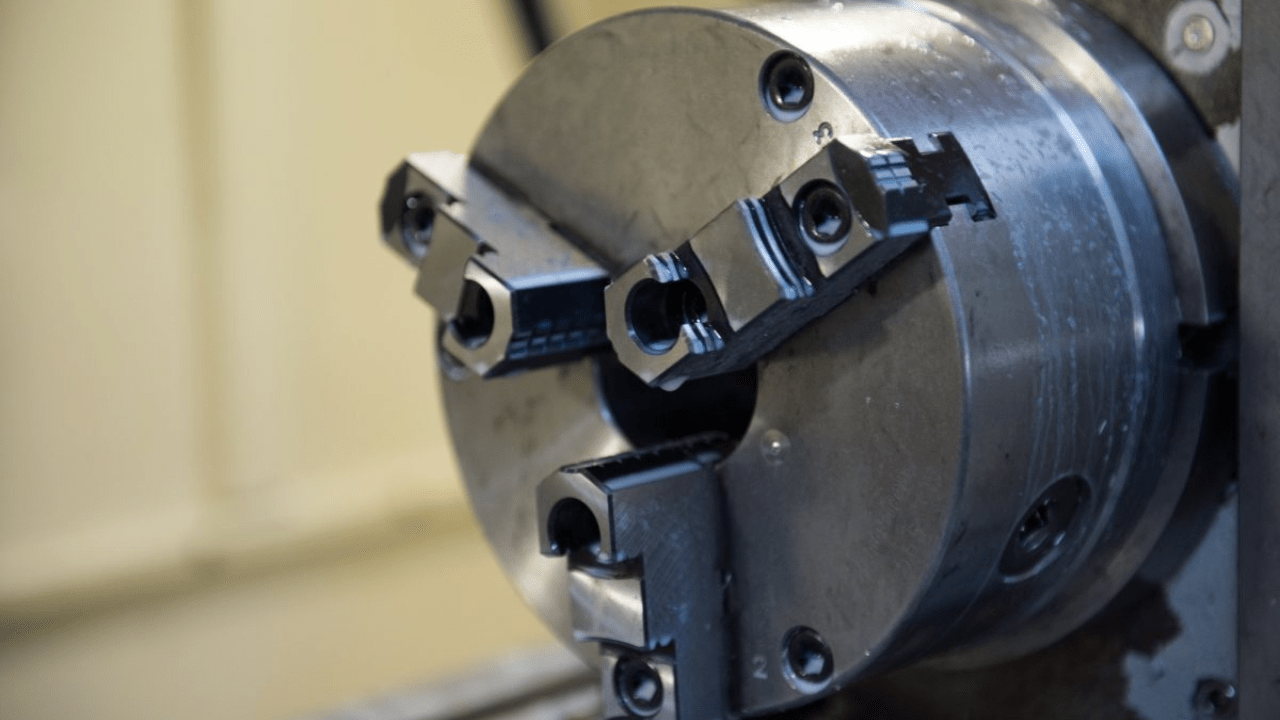
Üç çeneli bir ayna, yuvarlak iş parçalarının genel tutulması için uygundur, pens ise daha küçük parçalar için daha yüksek hassasiyet sunar. Öte yandan, ön plakalar garip şekilli iş parçalarını sabitler.
Bu nedenle, iyi iş tutma titreşimi azaltır, iş parçasını sabit tutar ve işleme sırasında hizalama hatalarını önler. İş parçası düzgün bir şekilde sabitlenmezse, makinede yanlışlığa veya hasara neden olur.
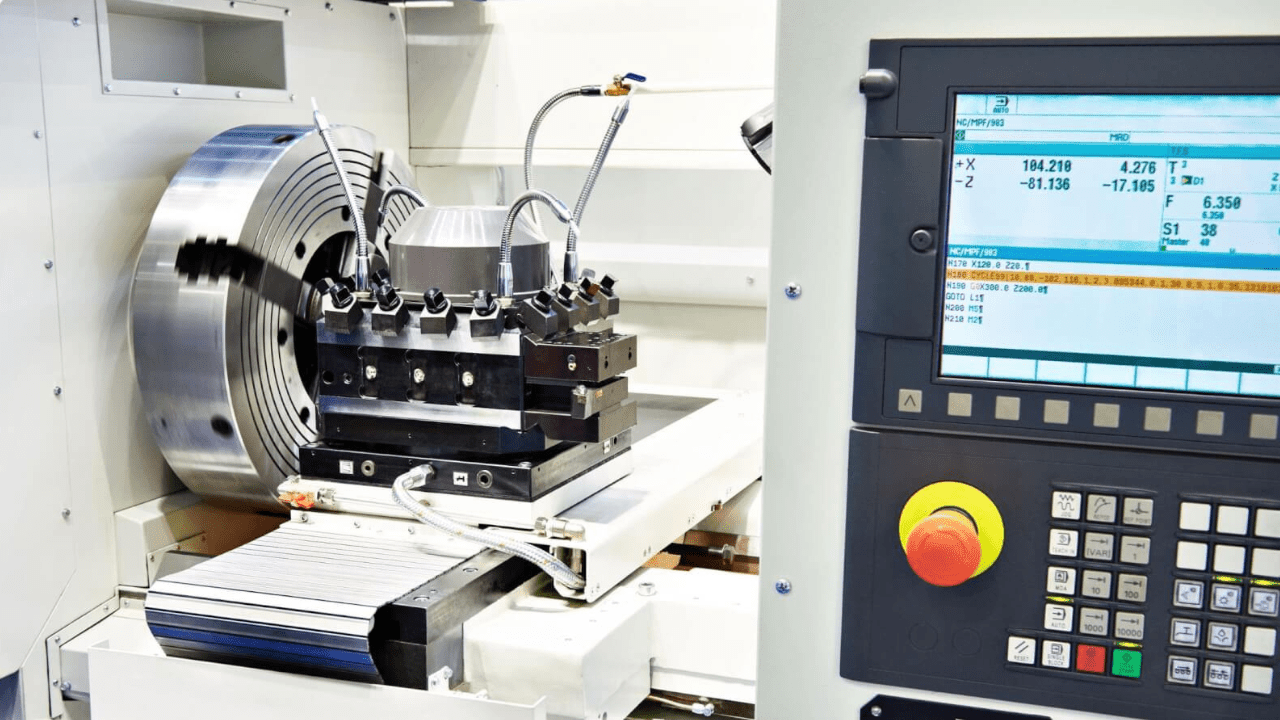
CNC Torna Tezgahının Kurulumu
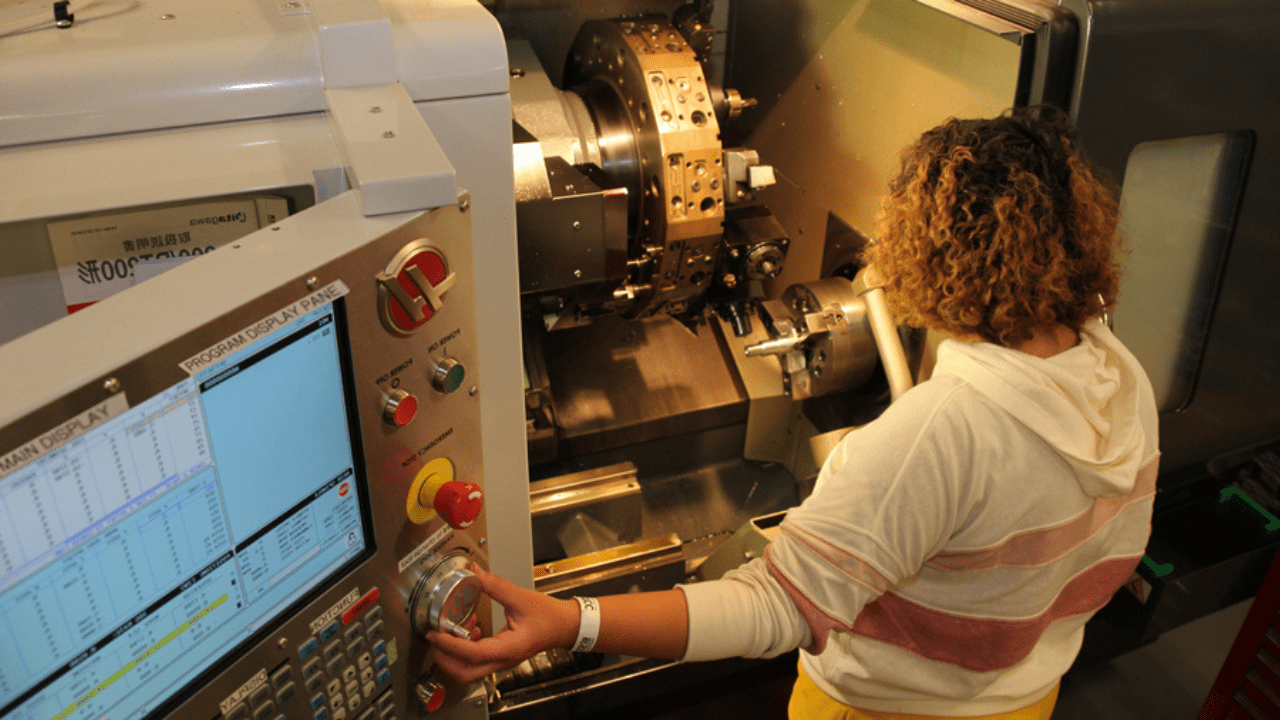
· Makineyi Açma ve Başlatma
CNC torna tezgahında programlama ve kesmeye doğru atılan ilk adım, makineyi açmaktır. Makine açıldığında, kontrol sistemi her şeyin doğru şekilde çalıştığını kontrol etmek için kendi kendini teşhis eder.
Örneğin, ana konuma getirme işlemi, makineyi bir referans pozisyonuna hareket ettiren, ekseni sıfırlayan ve hassas hareket için hazırlayan işlemdir. Bu işlemi atlamak, aletin yanlış hizalanmasına veya hatalı konumlandırılmasına yol açabilir. Kontrol paneliyle, işleme işlemine başlamadan önce sistem ayarlarını, aletlerin ofsetlerini ve milin parametrelerini kontrol edebilirsiniz.
· İş Parçasının Yüklenmesi ve Uygun Şekilde Sabitlenmesi
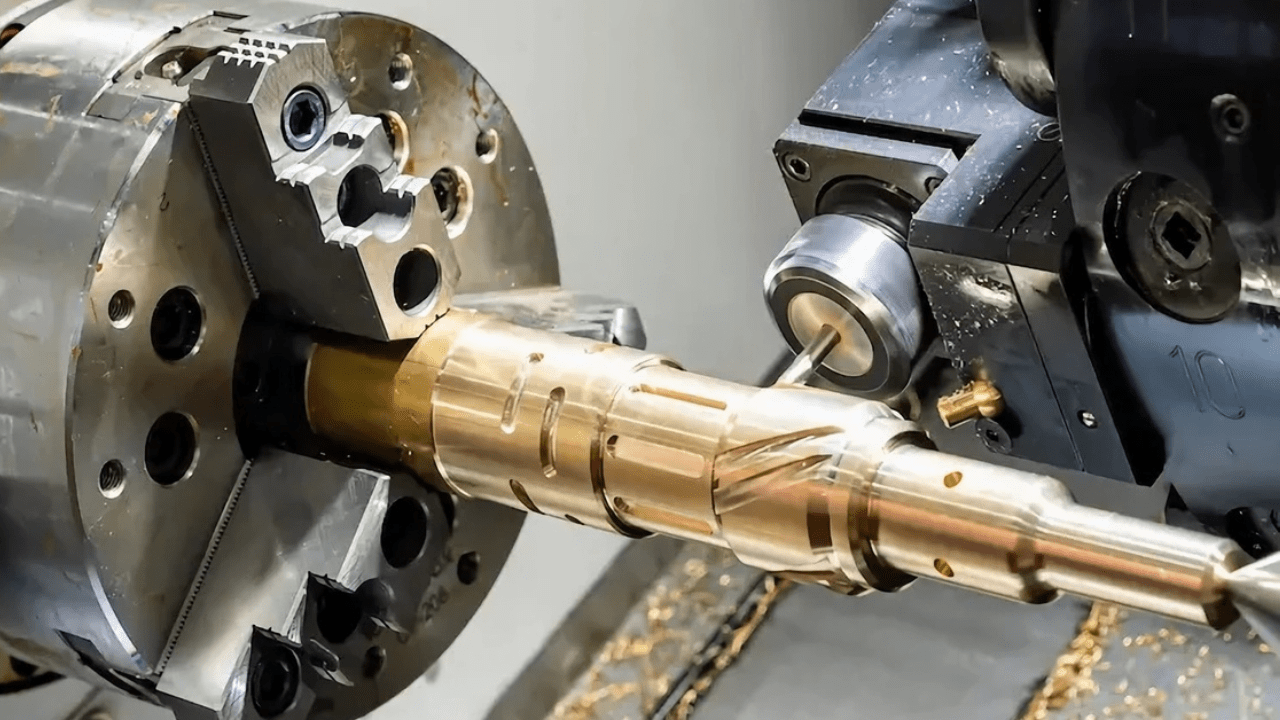
Hassas işleme için iş parçasının iyi konumlandırılması gerekir. İş parçasının şekline, boyutuna ve malzeme türüne bağlı olarak bir iş tutma yöntemi seçilir.
Örneğin, yuvarlak parçaları işlemek için üç çeneli bir ayna kullanacaksınız ancak daha doğru hizalama sağlamak için düzensiz şekilleri sabitlemek için dört çeneli bir aynaya ihtiyacınız olacak. Ancak küçük parçalar için, bir pens aynası çok fazla baskı uygulamadan bunları uygun şekilde kavrar. Bu nedenle, iyi hizalama titreşimi önler ve bu da pürüzsüz ve hassas kesim sağlamak için olmazsa olmazdır.
Ayrıca, bir iş parçasının deformasyonunu önlemek için sıkıştırma kuvvetlerinin dengelenmesi gerekir. Aşırı sıkıştırma, iş parçasının ezilmesine yol açabilirken, yetersiz sıkıştırma, iş parçasının kaymasına neden olabilir.
Bu nedenle, iş parçasının sıkıca tutunup tutunmadığını görmek için mili elle döndürerek torna tezgahını test etmelisiniz. İş parçasında herhangi bir hareket veya oynama fark edilirse, işleme hatalarından kaçınmak için ayarlama yapılmalıdır. Bu nedenle, uygun sıkıştırma, işlem sırasında daha az takım kırılması olasılığı ve daha fazla boyut doğruluğu anlamına gelir.
· Takım Seçimi ve Takım Ofset Ayarı
İş için doğru aletin seçimi kesme verimliliğini ve yüzey kalitesini belirler. Kaba işleme, delme, son işlem ve diş açma gibi farklı işlemleri gerçekleştiren çeşitli aletler vardır.
Örneğin karbür uçlar çok dayanıklıdır ve bu nedenle metallerin yüksek hızlı kesimi için uygundur, yüksek hızlı çelikler ise daha yumuşak malzemeler için daha esnektir.
Öte yandan, takım tutucular stabilite ve sapmanın en aza indirilmesi için gereklidir. Bu nedenle, sert bir takım kurulumu çok az titreşime izin vererek takım ömrünü artırır ve tekrarlanabilir sonuçlar elde edilmesini sağlar.
Ek olarak, hassas kesim için takım ofsetleri kullanılır. Her takımın, iş parçasına göre o takımın tam konumunu tanımlamak için kullanılan ayrı bir ofseti vardır. Bu değerler CNC kontrolüne doğru bir şekilde girilmeden, doğru kesme derinliği sağlanamaz ve çarpışmalar meydana gelebilir.
Bazı makineler bir prob kullanarak otomatik takım ölçümü sağlarken, diğerleri manuel giriş gerektirir. Herhangi bir işleme işlemine başlamadan önce takım ofsetini kontrol etmek, maliyetli hataları ortadan kaldırmaya ve parça kalitesini korumaya yardımcı olur.
· İş Parçası Sıfır Noktasının Ayarlanması
Sıfırlama, CNC torna tezgahının tüm programlanmış komutları doğru bir şekilde çalıştırabileceği anlamına gelir. Bu, makinenin kesmeye başlaması için referanstır. Çoğu torna tezgahı artık G54 ila G59 gibi bir çalışma ofset sistemini benimsediğinden, çeşitli kurulumlar için farklı sıfır konumları tanımlanabilir.
Önemlidir çünkü eğer bu nokta doğru ayarlanmazsa alet yanlış yerden keser ve iş parçasına veya ekipmana zarar verir.
Genellikle, sıfır noktası bir temas aracı veya kenar bulucu kullanılarak tanımlanabilir. Bazı CNC torna tezgahlarında, otomatik problama sistemleri bu konumu doğru bir şekilde ayarlar. Sıfır noktası ayarlandıktan sonra, tüm araç yolları bu referanstan ölçülür.
Bunu yapmamak yanlış ölçülmüş parçalara ve israf edilen malzemeye yol açacaktır. Sıfır referansının doğru ayarlanması parçanın doğru şekilde hizalanmasını sağlar ve işleme sırasında hataları önler.
· Mil Hızı ve İlerleme Oranı Hesaplamaları
Mil hızı, kesici takımın dönme hızıdır, ilerleme hızı ise kesicinin malzemeye ne kadar hızlı girdiğine karşılık gelir. Takımda aşınma olmadan verimli malzeme çıkarma için bu iki parametreyi dikkatlice ayarlamalısınız.
Ayrıca, ideal aralık iş parçası malzemesine, takım türüne ve gereken yüzey kalitesine göre değişir. Daha sert malzemeler için daha düşük hızlara ihtiyaç duyulur ve daha yumuşak malzemeler için ısı birikimi olmadan daha yüksek hızlara tolerans gösterilebilir.
Besleme hızı ayrıca kesme verimliliğini ve talaş oluşumunu etkiler. Bu nedenle, yavaş bir besleme hızı pürüzsüz bir yüzey sağlar ancak aynı zamanda takımı ovalayabilir ve böylece ömrünü azaltabilir.

CNC Torna Programının Yazılması
1. Program Formatı ve Yapısı
CNC programları belirlenmiş bir format gerektirir. Her satır G kodlarından (hareket komutları) ve M kodlarından (makine komutları) oluşur. İyi formatlama, hata olmamasını ve sorunsuz yürütmeyi sağlar.
2. Yorumlar ve Belgeler
Yorumlar biçiminde programlama, programcının kodu daha sonra anlamasını sağlar. Örneğin, "TOOL CHANGE FOR ROUGH CUTTING" bu komutun ne için kullanıldığını açıklamaktadır. İyi belgelenmiş programlar karışıklık olasılığını azaltır ve hata tespiti için vazgeçilmezdir.
3. Önemli CNC G-Kodları ve M-Kodları
Tornalama İşlemlerinde Kullanılan G Kodları (G00, G01, G02, G03)
- G00 – Hızlı hareket (kesmeyen hareket)
- G01 – Kontrollü bir beslemede düz çizgi kesme
- G02 – Saat yönünde ark kesme
- G03 – Saat yönünün tersine ark kesme
Alet Hareketi ve Konumlandırma
- G90 (Mutlak Konumlandırma): Hareketler sıfır noktası referansına göre yapılır.
- G91 (Artımlı Konumlandırma): Hareketler bir önceki konuma göre yapılır.
Mil Kontrolü ve Takım Değiştirme Komutları (M03, M04, M06)
- M03 – Mil AÇIK (saat yönünde)
- M04 – Mil AÇIK (saat yönünün tersine)
- M06 – Takım değişimi
Temel Bir CNC Torna Programı Oluşturma
1. İlk Kurulum Komutları
İşleme başlamadan önce, düzgün işlemler için uygun kurulumu gerçekleştirmelisiniz. Program, makineyi işlem için ayarlayan hazırlık komutlarıyla başlar.
Örneğin G21, metrik ölçümleri ayarlamak için kullanılırken, G20, dönüştürme hatalarını önlemek için inç ölçümleri içindir.
Çalışma koordinat sistemi ayrıca G54, G55 veya diğer ofsetler kullanılarak oluşturulmalıdır. Bu, doğru hareketlerin gerçekleştirilebilmesi için iş parçasının konumunu belirler.
Uygun mil aktivasyonu ve takım seçimi de kuruluma dahildir. M03 komutu mili saat yönünde etkinleştirirken, M04 onu saat yönünün tersine çalıştırır. Malzeme kesiminin gereksinimlerine göre mil hızını S komutuyla atamalısınız.
Ayrıca, T ve M06 kullanılarak uygun takımın seçilmesi, makinenin doğru kesiciyi yüklemesine neden olur. Bu komutlar, düzenli ve verimli bir işleme sürecinin yapı taşlarıdır ve bunlar olmadan makine düzgün bir şekilde nasıl çalışacağını bilmez.
2. Kaba İşleme Geçişi ve Bitirme Geçişi Komutları
Kaba işleme işlemleri, fazla maddeden hızlı ve verimli bir şekilde kurtulmak için tasarlanmıştır. Hızlı konumlandırma için G00 ve kontrollü doğrusal hareketler için G01 gibi komutlar, ilk kesme işlemi boyunca aleti yönlendirmek için uygulanır.
Hız ve kesme kuvvetleri dikkate alınarak uygun bir ilerleme hızı belirlemek için F komutuna ihtiyacınız vardır.
Bu nedenle, kaba işleme geçişleri genellikle takım üzerindeki stresi en aza indirmek ve aşırı ısının birikmesini önlemek için birkaç derinlik artışı içerir.
3. Delme, Diş Açma, Yiv Açma İşlemleri
Delme için, delikleri doğru bir şekilde yapmak için doğru konumlandırma ve derinlik kontrolüne sahip olmak gerekir. Basit delme döngüsü G81 ile etkinleştirilirken, gagalama delme G83 ile gerçekleştirilir.
Ek olarak, takım kırılmasını önlemek için mil hızını, ilerleme hızını ve derinliği belirtmelisiniz. Doğru matkap boyutu ve soğutucuların uygun kullanımı kombinasyonu, delik kalitesini ve takım ömrünü en iyi seviyede tutmaya yardımcı olabilir.
Dolayısıyla delmede uygun olmayan strateji, talaş birikmesine, takımların sapmalarına ve delik çaplarında değişimlere neden olmaktadır.
Diş açma, mil dönüşünü ve takım hareketini senkronize eder. G76 ve G92, tam dış veya iç dişler açmak için komutları ayarlar. Malzemenin yırtılmasını ve takımda aşırı aşınmayı önlemek için kesme derinliğini kontrol etmeniz gerekir.
Yiv açma işlemleri için, takımlar iş parçasında girintiler veya kanallar kesmek için de kullanılır. Takımlar daha az strese maruz kalır ve G75 komutlu gagalama yiv açma ile talaş kaldırma işlemi daha kolay hale getirilir.
4. Alt Programları ve Döngüleri Kullanma
Alt programlar tekrarlayan işleme süreçleri için programlama görevini kolaylaştırır. Örneğin, M98 komutları önceden beslenen kesme dizilerinin yeniden kullanılabilmesi için bir alt programı çağırır. Zaman kazandırır ve programlamada hata olasılığını azaltır.
Birden fazla özdeş parçanın işlenmesi durumunda, alt programlar aynı kodun kod yeniden yazılmadan uygulanmasını sağlar. Alt programların kullanımının ihmal edilmesi neredeyse her zaman hata ayıklaması ve değiştirilmesi giderek daha zor hale gelen uzun programlarla sonuçlanır.
Ayrıca, döngüler belirli komutları tekrarlama yeteneği sağlayarak takım hareketlerinin optimizasyonunu basitleştirir. Örneğin, M99 komutu üretimde kullanılan herhangi bir alt programı döngüye alma araçlarına izin verir. Döngüler delik delme, diş açma veya konturlama gibi tekrarlayan işlemler için kullanılabilir.
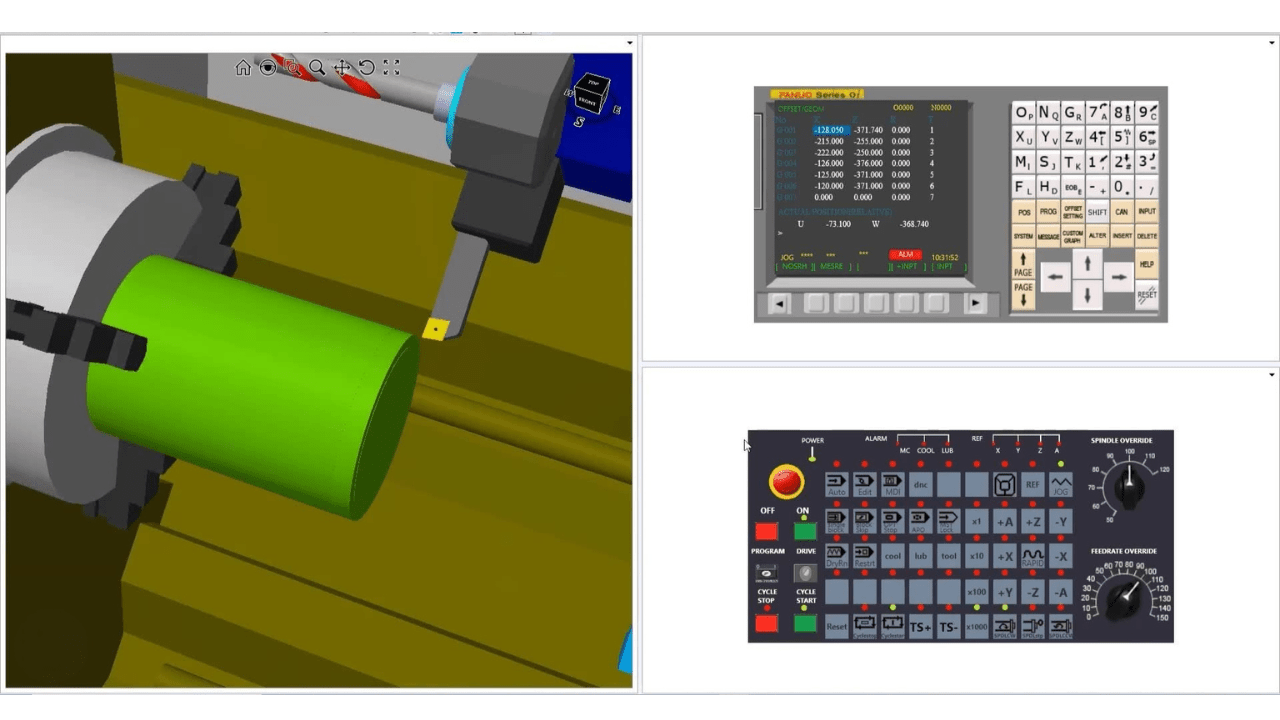
Programın Girilmesi ve Simülasyonu
1. Programın CNC Torna Tezgahına Aktarılması
CNC torna tezgahı programını yazmayı tamamladıktan sonra programı yine de makineye aktarmanız gerekir. USB sürücülerin kullanımı, Doğrudan Sayısal Kontrol veya kontrol paneli üzerinden doğrudan yazma, çoğu CNC torna tezgahında yaygın aktarım yöntemleridir.
Bağımsız makineler için programları yüklemenin en basit ve en hızlı yolu USB aktarımlarıdır. Doğrudan Sayısal Kontrol, CNC torna tezgahını bir bilgisayara bağlar ve verilerin gerçek zamanlı olarak aktarılmasına olanak tanır.
Öte yandan, kodu elle girmek herhangi bir hata yapmaktan kaçınmak için dikkatli tuş vuruşları gerektirir, ancak küçük bir değişiklik doğrudan makinede yapılabilir. Bu transfer yöntemlerinin çoğu iş akışınıza, makinenin yeteneklerine ve programın karmaşıklığına uygulanan gereksinimlere bağlıdır.
2. Deneme Çalıştırma
Bir parçayı işlemeden önce kuru bir çalışma çalıştırmak, programlamanın doğruluğunu kontrol etmeye yardımcı olur. Kuru bir çalışma, CNC torna tezgahının malzemeyi kesmeden programı yürütmesine olanak tanır, böylece takım hareketleri gerçekten amaçlanan yolu izler.
Bir kuru çalışma, yanlış takım ofsetlerini, hizalanmamış koordinatları ve programlama hatalarından kaynaklanan beklenmeyen takım çökmelerini bulmaya yardımcı olur. Birçok CNC torna tezgahında, takım hareketlerinin görsel temsili için grafiksel simülasyon seçeneği bulunur, böylece hataları tespit etmek daha kolay hale gelir. Bu tür erken tespit, makinede veya iş parçasında oluşabilecek maliyetli hataları ve hasarları önlemeye yardımcı olur.
Ayrıca, kuru çalışma, düzgün çalışmayı karşılamak için takım yolunun davranışının izlenmesini içerecektir. Mil tarafından istenmeyen duruşlar, ani sarsıntılar veya yanlış hız kullanılıyorsa, bu bir programlama hatası olduğu ve düzeltilmesi gerektiği anlamına gelir.
Ayrıca, simülasyon sırasında besleme oranlarının ve takım değişikliklerinin kontrol edilmesi, her bir işlemin amaçlandığı şekilde yürütülmesini daha da sağlayacaktır. Hata oluşması durumunda, programın satır satır analiz edilmesi hatayı düzeltecektir.
3. Hata Ayıklama Araç Yolları
İyi bir kuru çalışmadan sonra bile, programın optimizasyon analizi işleme verimliliğini artırır. Takım yolu incelemesi, her hareketin en doğrudan ve verimli yolda hareket etmesini sağlamaya yardımcı olur.
Takımların aşırı geri çekilmesi, aşırı hızlı hareketler ve gereksiz geçişler sadece çevrim süresini artırır ve kesici takımlara zarar verir. Bu nedenle, bu yolları ayarlamak doğruluktan ödün vermeden işleme süresini kısaltır.
Ayrıca, besleme hızını ve mil hızını, söz konusu malzemenin kesme özelliklerine uyacak şekilde ayarlayarak, programın optimum performansı sağlanır. Böylece, buradaki küçük müdahaleler, artan üretkenlik ve daha uzun takım ömrü sağlar.
Ayrıca, hata ayıklamanın son adımı programdaki son hataları bulup düzeltmek anlamına gelir. G kodlarının ve M kodlarının dikkatli bir şekilde doğrulanması, her komutun kendi komutuna göre hareket etmesini sağlar. Eksik takım değişikliklerini, yanlış bekleme süresini veya çelişkili komutları kontrol etmek, işleme sırasında istenmeyen kesintileri önler.
CNC Torna Tezgahında Programın Çalıştırılması
· Çalıştırmadan Önce Kurulumu Doğrulama
Kullanmadan önce milinizin ve iş parçanızın hizasını ve takım ofset sayısını doğrulayın.
· İşleme Sürecinin Adım Adım Başlatılması
Tüm programı çalıştırmadan önce tüm hareketlerin doğru olduğundan emin olmak için her seferinde bir adım koşarak başlayın.
· Alet Aşınmasını İzleme
Aletin aşınması veya kırılması için sürekli bir gözlem yapın. Besleme hızının optimize edilmesi veya aletlerin değiştirilmek üzere aşınması söz konusu olabilir.
· Beklenmeyen Hatalarla Başa Çıkma
Alarm durumunda makineyi durdurmalı ve CNC ekranından veya manuelden sorunu teşhis etmelisiniz.

Son İşlemin Kalite Kontrolü
· Bitmiş İş Parçasının İncelenmesi
Kumpas veya mikrometre kullanarak, genel ölçüyü önerilen ölçüyle karşılaştırmalısınız.
· Ölçü Ölçümleri
Pürüzlülük ölçüm cihazları, düzgün bir yüzey kalitesi elde edilmesinde yardımcı olur.
· Ofsetlerin Ayarlanması
Ölçümler biraz farklıysa, doğruluğu artırmak için iş veya takım ofsetlerini değiştirerek toleransları ayarlamalısınız.
· Programın Gelecekteki Kullanım İçin Kaydedilmesi ve Optimize Edilmesi
Çalışan programları her zaman korumalı ve daha kısa işleme süreleri için kodlamayı optimize etmelisiniz.
Programlama için Üst Düzey CNC Torna Teknikleri
1. Makro ve Parametrelerin Kullanımı
Tekrarlayan görevleri kolayca otomatize etmek ve böylece programınızı esnek hale getirmek için makro ve parametrik programlamayı kullanabilirsiniz.
Daha fazla veya daha az benzer işlemler için ayrı kodlar yazmak yerine, değişkenler tanımlayabilir ve koşullu ifadeler kullanabilirsiniz, böylece takım yolları dinamik olarak oluşturulabilir. Bu da programlama süresinden tasarruf sağlar ve hataları kontrol eder. Ayrıca, tüm programı yeniden yazmaya gerek kalmadan boyutların ve toleransların hızla değiştirilmesine olanak tanır.
2. CAD CAM Yazılımını Kullanma
CAD CAM yazılımı, son derece karmaşık bileşenler üretmek için CNC programları tasarlama ve üretme yeteneğine sahiptir. Programdaki her hareketi manuel olarak oluşturmak yerine dijital modeller oluşturma ve otomatik olarak optimize edilmiş takım yolları üretme yeteneği sağlar. Böylece, bu yöntemle hassasiyete ulaşabilir ve insan hatalarını azaltabilirsiniz.
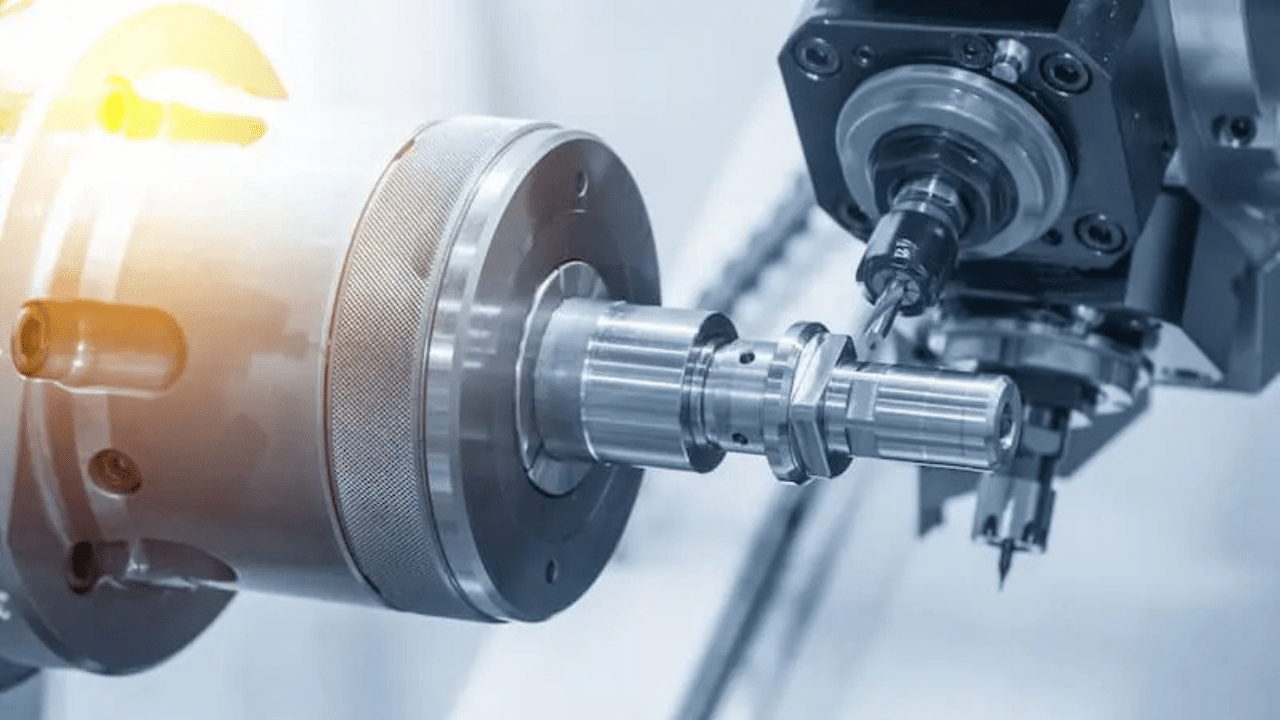
3. Çok Eksenli Tornalama
Çok eksenli tornalama kullanılarak tek bir kurulumda geniş bir yelpazede gelişmiş geometriler işlenebilir. İş parçasını çeşitli kurulumlara taşımak yerine, eksenlerle eş zamanlı hareket, tornalama, frezeleme veya delme işlemlerine olanak tanır.
Canlı takım entegrasyonuyla torna tezgahında frezeleme, delme veya diş açma işlemleri yapılır. Bu, çevrim süresini ve ayrıca daha fazla makine işlemeyi azaltır. Dolayısıyla, çok eksenli teknolojinin kullanımı hassasiyeti artırır ve üretkenliği iyileştirir.
4. Otomasyon
Otomasyon ve adaptif işleme, üretim sürecinin daha verimli hale gelmesini sağlamıştır. Otomatik takım değiştiriciler, robotik yükleyicilerle birlikte insan temasını azaltarak kesintisiz süreçleri korur.

Yaygın CNC Torna Programlama Hataları ve Bunlardan Nasıl Kaçınılır
· Yanlış Takım Ofsetleri ve Koordinat Ayarları
Yanlış ofsetler işlemede hizalama bozukluklarına ve hatalara yol açar, bu nedenle kesmeden önce değerleri mutlaka kontrol edin.
· Uygunsuz Besleme ve Hız Seçimi
Yanlış ayarlar kötü bir bitişe veya takım aşınmasına neden olur. Bu nedenle, üreticinin önerdiği şeyi takip etmelisiniz.
· Güvenlik Prosedürlerini Gözden Kaçırmak
Güvenlik kontrollerini atlayarak hem kendinize zarar verme hem de makineye zarar verme riskini göze almış olursunuz.
· G-Kodu ve M-Kodu Fonksiyonlarının Yanlış Yorumlanması
Her bir komutun daha derinlemesine anlaşılması, öngörülemeyen alet hareketlerinin önlenmesine yardımcı olur.
Çözüm
Hassasiyet ve bir CNC torna tezgahı programı kurmak çok fazla konsantrasyon ve dikkat gerektirir. Ayrıca, G kodu, takımlama ve kalite kontrol bilgisi, hızlı ve hatasız programlar geliştirmenize yardımcı olacaktır.
CNC torna tezgahı imalatı ve programlaması konusunda uzman arayan TSINFA teknisyenleri size yardımcı olmak için buradalar – şimdi bizimle iletişime geçin.