
CNC Torna Tezgahında Kaç Eksen Vardır?
CNC torna tezgahı çok eksenli yapılandırmalar açısından bir teknoloji harikasının tanımıdır. Bu eksenler, projeleriniz için optimum sonuçların elde edilmesini sağlar. Peki, bu çok yönlü makineyi çalıştıran eksenler nelerdir?
CNC Torna Tezgahında Birincil Eksenler
1. X Ekseni
CNC torna tezgahınızdaki kesici takım radyal hareketleri X yön ekseni tarafından yönetilir. Bu radyal hareket, mil eksenine diktir ve takımlarınızın iş parçasına ne kadar derin girdiğini kontrol eder. X ekseni hareketlerinin programlanması, bitmiş ürününüzün çaplarının kontrol edilmesine karşılık gelir.
Ayrıca, X ekseninin hassasiyeti ve doğruluğu, parçalarınızın genel boyut doğruluğunu doğrudan etkiler. Bu ekseni her ayarladığınızda, aslında kesme aletini eksen merkezine doğru veya eksen merkezinden uzağa doğru hareket ettiriyorsunuz. X ekseninizi çap kontrol cihazınızla eşleştirebilirsiniz, çünkü bu, iş parçasının işlenirken kalınlığını veya inceliğini kontrol eder.
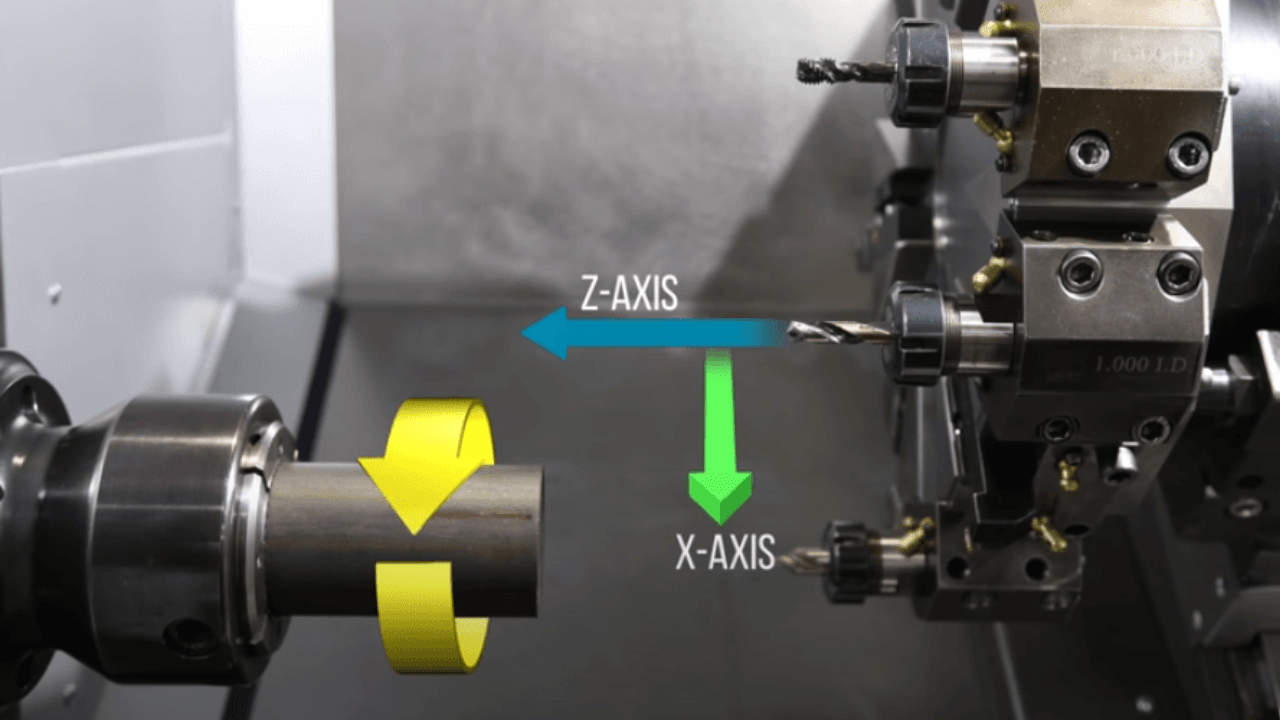
2. Z-Ekseni
Z ekseni, kesme aletinizin mil ekseni boyunca uzunlamasına hareketini gösterir. Böylece, alet iş parçanızın uzunluğu boyunca çalışabilir. Bu eksen, belirli özelliklerin iş parçasında kesin konumlarda yer almasını sağlar.
Ayrıca, Z ekseni iş parçasında kesme işleminin nerede yapılması gerektiğini seçer. Bu, özellikle birden fazla özelliğin farklı yerlerde işlendiği durumlarda hayati önem taşır. Parçanızdaki omuzların, olukların ve diğer uzunlamasına özelliklerin uzunluk ölçümlerini tanımlayan Z ekseni hareketinizdir.
X ve Z eksenleri normal tornalama, yüz ve diş açma işlemlerinde birlikte çalışır. Silindirik bir iş parçası dönerken, X ekseni daha derin kesimlere izin verirken, takım Z ekseni tarafından kontrol edilen iş parçası boyunca uzunlamasına hareket eder. Yüzleştirme sırasında, Z ekseni takımı iş parçasına doğru hareket ettirirken, X ekseni yüz boyunca hareket eder.
Diş açma için, X ve Z eksenlerinin eş zamanlı hareketi, kesme işleminin her geçişte biraz daha derine gitmesini sağlar. Bu durumda Z ekseni hareketi dişin eğimini takip eder.
Gelişmiş CNC Torna Tezgahlarında Ek Eksenler
1. Y Ekseni
X ve Z eksenlerine dik açılarda, Y ekseni, anahtar yolları, yuvalar veya eksantrik delikler gibi merkez dışı özellikler oluşturma yeteneği veren hareketi sağlar. Ek bir eksenin tanıtılmasıyla, frezeleme kapasitesinde önemli bir büyüme olacaktır.
Bu, Y ekseni seçeneği sayesinde CNC torna tezgahınızın daha verimli bir işleme merkezi olma yönündeki işlevselliğini artırır. Asimetrik özellikler ne tamamen yuvarlak ne de eksenel olarak simetrik olabilir. Merkezden uzak delikler, düz yüzeyler ve karmaşık konturlar bu makine tarafından önemli ölçüde daha ulaşılabilir hale getirilir. Çağdaş torna-freze merkezlerinde, bu eksen genellikle tek bir kurulumda hem frezeleme hem de parçaların tornalanmasıyla ilişkilendirilir.

2. C-Eksen
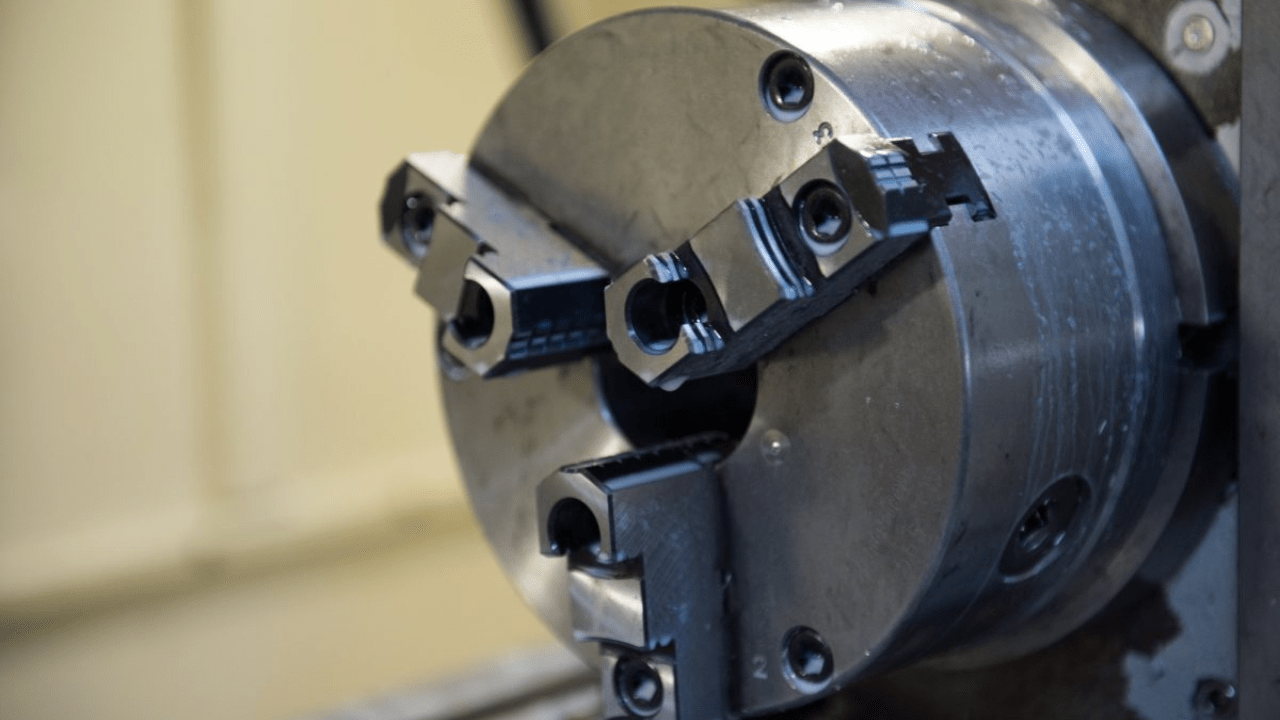
C ekseni, mil dönüş kontrolüdür. Bu eksen, iş parçanızın önceden belirlenmiş açısal konumlarda konumlandırılmasını sağlar. Bu nedenle, hassas açısal konumlarda işleme özellikleri bu dönüş kontrolüne bağlıdır.
Torna tezgahınız artık C ekseni kapasitesiyle iş parçanızın etrafındaki herhangi bir benzersiz açısal konumda frezeleme yapabilir. Bu, cıvata deliği desenleri, yivler veya tam açısal konumlandırma özellikleri gibi özellikler oluştururken son derece önemli hale gelir. Bu, mili, işleme için iş parçasının çeşitli açısal konumlara konumlandırılmasına ve sıkıştırılmasına izin veren bir endeksleme cihazına dönüştürür.
Çok Eksenli CNC Torna Tezgahları
1. B-Eksen
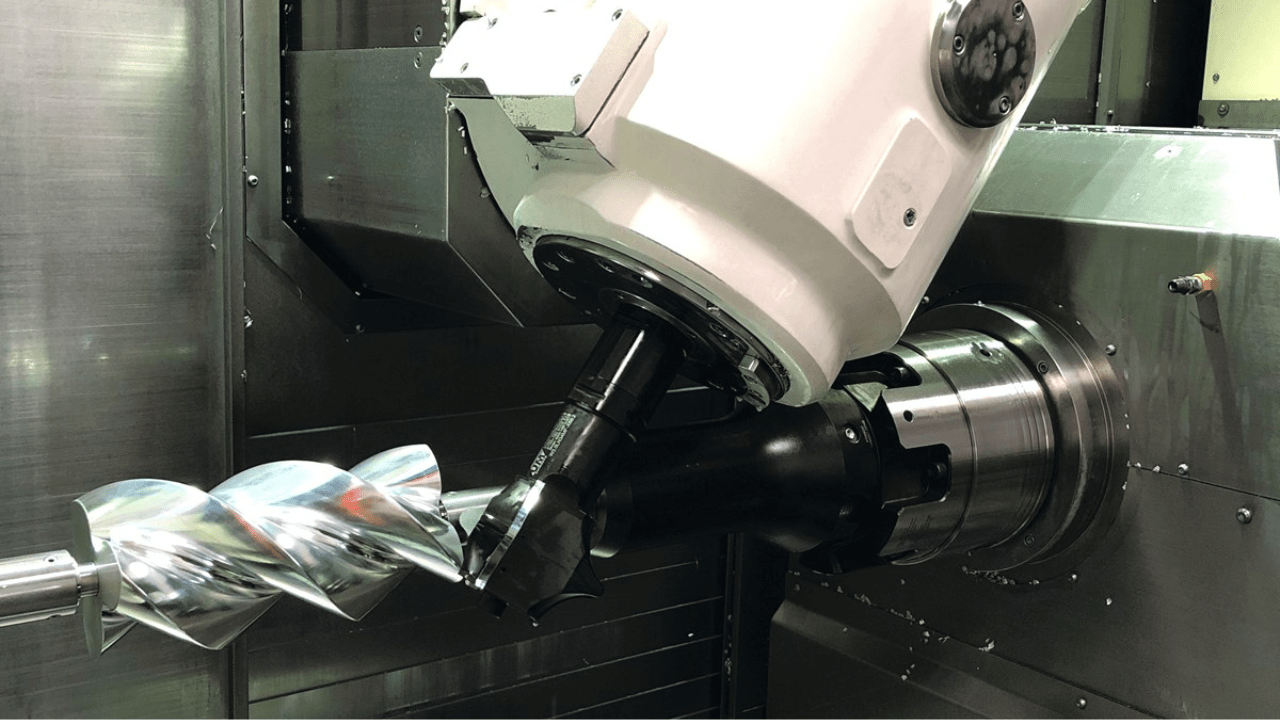
B ekseni dönüşü, kesme aletinin iş parçasına farklı açılardan yaklaşmasını sağlamak için Y eksenini ayarlamanıza olanak tanır. Eğme, makinenin karmaşık konturları kesmesine ve zor özelliklere ulaşmasına olanak tanır. Böylece, B ekseni karmaşık geometrik tasarımlar üretmede size üstünlük sağlar.
Ayrıca, B eksenine sahip CNC torna tezgahı açılı delme, bileşik açılarla açılı frezeleme ve herhangi bir 3B konturun oluşturulmasına olanak tanır. Takımlarınız en iyi yüzey kalitesi için her özellikte en iyi kesme pozisyonuna yönlendirilebilir. Bu nedenle, B ekseni kesme takımlarınızın serbestçe eğilmesini ve iş parçanıza neredeyse her açıdan yaklaşmasını sağlar.
2. A-Eksen
A ekseni, X ekseni etrafındaki dönüş. Bu ekstra dönüş, makinenin karmaşık geometrilere ulaşma kabiliyetini artırmak için eklenmiştir. Bu nedenle, gelişmiş eksenle yapılandırıldığında parçanın en karmaşık özelliklerine ulaşılır.
Torna tezgahınız için A ekseni kapasitesi oldukça çok yönlü bir işleme platformu sağlar. Takımınızın işlenmesi zor geometrileri işlemek için daha fazla hareket eksenine erişmesini sağlar.
A ekseni, birden fazla kurulum veya özel ekipman gerektiren parçaların işlenmesine olanak tanır. Bu, özellikle bileşik açılara veya karmaşık alt kesimlere sahip parçaları işlerken faydalıdır.
Çoklu Mil ve Taretli Üst Düzey CNC Torna Tezgahlarındaki Eksenler
1. W-Eksen
W ekseni çoğunlukla alt taret veya alt mil için ekstra kızak için ikincil bir Z eksenidir. Bu eksenle, makinenizin iş parçanızın iki noktasında aynı anda çalışabilmesi mümkün olur. Dolayısıyla, üretkenlik bununla büyük bir artış gösterir.
Torna tezgahınızda bu eksenle, parçanızın ön ve arka tarafını tek bir kurulumda işleme olanağına da sahip olacaksınız. Muhtemelen ana mil ile tornalama işlemleri yaparken aynı zamanda alt mil ile arka tarafı işliyorsunuz.
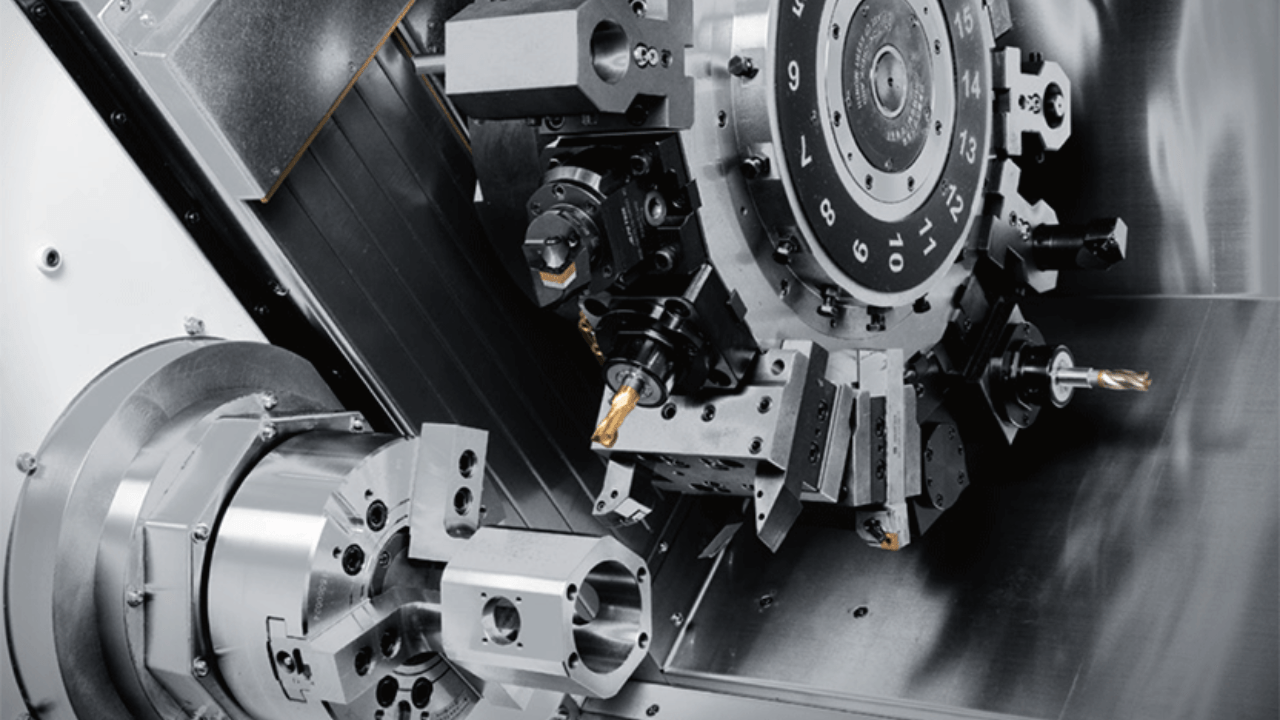
2. V-Eksen
V ekseni normalde bazı ek ikincil kızak hareketlerini içerir ve bu da genellikle ikinci bir taret için başka bir X eksenini hareket ettirir. Bu kurulum, makinenizin eş zamanlı hareketlerle birden fazla işlem gerçekleştirmesini sağlayarak çevrim süresini büyük ölçüde azaltır. Sonuç olarak, paralel işleme yeteneği sayesinde üretkenliği önemli ölçüde artırır.
Ayrıca, torna tezgahınız artık ek bir işleve sahip bir üretim güç aracıdır: V ekseni hareketi. Böylece, iş parçasına aynı anda birden fazla takım uygulayabilirsiniz, örneğin biriyle kaba tornalama, ardından diğeriyle son işlem. Böylece, makinenizde, ardışık olarak gerçekleştirilecek işlemler artık tek seferde gerçekleştiriliyor.
Doğru CNC Torna Eksen Yapılandırmasını Seçme
Bir CNC torna tezgahı için eksen yapılandırmasının belirlenmesi bazı önemli hususları takip eder. Karar, sizin özel üretim gereksinimleriniz tarafından yönlendirilmelidir.
· Parçalarınızın Karmaşıklığı
Parça karmaşıklığı, gereken eksen sayısını belirleyen en önemli faktörlerden biridir. Örneğin, parça şeklinizdeki karmaşıklık türü, iki eksenli işleme mi yoksa birden fazla eksen mi gerektiğine karar verir. Bu nedenle, CNC torna tezgahı yapılandırmalarında seçim yaparken dikkate alınması gereken faktörler arasındadır.
· Malzeme Türü
İşlenen malzeme, makine eksenlerinin gereksinimlerini belirler. Örneğin, standart yapılandırmalar yumuşak alüminyum malzemelerin işlenmesini nispeten kolaylaştırır.
Öte yandan, sert alaşımlar, ekstra eksenlerin sağladığı muhtemelen en iyi olası araç yaklaşımından maksimum fayda sağlar. Bu nedenle, malzemelerin sertliği, işlenebilirlik özellikleri ve ısı özellikleri, kullanılan eksenlerin ilgili seçimini belirlemelidir.
· Parça Karmaşıklığı
Parçanın karmaşıklığı, etkili üretim için gereken eksen sayısını belirler ve basit tipler yalnızca X ve Z eksenlerini kullanabilir. Tersine, frezelenmiş cepleri, açılı delikleri ve zor konturları olan öğeler tek bir kurulumda tamamlanmak için ek eksenler gerektirecektir. Bu nedenle, gerekli olan minimum eksen yapılandırmasına karar vermek için tipik parçalarınıza bakmak isteyeceksiniz.
· Üretim Hacmi
Gelişmiş kurulumlar için ekonomik gerekçeler üretim hacimleri tarafından belirlenir. Yüksek üretim için, çevrim süresini en aza indirmek için ek eksenlere sahip çok milli ve çok taretli yapılandırmalara ihtiyacınız vardır. Öte yandan, daha düşük üretim, parça karmaşıklığının gerektirdiği belirli durumlar haricinde yalnızca daha az karmaşık kurulumlar gerektirecektir.
· İşleme Özellikleri
Tolerans ve yüzey işleme gereksinimleriniz eksenel gereksinimlerinizde belirleyici bir rol oynar. Dar toleranslarla çalışmak aslında daha fazla eksenle daha az kuruluma izin verebilir ve bu da kümülatif hataları en aza indirir. Bu nedenle, eksen yapılandırmalarının seçiminin yanı sıra kalite ihtiyaçlarını da göz önünde bulundurmalısınız.
SSS
1. CNC Torna Tezgahında Minimum Eksen Sayısı Kaçtır?
İki eksen, yani X ve Z. Temel dönme işlemlerinizden herhangi biri, uzunlamasına özelliklere sahip silindirik parçalar üretmek için en azından bu iki hareket yönünü gerektirir.
2. Neden bazı CNC Torna Tezgahlarında Beşten Fazla Eksen Vardır?
Makinenize ek bir eksen taktırmak, yeniden konumlandırmaya gerek kalmadan karmaşık şekillerin işlenmesini sağlar. Daha yüksek üretkenlik, birden fazla işlemde değil, tek bir kurulumda karmaşık parçalar üzerinde çalışmayı artırır.
3. 7 Eksen CNC Tezgahı Var mı?
Evet, 7 eksenli bir kurulum var. En karmaşık parçalar, maksimum esnekliğe izin vermek için doğrusal eksenleri dönme eksenleriyle birleştiren bu tür gelişmiş ekipmanların kullanılabilirliğinden faydalanır.
4. 5 Eksenli CNC Torna Tezgahı Nedir?
5 eksenli bir torna tezgahı genellikle X, Z, C, Y ve B eksenleriyle gelir. Bu yapılandırma, eğimli özelliklere ve merkezden uzak geometrilere sahip karmaşık parçaların üretiminde üstün olmasını sağlar.
5. CNC Torna Tezgahlarında Kesim İçin Eksenler Nelerdir?
Genel işlemler öncelikle X ve Z eksenleri boyunca kesme yapılarak gerçekleştirilir. Parça geometrisine ve takım gereksinimlerine bağlı olarak karmaşık işlemleriniz için herhangi bir eksen kombinasyonu kullanılabilir.
Çözüm
CNC torna eksenleri hakkında bilgi sahibi olmak, ihtiyaçlarınıza uygun doğru makineyi bulmanıza yardımcı olacaktır. Üretim başarısı her zaman eksen kapasitesini parça gereksinimlerinize göre hizalamaktan gelir. Bu nedenle, en iyi verimliliği ve kaliteyi elde etmek için akıllıca seçim yapın.
Daha fazla kaynak:
CNC Torna Tezgahı Nasıl Çalışır – Kaynak: TSINFA
3-eksenli, 4-eksenli ve 5-eksenli Freze Tezgahları Arasındaki Farklar – Kaynak: TSINFA
CNC Makinesinde G-kodu – Kaynak: TSINFA
Sayısal kontrol – Kaynak: WIKIPEDIA

