Como programar um torno CNC – Um guia completo
A programação de torno CNC permitirá que você execute operações de corte, entalhe e perfuração de precisão.
Na verdade, programar torno CNC requer experiência e conhecimento. Isso porque você deve estar familiarizado com operando máquina CNC e os códigos.
Neste guia, exploraremos uma abordagem detalhada e prática sobre o processo de programação de tornos CNC.
Dê uma olhada:

Compreendendo a programação de torno CNC
A programação de torno CNC é a escrita de código, que mantém a máquina informada sobre como fazer cortes, torneamentos e formas para sua peça de trabalho. Para isso, Códigos Ge códigos M são usados para descrever o movimento, a velocidade e a funcionalidade de troca de ferramentas em uso na máquina.
Idealmente, tudo isso se enquadra em um assunto amplo chamado, controle numérico.
Preparando-se para a programação de torno CNC
1. Selecionando a máquina de torno CNC certa
É para você Usinagem CNC precisa que você selecione o certo Torno CNC. Existem diferentes tipos de tornos CNC como CNC horizontal,CNC vertical, e Tipos de CNC suíços, oferecendo várias vantagens. Um torno tipo suíço é perfeito para atingir precisão em peças pequenas e complexas.
Por outro lado, tornos horizontais suportam e estabilizam melhor componentes maiores. Sua escolha também dependeria de vários aspectos, como potência do fuso, capacidade da ferramenta e recursos automatizados. Assim, atender aos requisitos de produção garante que você evite ineficiências e erros dispendiosos com sua máquina.
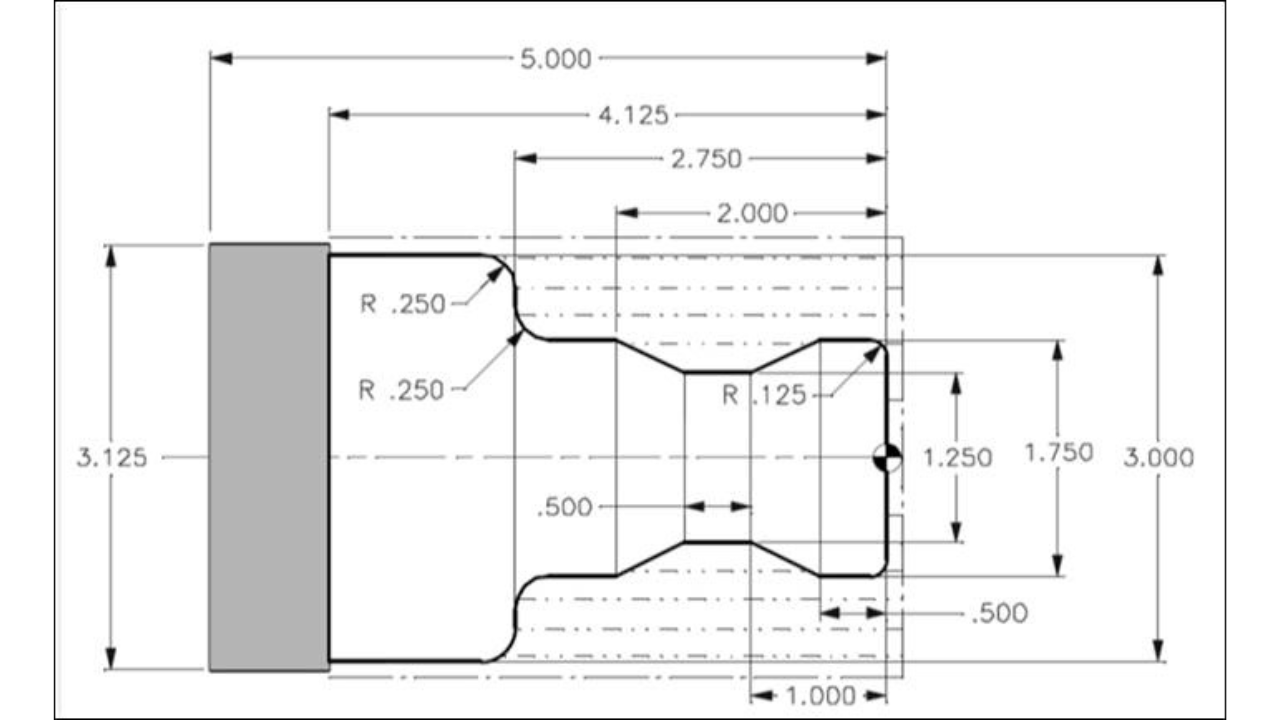
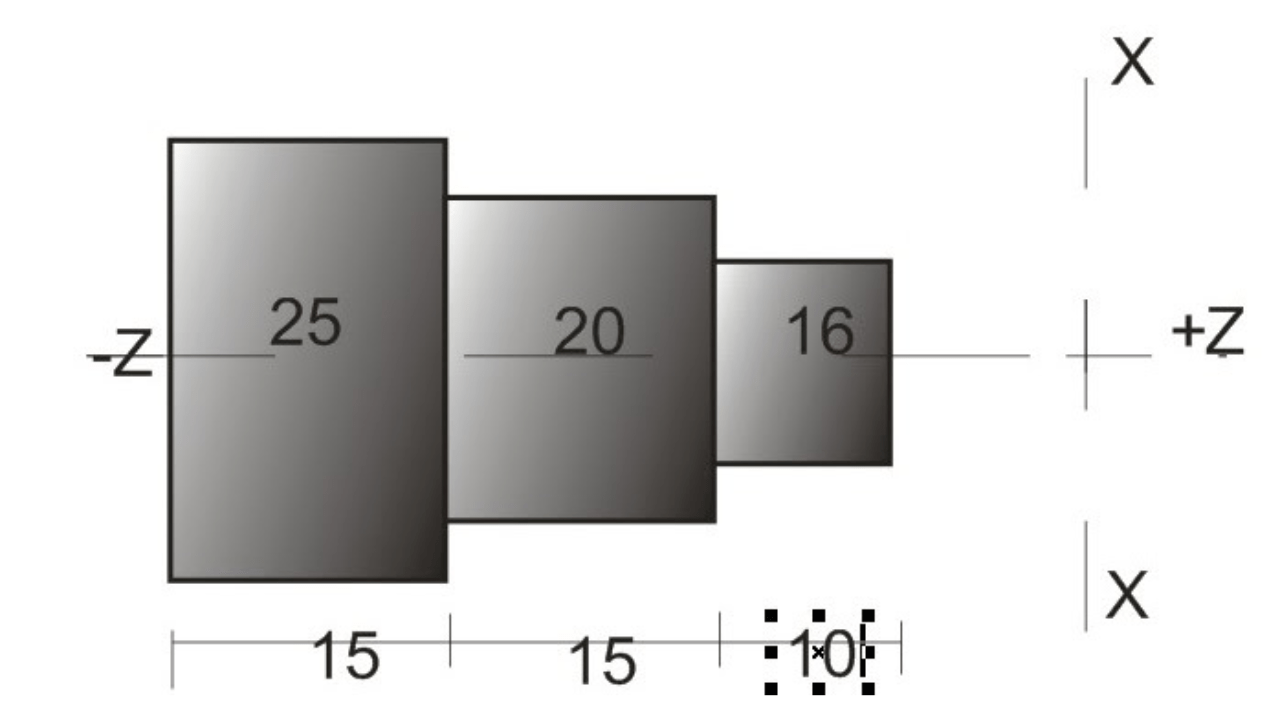
2. Conheça as especificações da peça de trabalho
Programar qualquer torno CNC requer certos preliminares, incluindo conhecimento sobre materiais e dimensões, especialmente na peça de trabalho. Você deve observar, por exemplo, que os parâmetros de corte diferem entre metais como alumínio, aço e titânio em comparação com polímeros ou compostos.
Além disso, cada um dos materiais fornecidos reage ao calor e à pressão de forma diferente, afetando assim a taxa de avanço e até mesmo a seleção da ferramenta. Deixar de levar em consideração esses aspectos resulta em cortes errados, muito desperdício ou destruição da ferramenta.
3. Selecionando as ferramentas certas para cortar
Em relação à precisão, vida útil da ferramenta e eficiência, o fator mais crucial para escolher uma ferramenta de corte é a seleção da ferramenta de corte. Selecione o porta-ferramenta e o inserto que sejam apropriados para o material da peça e o tipo de processo de usinagem envolvido.
Insertos de carboneto são mais adequados para cortes de alta velocidade e ferramentas de aço rápido funcionam melhor em velocidades de corte mais lentas porque geralmente são mais flexíveis.
A geometria da ferramenta, em particular, ângulos de ataque e o quebra-cavacos também desempenham um papel no acabamento da superfície e na evacuação de cavacos. Assim, usar as ferramentas corretas reduz o desgaste, reduz o tempo de inatividade e contribui para o desempenho geral na usinagem.
4. Métodos de fixação e fixação
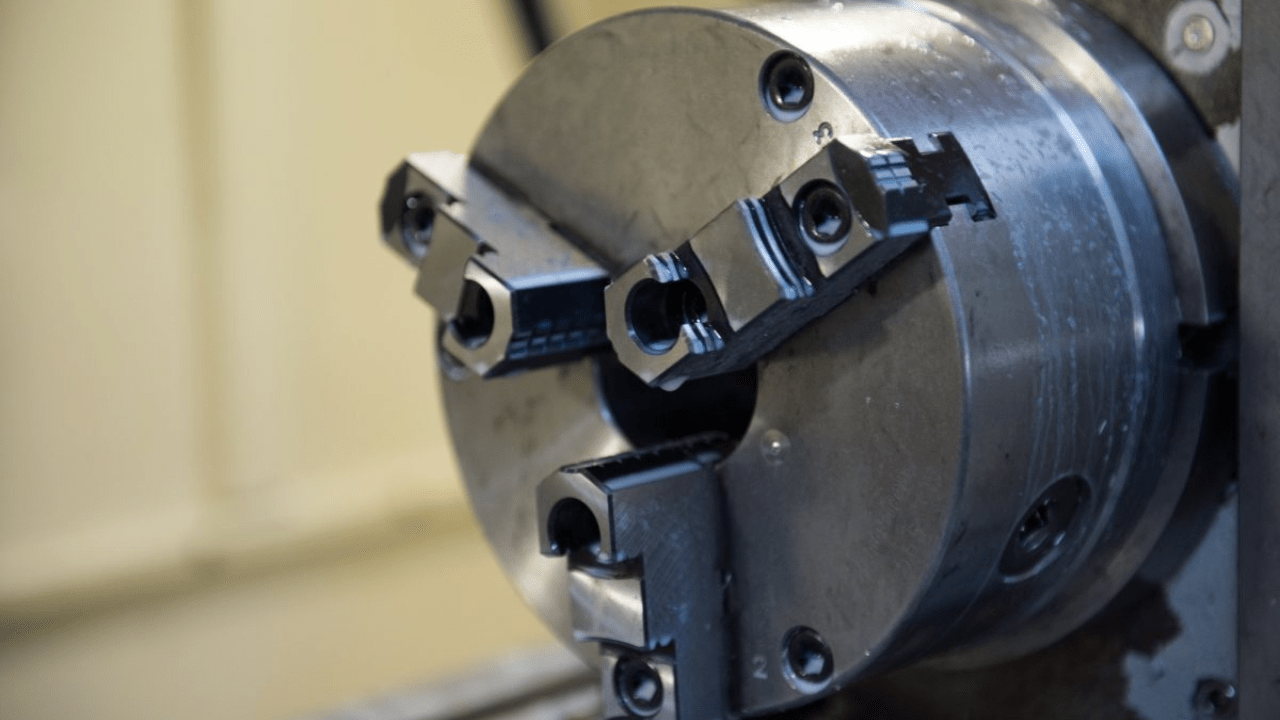
A maneira como você segura a peça de trabalho deve evitar movimento durante a usinagem e, assim, promover precisão. A fixação inclui mandris, pinças e placas frontais, entre outros, que funcionam melhor com peças diferentes.
Um mandril de três mandíbulas é adequado para a fixação geral de peças redondas, enquanto a pinça oferece maior precisão para peças menores. Por outro lado, as placas frontais fixarão peças de formato irregular.
Portanto, uma boa fixação diminui a vibração, mantém a peça de trabalho firme e previne desalinhamento durante a usinagem. Se a peça de trabalho não for fixada corretamente, isso resultará em imprecisão ou danos à máquina.
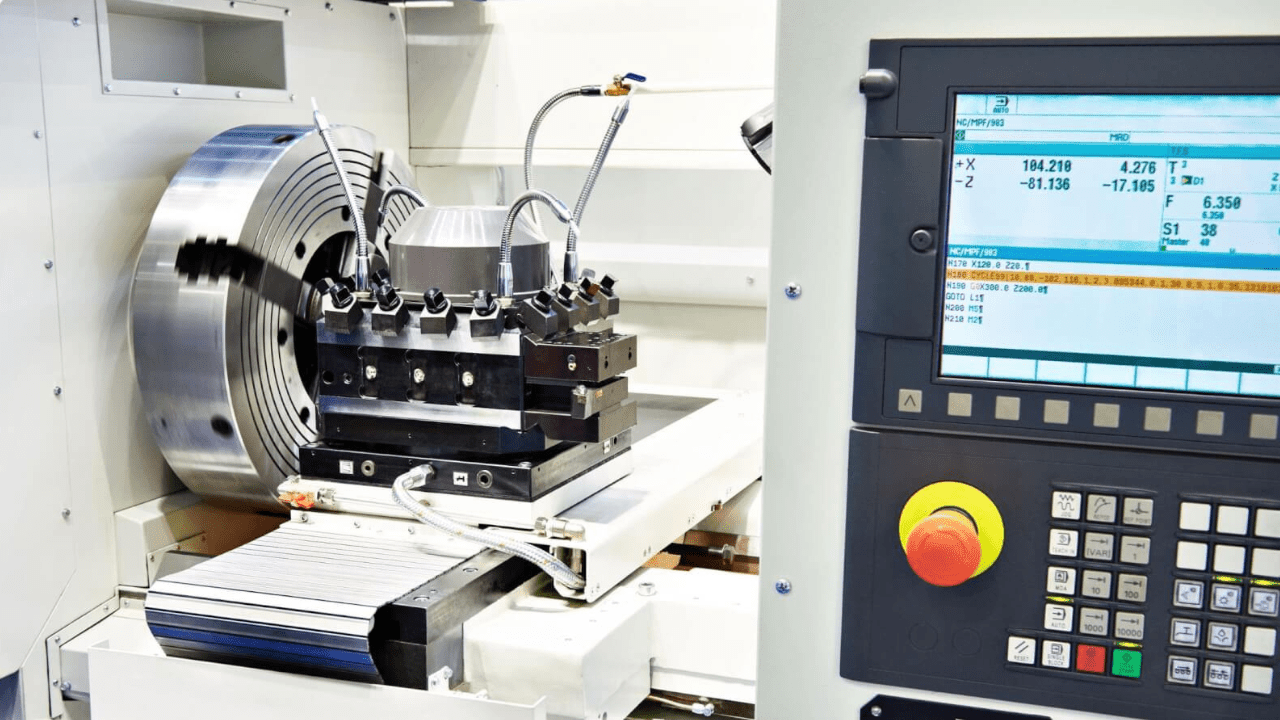
Configurando o torno CNC
· Ligando e inicializando a máquina
O primeiro passo para programar e cortar em um torno CNC é ligar a máquina. Ao ligar a máquina, o sistema de controle passa por um autodiagnóstico para verificar se tudo está funcionando corretamente.
Por exemplo, o processo de homing é aquele que move a máquina para uma posição de referência, redefinindo o eixo e preparando para um movimento preciso. Pular esse processo pode levar ao desalinhamento ou posicionamento errôneo da ferramenta. Com o painel de controle, você pode então verificar as configurações do sistema, os deslocamentos das ferramentas e os parâmetros do fuso antes de iniciar a operação de usinagem.
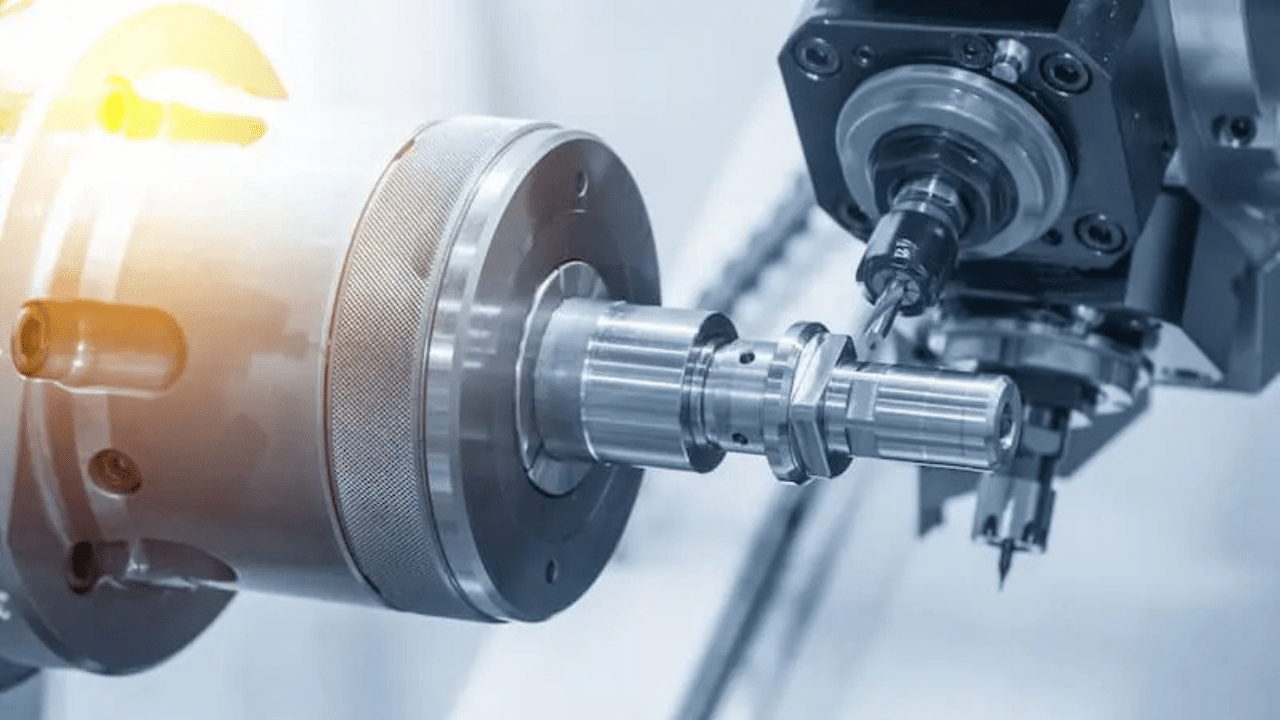
· Carregar a peça de trabalho e fixá-la adequadamente
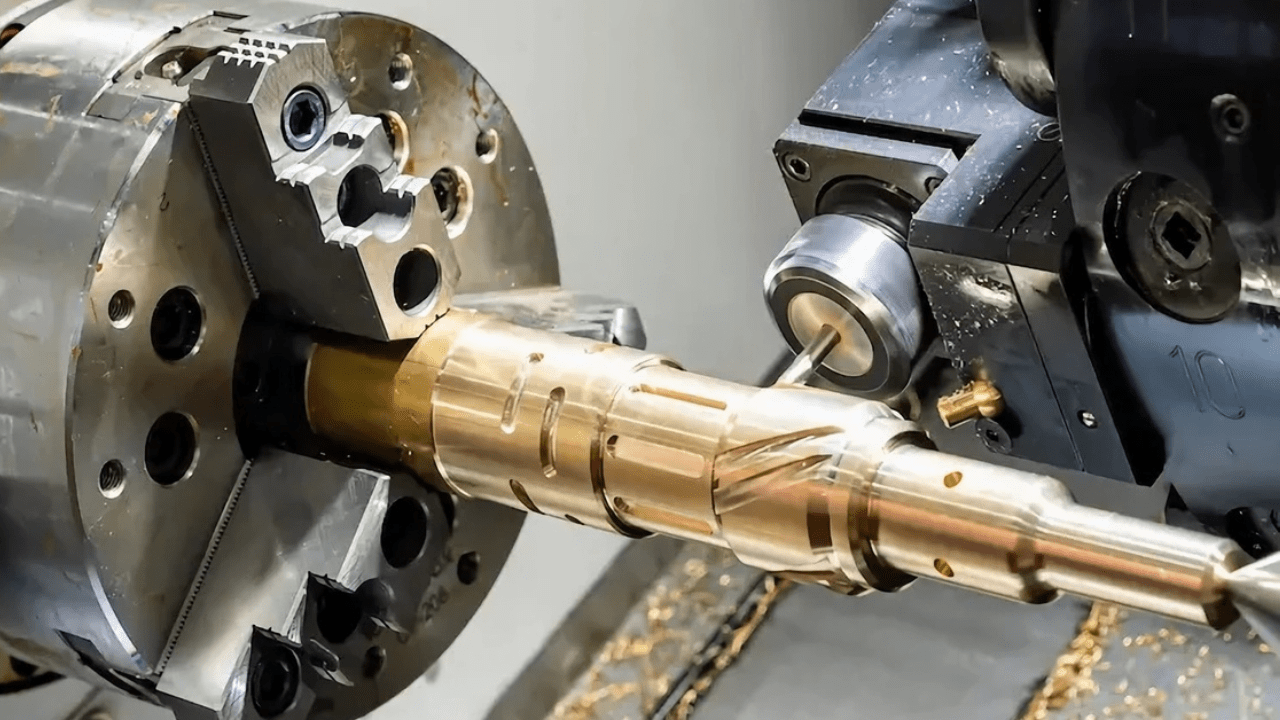
Um bom posicionamento da peça de trabalho é necessário para usinagem de precisão. Dependendo do formato, tamanho e tipo de material da peça de trabalho, um método de fixação é selecionado.
Por exemplo, você usará um mandril de três mandíbulas para usinar peças redondas, mas precisará de um mandril de quatro mandíbulas para fixar formas irregulares e permitir um alinhamento mais preciso. Para peças pequenas, no entanto, um mandril de pinça as segura adequadamente sem aplicar tanta pressão. Assim, um bom alinhamento evita a vibração, o que é essencial para garantir um corte suave e preciso.
Além disso, as forças de fixação devem ser equilibradas para evitar a deformação de uma peça de trabalho. Fixação excessiva pode levar ao esmagamento da peça de trabalho, enquanto fixação insuficiente pode permitir que a peça de trabalho deslize.
Portanto, você deve testar o torno girando manualmente o fuso para ver se a peça de trabalho segura firmemente. Se qualquer movimento ou oscilação for notado na peça de trabalho, o ajuste deve ser feito para evitar erros de usinagem. Assim, a fixação adequada significa menos chance de quebra da ferramenta e maior precisão dimensional durante o processo.
· Seleção de ferramentas e configuração de deslocamento de ferramentas
A escolha da ferramenta certa para o trabalho determina a eficiência do corte e o acabamento da superfície. Existem várias ferramentas que realizam diferentes operações, como desbaste, perfuração, acabamento e rosqueamento.
Insertos de carboneto, por exemplo, são muito duráveis e, portanto, adequados para corte de metais em alta velocidade, e aços rápidos são mais flexíveis para materiais mais macios.
Por outro lado, os porta-ferramentas são necessários para estabilidade e minimização de deflexão. Assim, uma configuração de ferramenta rígida permite muito pouca trepidação, aumentando a vida útil da ferramenta e permitindo resultados reproduzíveis.
Além disso, os deslocamentos de ferramentas são usados para corte de precisão. Cada ferramenta tem um deslocamento separado usado para definir a posição exata daquela ferramenta com relação à peça de trabalho. Sem inserir esses valores corretamente no controle CNC, a profundidade correta do corte não pode ser garantida, e colisões podem ocorrer.
Algumas máquinas fornecem medição automática de ferramentas usando uma sonda, enquanto outras exigem entrada manual. Verificar o deslocamento da ferramenta antes de começar qualquer operação de usinagem ajuda a eliminar erros dispendiosos e a manter a qualidade da peça.
· Definir o ponto zero da peça de trabalho
Zerar significa que o torno CNC pode executar todos os comandos programados com precisão. Esta é a referência para a máquina começar a cortar. Como a maioria dos tornos agora adota um sistema de deslocamento de trabalho como G54 a G59, diferentes posições zero podem ser definidas para várias configurações.
Isso é importante porque se esse ponto não for ajustado corretamente, a ferramenta cortará no lugar errado e danificará a peça de trabalho ou o equipamento.
Comumente, o ponto zero pode ser definido usando uma ferramenta de toque ou um localizador de arestas. Em alguns tornos CNC, sistemas de sondagem automática definem essa posição com precisão. Uma vez que o ponto zero é definido, todos os caminhos da ferramenta são medidos a partir dessa referência.
Não fazer isso levará a peças medidas incorretamente e desperdício de material. A configuração precisa da referência zero garante que a peça esteja corretamente alinhada e evita erros durante a usinagem.
· Cálculos de velocidade do fuso e taxa de avanço
A velocidade do fuso é a velocidade na qual a ferramenta de corte gira, enquanto a taxa de avanço corresponde à rapidez com que o cortador se move para dentro do material. Você deve definir cuidadosamente esses dois parâmetros para remoção eficiente do material sem desgaste da ferramenta.
Além disso, a faixa ideal varia conforme o material da peça, tipo de ferramenta e acabamento de superfície necessário. Velocidades mais baixas são necessárias para materiais mais duros e velocidades mais altas podem ser toleradas para materiais mais macios, sem acúmulo de calor.
A taxa de avanço também influencia a eficiência de corte e a formação de cavacos. Assim, uma taxa de avanço lenta garantirá um acabamento suave, mas também pode esfregar a ferramenta, diminuindo assim sua vida útil.

Escrevendo o programa de torno CNC
1. Formato e estrutura do programa
Programas CNC exigem um formato prescrito. Cada linha consiste em códigos G (comandos de movimento) e códigos M (comandos de máquina). Uma boa formatação garante que não haja erros e uma execução suave.
2. Comentários e documentação
Programar na forma de comentários permite que o programador entenda o código mais tarde. Por exemplo, “TROCA DE FERRAMENTA PARA CORTE BRUTO” descreve para que esse comando é usado. Programas bem documentados diminuem a chance de confusão e são indispensáveis para detecção de erros.
3. Códigos G e M importantes do CNC
Códigos G usados em operações de torneamento (G00, G01, G02, G03)
- G00 – Movimento rápido (movimento não cortante)
- G01 – Corte em linha reta com avanço controlado
- G02 – Corte em arco no sentido horário
- G03 – Corte em arco no sentido anti-horário
Movimento e posicionamento da ferramenta
- G90 (Posicionamento Absoluto): Os movimentos são baseados na referência do ponto zero.
- G91 (Posicionamento Incremental): Os movimentos são baseados na posição anterior.
Comandos de controle do fuso e troca de ferramentas (M03, M04, M06)
- M03 – Spindle ON (sentido horário)
- M04 – Spindle ON (sentido anti-horário)
- M06 – Troca de ferramentas
Criando um programa básico de torno CNC
1. Comandos de configuração inicial
Antes que a usinagem possa começar, você deve efetuar a configuração adequada para operações suaves. O programa começa com comandos preparatórios que configuram a máquina para a operação.
G21, por exemplo, é usado para definir medidas métricas, enquanto G20 é para medidas em polegadas para evitar erros de conversão.
O sistema de coordenadas de trabalho também deve ser estabelecido usando G54, G55 ou outros deslocamentos. Isso determina a posição da peça de trabalho para que movimentos precisos possam ser realizados.
A ativação adequada do fuso e a seleção da ferramenta também estão incluídas na configuração. O comando M03 ativa o fuso no sentido horário, enquanto M04 o opera no sentido anti-horário. Você deve atribuir a velocidade do fuso pelo comando S conforme os requisitos do corte do material.
Além disso, a seleção da ferramenta adequada usando T e M06 fará com que a máquina carregue o cortador certo. Esses comandos são blocos de construção para um processo de usinagem ordenado e eficiente, sem os quais a máquina simplesmente falharia em saber como operar corretamente.
2. Comandos de passe de desbaste e passe de acabamento
As operações de desbaste têm como objetivo livrar-se do excesso de matéria de forma rápida e eficiente. Comandos como G00 para posicionamento rápido e G01 para movimentos lineares controlados são aplicados para guiar a ferramenta durante a primeira operação de corte.
Você precisa do comando F para especificar uma taxa de avanço apropriada, considerando a velocidade versus forças de corte.
Portanto, as passagens de desbaste geralmente envolvem vários incrementos de profundidade para minimizar o estresse na ferramenta e evitar o acúmulo de calor excessivo.
3. Operações de perfuração, rosqueamento e ranhura
Para perfuração, é necessário ter posicionamento preciso e controle de profundidade para fazer furos com precisão. O ciclo de perfuração simples é ativado por G81, enquanto a perfuração por pica-pau é realizada com G83.
Além disso, você deve indicar a velocidade do fuso, a taxa de avanço e a profundidade para evitar quebra da ferramenta. Uma combinação de um tamanho de broca correto e uso adequado de refrigerantes pode ajudar a manter a qualidade do furo e a vida útil da ferramenta no seu melhor.
Assim, uma estratégia inadequada na perfuração resulta no acúmulo de cavacos, deflexão das ferramentas e variações nos diâmetros dos furos.
O rosqueamento sincroniza a rotação do fuso, bem como o movimento da ferramenta. G76 e G92 definem comandos para fazer roscas externas ou internas exatas. Para evitar o rasgo do material e o desgaste indevido da ferramenta, você tem que controlar a profundidade do corte.
Para as operações de ranhuramento, as ferramentas também são usadas para cortar reentrâncias ou canais na peça de trabalho. As ferramentas são colocadas sob menos estresse, e a remoção de cavacos é facilitada com o ranhuramento por picote de comando G75.
4. Usando subprogramas e loops
Subprogramas facilitam a tarefa de programação para processos de usinagem repetitivos. Por exemplo, comandos M98 chamam um subprograma para que sequências de corte pré-alimentadas possam ser reutilizadas. Isso economiza tempo e reduz a possibilidade de erro na programação.
No caso de usinagem de várias peças idênticas, os subprogramas garantem que o mesmo código será aplicado sem reescrita de código. Negligenciar o uso de subprogramas quase sempre resulta em programas longos que se tornam cada vez mais difíceis de depurar e modificar.
Além disso, os loops simplificam a otimização dos movimentos da ferramenta ao fornecer a capacidade de repetir certos comandos. Por exemplo, o comando M99 permite os meios de fazer loop de qualquer subprograma usado na produção. Os loops podem ser empregados para operações repetitivas, como perfuração de furos, rosqueamento ou contorno.
Inserindo e simulando o programa
1. Transferindo o programa para o torno CNC
Você ainda tem que transferir o programa para a máquina depois de ter concluído a escrita do programa do torno CNC. O uso de drives USB, Controle Numérico Direto ou digitação direta via painel de controle são métodos de transferência comuns na maioria dos tornos CNC.
A maneira mais simples e rápida de carregar programas para máquinas autônomas é por meio de transferências USB. O Controle Numérico Direto conecta o torno CNC a um computador e permite que os dados sejam transferidos em tempo real.
Por outro lado, inserir manualmente o código requer pressionamentos de tecla cuidadosos para evitar erros, mas uma pequena alteração pode ser feita diretamente na máquina. A maioria desses métodos de transferência depende do seu fluxo de trabalho, das capacidades da máquina e dos requisitos impostos à complexidade do programa.
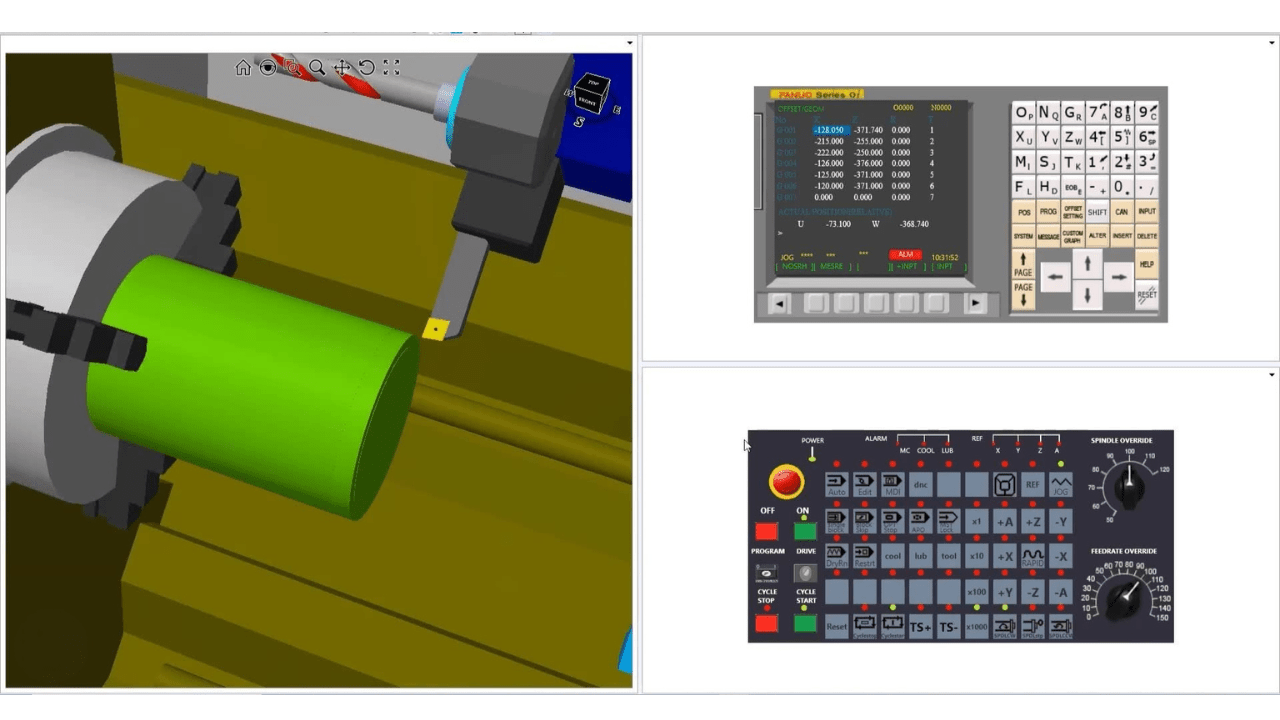
2. Executando um teste de simulação
Executar um teste antes de usinar uma peça ajuda a verificar a precisão da programação. Um teste permite que o torno CNC execute o programa enquanto não corta o material, para que os movimentos da ferramenta realmente tomem o caminho pretendido.
Uma execução a seco ajudaria a encontrar deslocamentos de ferramentas errados, coordenadas desalinhadas e travamentos inesperados de ferramentas devido a erros de programação. Muitos tornos CNC têm a opção de simulação gráfica para a representação visual dos movimentos da ferramenta, de modo que fica mais fácil detectar erros. Essa detecção precoce ajuda a evitar quaisquer erros dispendiosos e danos à máquina ou à peça de trabalho.
Além disso, o teste de simulação incluirá o monitoramento do comportamento do caminho da ferramenta para atender a uma operação suave. Se houver paradas indesejadas, solavancos repentinos ou velocidade incorreta sendo usada pelo fuso, isso significa que há um erro de programação e precisa ser corrigido.
Além disso, verificar as taxas de avanço e as trocas de ferramentas durante a simulação garantirá ainda mais que cada operação seja executada conforme o pretendido. No caso de ocorrência de erro, analisar o programa linha por linha corrigirá o erro.
3. Depuração de trajetórias de ferramentas
Mesmo após uma boa execução a seco, sua análise do programa para otimização melhora a eficiência da usinagem. A revisão do caminho da ferramenta ajuda a garantir que cada movimento se mova no caminho mais direto e eficiente.
Retração excessiva das ferramentas, movimentos rápidos excessivos e passes desnecessários simplesmente aumentam o tempo do ciclo e danificam as ferramentas de corte. Assim, ajustar esses caminhos reduz o tempo de usinagem sem comprometer a precisão.
Além disso, ao ajustar a taxa de avanço e a velocidade do fuso para se adequar às suas características de corte daquele material, o desempenho ideal do programa é garantido. Assim, pequenas intervenções aqui produzem maior produtividade e maior vida útil da ferramenta.
Além disso, a etapa final da depuração significa encontrar e corrigir quaisquer últimos erros no programa. Uma verificação cuidadosa dos códigos G e M garante que eles deixem cada comando agir de acordo com seu comando. Verificar se há trocas de ferramentas ausentes, tempo de permanência errado ou comandos contraditórios evita interrupções injustificadas durante a usinagem.
Executando o programa no torno CNC
· Verificando a configuração antes da execução
Verifique o alinhamento do fuso e da peça de trabalho, bem como o número de deslocamentos da ferramenta antes de usar.
· Iniciando o Processo de Usinagem Passo a Passo
Comece executando um passo de cada vez para garantir que todos os movimentos estejam corretos antes de executar o programa completo.
· Monitoramento do desgaste da ferramenta
Mantenha uma vigilância contínua para o desgaste ou quebra da ferramenta. Pode ser que a taxa de avanço precise ser otimizada ou as ferramentas estejam gastas para substituição.
· Lidando com erros inesperados
Em caso de alarme, você deve parar a máquina e diagnosticar o problema utilizando a tela do CNC ou o manual.

Controle de Qualidade do Pós-Processamento
· Inspeção da peça acabada
Usando paquímetros ou micrômetros, você deve comparar a dimensão geral com a proposta.
· Medição de Dimensões
Os medidores de rugosidade são úteis para verificar o acabamento adequado.
· Ajustando Offsets
Se as medidas estiverem ligeiramente erradas, você deve ajustar as tolerâncias alterando os deslocamentos de trabalho ou da ferramenta para aumentar a precisão.
· Salvando e otimizando o programa para uso futuro
Você deve sempre preservar os programas de trabalho e otimizar a codificação para tempos de usinagem mais curtos.
Técnicas de Torno CNC de ponta para programação
1. Uso de Macros e Paramétricos
Você pode usar macros e programação paramétrica para automatizar facilmente tarefas repetitivas e, assim, tornar seu programa flexível.
Em vez de escrever códigos separados para operações mais ou menos similares, você pode definir variáveis e usar condicionais para que os caminhos da ferramenta possam ser criados dinamicamente. Por sua vez, isso economiza tempo de programação e verifica erros. Além disso, permite a modificação rápida de dimensões e tolerâncias sem a necessidade de reescrever todo o programa.
2. Usando software CAD CAM
O software CAD CAM é capaz de projetar e gerar programas CNC para produzir componentes altamente intrincados. Ele fornece a você a capacidade de criar modelos digitais e gerar automaticamente trajetórias de ferramentas otimizadas em vez de criar cada movimento no programa manualmente. Assim, você pode obter precisão e reduzir erros humanos por meio deste método.
3. Torneamento multieixo
Uma ampla gama de geometrias avançadas pode ser usinada em uma única configuração usando torneamento multiaxial. Em vez de mover a peça de trabalho para várias configurações, o movimento simultâneo com eixos permitirá operações de torneamento, fresamento ou perfuração.
Com a integração de ferramentas vivas, operações de fresamento, perfuração ou rosqueamento são feitas no torno. Isso reduz o tempo de ciclo, bem como o processamento posterior da máquina. Portanto, o uso da tecnologia multieixo aumenta a precisão e melhora a produtividade.
4. Automação
A automação e a usinagem adaptativa permitiram que o processo de produção se tornasse mais eficiente. Trocadores de ferramentas automatizados, juntamente com carregadores robóticos, mantêm processos ininterruptos reduzindo o contato humano.

Erros comuns de programação de torno CNC e como evitá-los
· Deslocamentos de ferramentas e configurações de coordenadas incorretos
Deslocamentos errados levam a desalinhamentos e erros na usinagem, portanto, sempre verifique os valores antes de cortar.
· Seleção inadequada de alimentação e velocidade
Configurações erradas resultam em acabamento ruim ou desgaste da ferramenta. Portanto, você deve seguir o que o fabricante recomenda.
· Supervisionar procedimentos de segurança
Ao ignorar as verificações de segurança, você corre o risco de se machucar e danificar a máquina.
· Interpretação incorreta das funções G-Code e M-Code
Uma compreensão mais profunda de cada comando ajuda a evitar movimentos imprevisíveis da ferramenta.
Conclusão
Precisão e configuração de um programa de torno CNC exigem muita concentração e cuidado. Além disso, conhecimento de G-code, ferramentas e controle de qualidade ajudarão você a desenvolver programas rápidos e livres de erros.
Procurando por especialistas em fabricação e programação de tornos CNC, os técnicos da TSINFA estão aqui para ajudar – Entre em contato conosco agora.