Comment programmer un tour CNC – Guide complet
La programmation du tour CNC vous permettra d'exécuter des opérations de découpe, de sculpture et de perçage de précision.
En effet, la programmation d'un tour CNC requiert expérience et expertise. Il est donc essentiel de bien connaître machine CNC en fonctionnement et les codes.
Dans ce guide, nous explorerons une approche détaillée et pratique du processus de programmation des tours CNC.
Jetez un oeil :

Comprendre la programmation des tours CNC
La programmation d'un tour CNC consiste à écrire du code qui informe la machine sur la façon d'effectuer les coupes, les tournages et les formes de la pièce. Pour cela, Codes Get les codes M sont utilisés pour décrire le mouvement, la vitesse et la fonctionnalité de changement d'outil utilisés sur la machine.
Idéalement, tout cela relève d’un vaste sujet appelé, commande numérique.
Préparation à la programmation d'un tour CNC
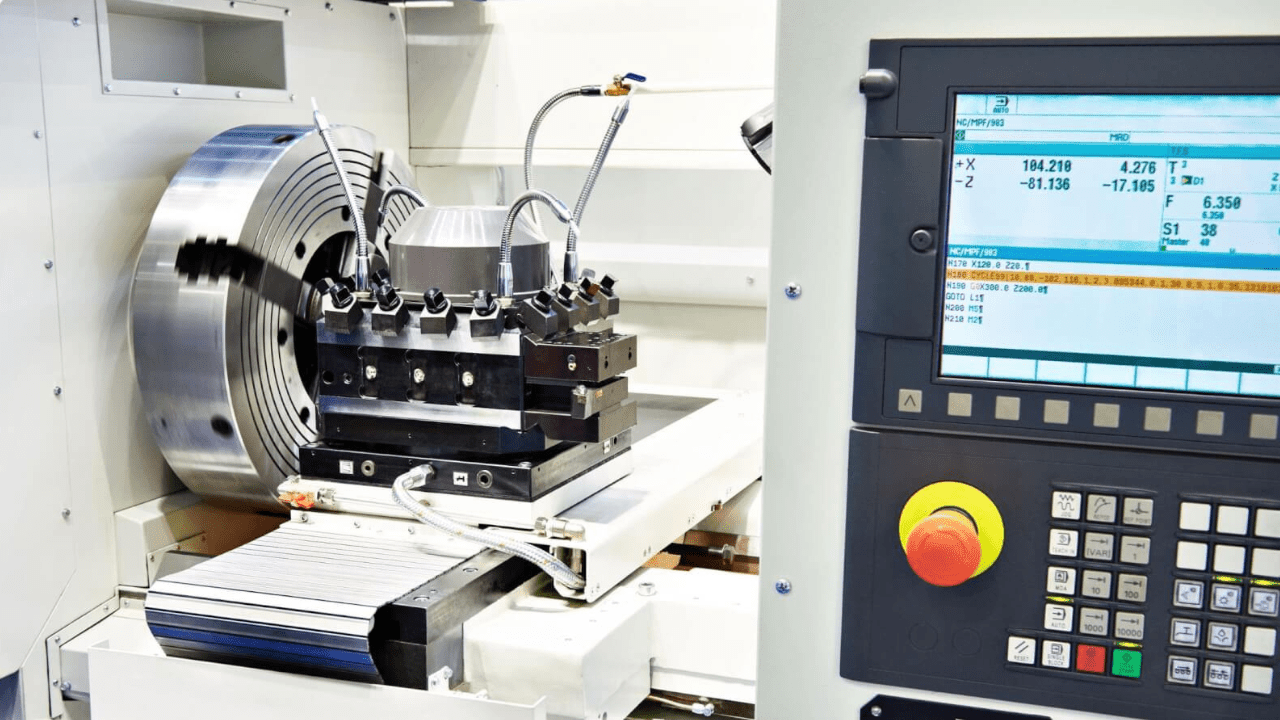
1. Choisir le bon tour CNC
C'est pour votre Usinage CNC besoins que vous devez sélectionner le bon Tour CNCIl existe différents types de tours CNC comme CNC horizontale,CNC verticale, et Types de CNC suisses, offrant divers avantages. Un tour suisse est idéal pour obtenir une précision optimale sur des pièces petites et complexes.
En revanche, les tours horizontaux supportent et stabilisent mieux les composants de plus grande taille. Votre choix dépendra également de divers facteurs tels que la puissance de la broche, la capacité de l'outil et les fonctions d'automatisation. Ainsi, répondre aux exigences de production vous permettra d'éviter les inefficacités et les erreurs coûteuses sur votre machine.
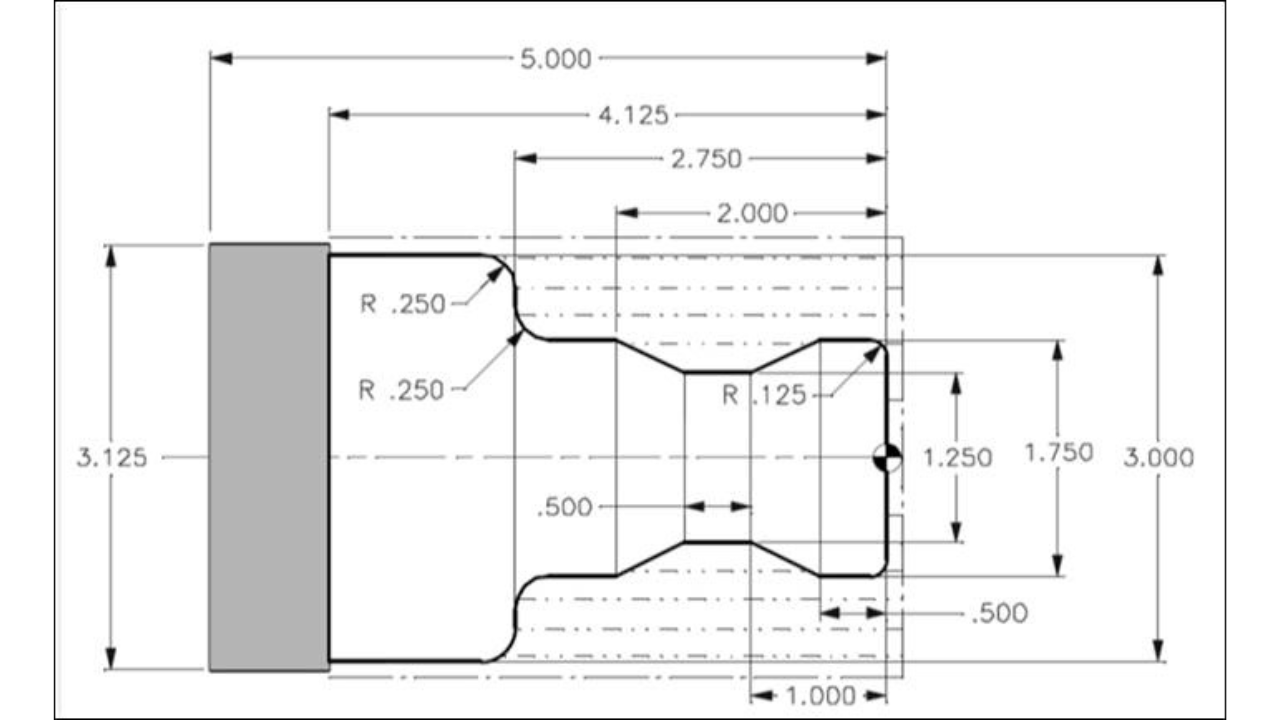
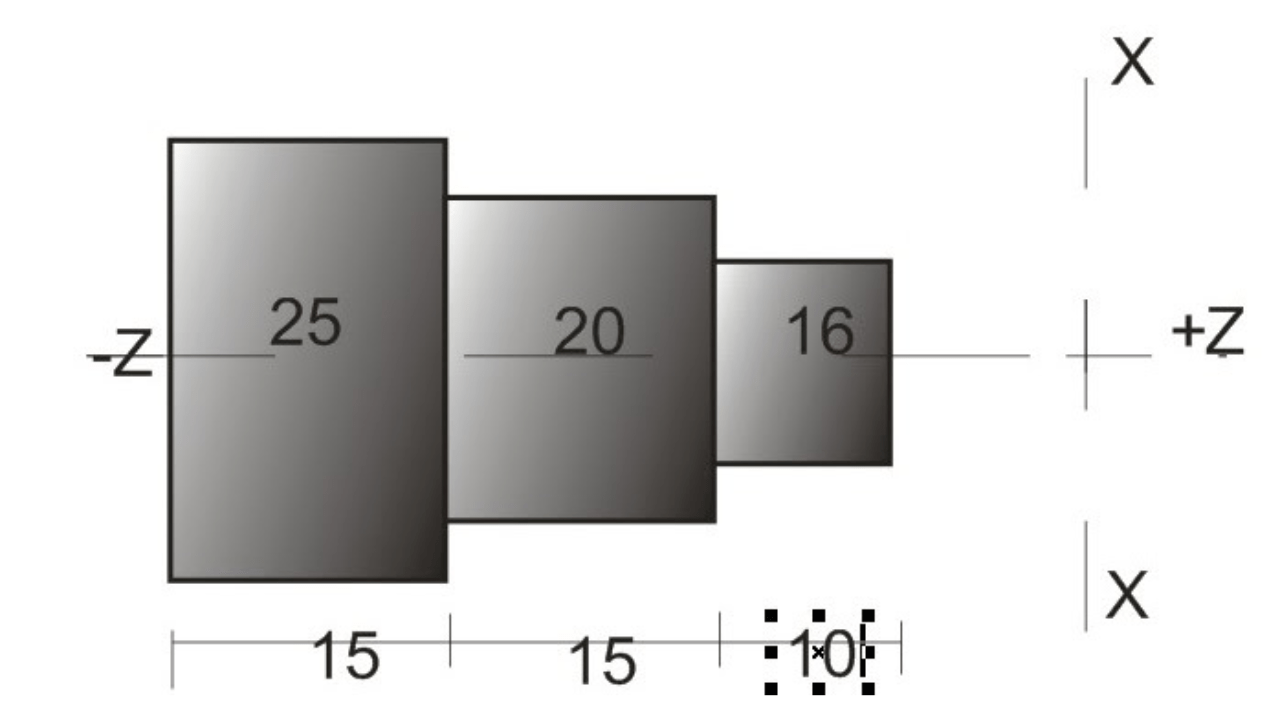
2. Connaître les spécifications de la pièce
La programmation d'un tour CNC nécessite certains prérequis, notamment la connaissance des matériaux et des dimensions, notamment de la pièce à usiner. Il est important de noter, par exemple, que les paramètres de coupe diffèrent selon que l'on utilise des métaux comme l'aluminium, l'acier et le titane, ou des polymères ou des composites.
De plus, chaque matériau donné réagit différemment à la chaleur et à la pression, ce qui affecte la vitesse d'avance et même le choix de l'outil. Ne pas prendre en compte ces aspects peut entraîner des coupes erronées, des pertes excessives ou la destruction de l'outil.
3. Choisir les bons outils pour la découpe
En matière de précision, de durée de vie et d'efficacité, le choix d'un outil de coupe est le facteur le plus crucial. Choisissez un porte-outil et une plaquette adaptés au matériau de la pièce et au type d'usinage concerné.
Les plaquettes en carbure sont mieux adaptées à la coupe à grande vitesse et les outils en acier rapide fonctionneront mieux à des vitesses de coupe plus lentes car ils sont généralement plus flexibles.
La géométrie de l'outil, notamment les angles de coupe et le brise-copeaux, joue également un rôle dans l'état de surface et l'évacuation des copeaux. Ainsi, l'utilisation d'outils adaptés réduit l'usure, les temps d'arrêt et contribue à la performance globale de l'usinage.
4. Méthodes de serrage et de fixation
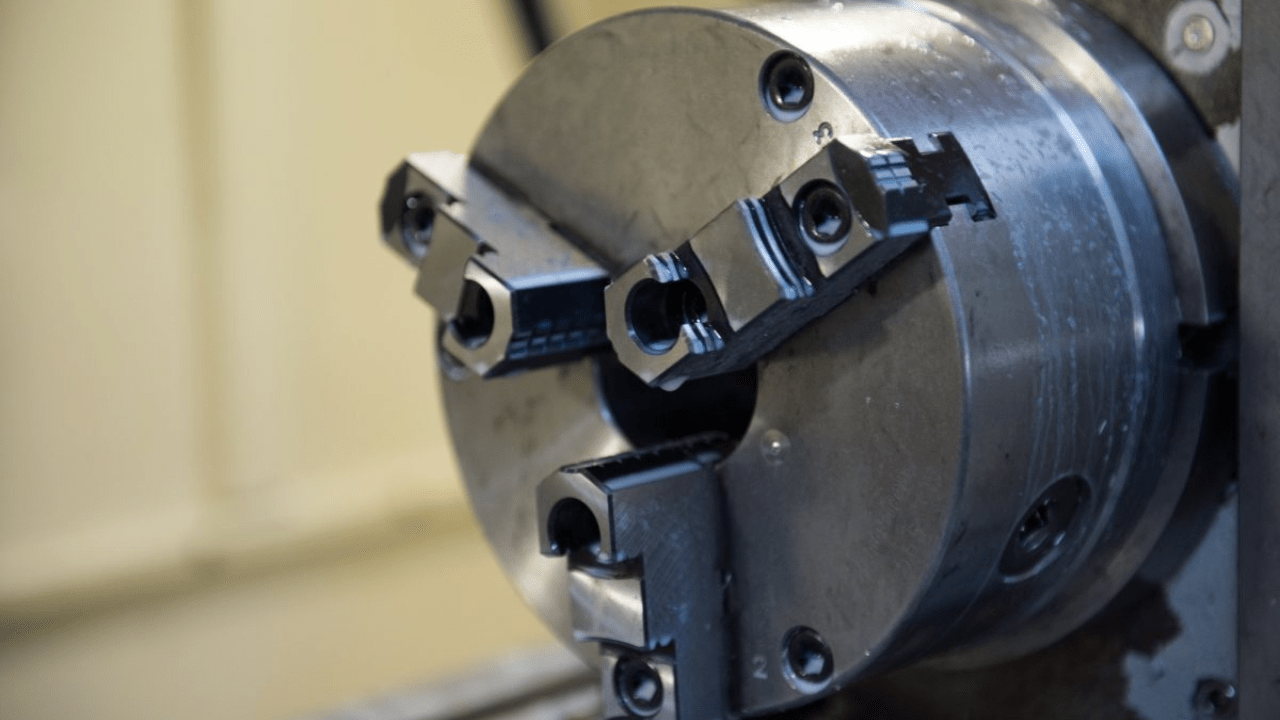
La fixation de la pièce doit empêcher tout mouvement pendant l'usinage et ainsi favoriser la précision. Le serrage comprend, entre autres, des mandrins, des pinces et des plateaux, qui conviennent le mieux à différentes pièces.
Un mandrin à trois mors convient au maintien général des pièces rondes, tandis qu'une pince de serrage offre une plus grande précision pour les pièces plus petites. À l'inverse, les plateaux permettent de fixer les pièces de formes irrégulières.
Par conséquent, un bon serrage réduit les vibrations, maintient la pièce stable et prévient les désalignements pendant l'usinage. Un serrage incorrect de la pièce peut entraîner des imprécisions ou endommager la machine.
Configuration du tour CNC
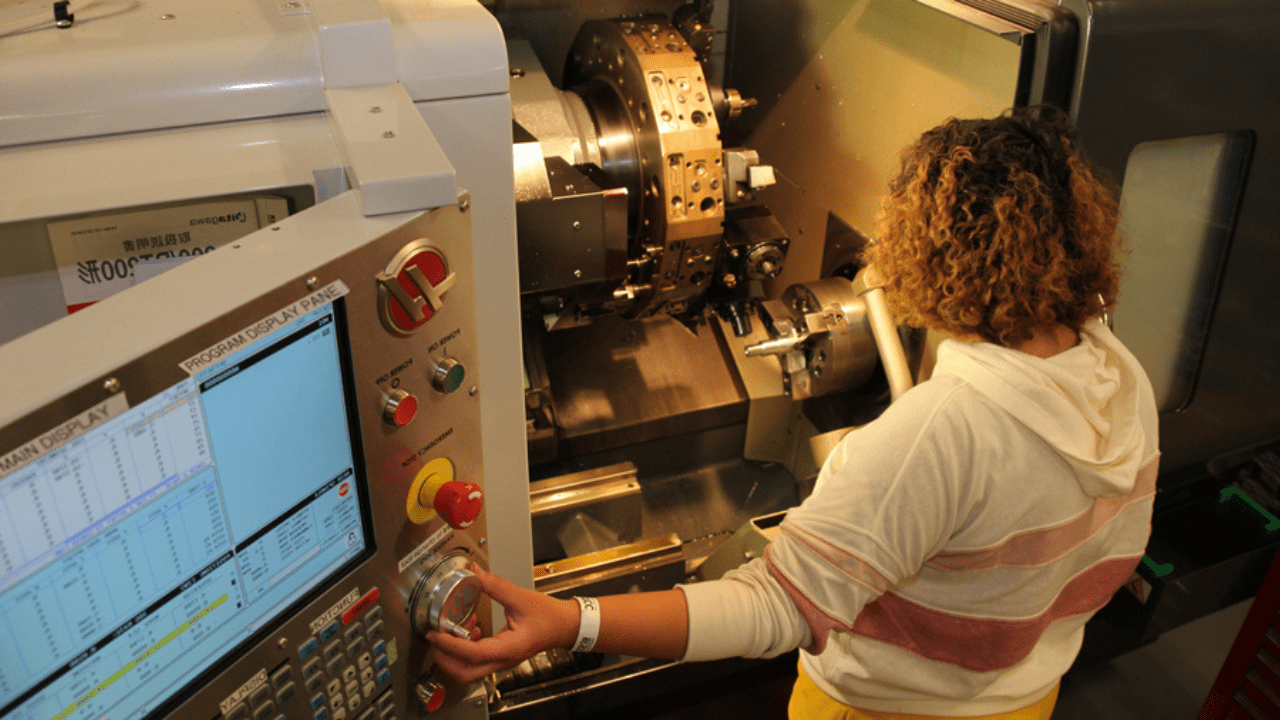
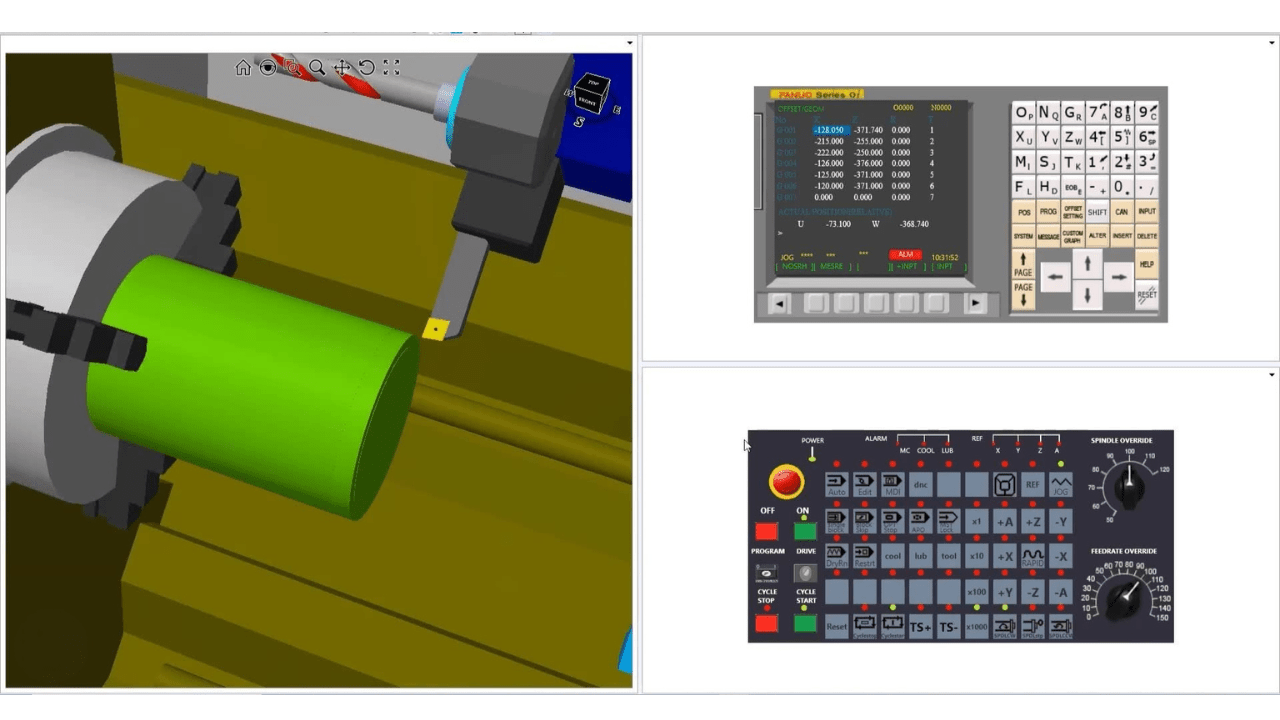
· Mise sous tension et initialisation de la machine
La toute première étape de la programmation et de l'usinage sur un tour CNC consiste à mettre la machine sous tension. Dès la mise sous tension, le système de contrôle effectue un autodiagnostic pour vérifier le bon fonctionnement de la machine.
Par exemple, le processus de retour à la position initiale (homing) déplace la machine vers une position de référence, réinitialise l'axe et prépare un mouvement précis. Ignorer ce processus peut entraîner un mauvais alignement ou un positionnement erroné de l'outil. Le panneau de commande vous permet ensuite de vérifier les paramètres système, les décalages des outils et les paramètres de la broche avant de lancer l'usinage.
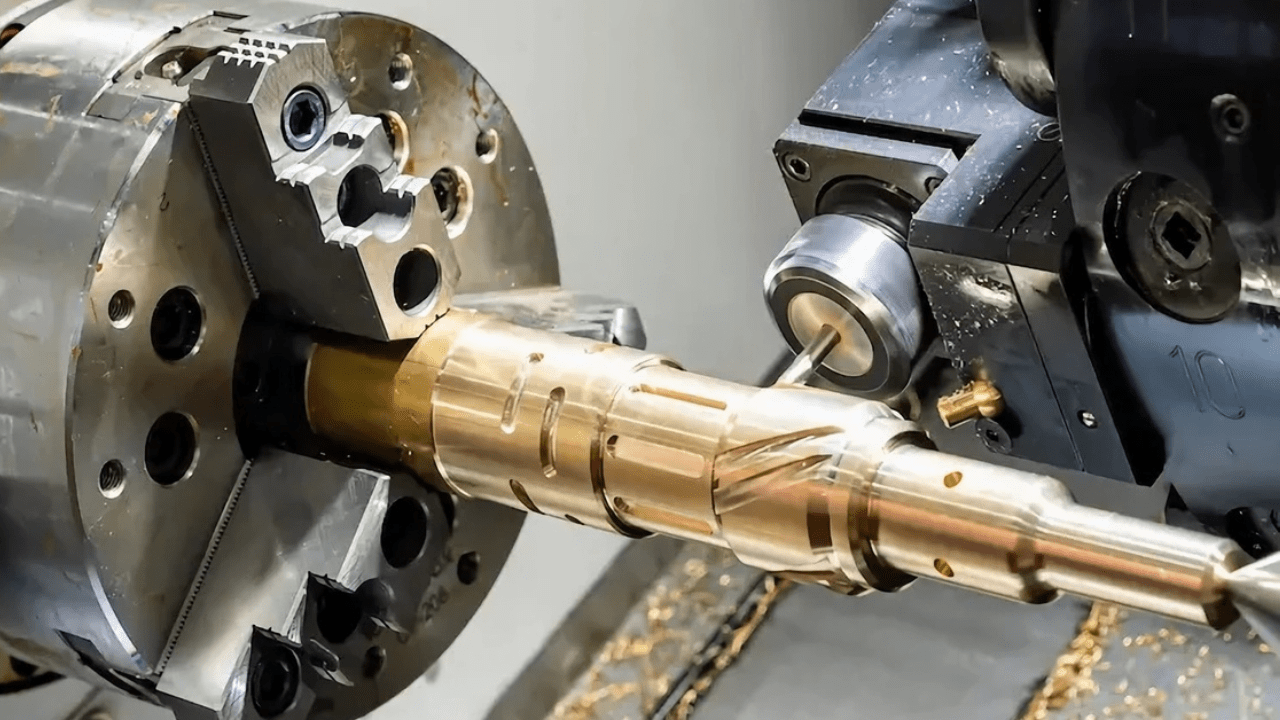
· Chargement de la pièce et fixation correcte
Un bon positionnement de la pièce est essentiel pour un usinage de précision. Selon la forme, la taille et le type de matériau de la pièce, une méthode de serrage est choisie.
Par exemple, vous utiliserez un mandrin à trois mors pour usiner des pièces rondes, mais un mandrin à quatre mors sera nécessaire pour fixer des pièces de formes irrégulières et permettre un alignement plus précis. Pour les petites pièces, en revanche, un mandrin à pince les serre correctement sans exercer trop de pression. Ainsi, un bon alignement prévient les vibrations, ce qui est essentiel pour une coupe fluide et précise.
De plus, les forces de serrage doivent être équilibrées pour éviter toute déformation de la pièce. Un serrage excessif peut entraîner l'écrasement de la pièce, tandis qu'un serrage insuffisant peut entraîner son glissement.
Il est donc conseillé de tester le tour en faisant tourner manuellement la broche pour vérifier la bonne tenue de la pièce. Si vous constatez un mouvement ou une oscillation de la pièce, un réglage doit être effectué pour éviter les erreurs d'usinage. Ainsi, un serrage correct réduit les risques de casse de l'outil et améliore la précision dimensionnelle pendant le processus.
· Sélection d'outils et configuration du décalage d'outils
Le choix de l'outil adapté à chaque tâche détermine l'efficacité de coupe et l'état de surface. Différents outils permettent d'effectuer différentes opérations, comme l'ébauche, le perçage, la finition et le taraudage.
Les plaquettes en carbure, par exemple, sont très durables et donc adaptées à la coupe à grande vitesse des métaux, tandis que les aciers rapides sont plus flexibles pour les matériaux plus tendres.
D'autre part, les porte-outils sont indispensables à la stabilité et à la minimisation des déformations. Ainsi, un montage d'outil rigide minimise les vibrations, prolongeant ainsi la durée de vie de l'outil et permettant des résultats reproductibles.
De plus, les décalages d'outils sont utilisés pour la coupe de précision. Chaque outil possède un décalage distinct qui définit sa position exacte par rapport à la pièce. Sans saisie correcte de ces valeurs dans la commande CNC, la profondeur de coupe ne peut être garantie et des collisions peuvent survenir.
Certaines machines permettent une mesure automatique de l'outil à l'aide d'un palpeur, tandis que d'autres nécessitent une saisie manuelle. Vérifier le décalage de l'outil avant de commencer toute opération d'usinage permet d'éviter les erreurs coûteuses et de maintenir la qualité des pièces.
· Réglage du point zéro de la pièce
La mise à zéro permet au tour CNC d'exécuter toutes les commandes programmées avec précision. C'est la référence pour le démarrage de l'usinage. La plupart des tours adoptant désormais un système de décalage d'origine, comme G54 à G59, différentes positions zéro peuvent être définies pour plusieurs configurations.
C'est important car si ce point n'est pas réglé correctement, l'outil coupera au mauvais endroit et endommagera la pièce ou l'équipement.
Généralement, le point zéro est défini à l'aide d'un outil de palpage ou d'un palpeur d'arête. Sur certains tours CNC, des systèmes de palpage automatique règlent cette position avec précision. Une fois le point zéro défini, toutes les trajectoires d'outil sont mesurées à partir de cette référence.
Le non-respect de cette consigne entraînera des mesures incorrectes des pièces et un gaspillage de matière. Un réglage précis de la référence zéro garantit un alignement correct de la pièce et évite les erreurs d'usinage.
· Calculs de la vitesse de la broche et de la vitesse d'avance
La vitesse de broche correspond à la vitesse de rotation de l'outil de coupe, tandis que l'avance correspond à la vitesse à laquelle la fraise pénètre dans la matière. Ces deux paramètres doivent être soigneusement réglés pour un enlèvement de matière efficace sans usure de l'outil.
De plus, la plage idéale varie en fonction du matériau de la pièce, du type d'outil et de la finition de surface souhaitée. Des vitesses plus faibles sont nécessaires pour les matériaux plus durs, tandis que des vitesses plus élevées sont tolérées pour les matériaux plus tendres, sans accumulation de chaleur.
La vitesse d'avance influence également l'efficacité de coupe et la formation de copeaux. Ainsi, une vitesse d'avance lente garantit une finition lisse, mais peut également frotter l'outil, réduisant ainsi sa durée de vie.

Écriture du programme du tour CNC
1. Format et structure du programme
Les programmes CNC nécessitent un format précis. Chaque ligne est composée de codes G (commandes de mouvement) et de codes M (commandes machine). Un formatage précis garantit l'absence d'erreurs et une exécution fluide.
2. Commentaires et documentation
La programmation sous forme de commentaires permet au programmeur de comprendre le code ultérieurement. Par exemple, « CHANGEMENT D'OUTIL POUR COUPE ÉBAUCHE » décrit l'utilisation de cette commande. Des programmes bien documentés réduisent les risques de confusion et sont indispensables à la détection des erreurs.
3. Codes G et M CNC importants
Codes G utilisés dans les opérations de tournage (G00, G01, G02, G03)
- G00 – Mouvement rapide (mouvement non coupant)
- G01 – Coupe en ligne droite à avance contrôlée
- G02 – Découpe à l'arc dans le sens des aiguilles d'une montre
- G03 – Découpe à l'arc dans le sens inverse des aiguilles d'une montre
Mouvement et positionnement des outils
- G90 (Positionnement absolu) : les mouvements sont basés sur une référence de point zéro.
- G91 (Positionnement incrémental) : les mouvements sont basés sur la position précédente.
Commandes de contrôle de broche et de changement d'outil (M03, M04, M06)
- M03 – Broche ON (sens horaire)
- M04 – Broche ON (sens antihoraire)
- M06 – Changement d'outil
Création d'un programme de tour CNC de base
1. Commandes de configuration initiale
Avant de commencer l'usinage, vous devez effectuer une configuration adéquate pour un fonctionnement optimal. Le programme démarre avec des commandes préparatoires qui préparent la machine pour l'opération.
G21, par exemple, est utilisé pour définir des mesures métriques, tandis que G20 est utilisé pour les mesures en pouces afin d'éviter les erreurs de conversion.
Le système de coordonnées de travail doit également être établi à l'aide des décalages G54, G55 ou autres. Cela détermine la position de la pièce afin de permettre des mouvements précis.
L'activation de la broche et la sélection de l'outil sont également incluses dans la configuration. La commande M03 active la broche dans le sens horaire, tandis que la commande M04 la fait fonctionner dans le sens antihoraire. La commande S doit définir la vitesse de broche en fonction des exigences du matériau à couper.
De plus, la sélection de l'outil approprié à l'aide des commandes T et M06 permettra à la machine de charger la fraise adéquate. Ces commandes sont essentielles à un processus d'usinage ordonné et efficace, sans lequel la machine ne pourrait tout simplement pas fonctionner correctement.
2. Commandes de passe d'ébauche et de passe de finition
Les opérations d'ébauche visent à éliminer rapidement et efficacement les excès de matière. Des commandes telles que G00 pour le positionnement rapide et G01 pour les mouvements linéaires contrôlés guident l'outil tout au long de la première opération de coupe.
Vous avez besoin de la commande F pour spécifier une vitesse d'avance appropriée en tenant compte de la vitesse par rapport aux forces de coupe.
Par conséquent, les passes d'ébauche impliquent généralement plusieurs incréments de profondeur pour minimiser la contrainte sur l'outil et empêcher l'accumulation de chaleur excessive.
3. Opérations de perçage, de filetage et de rainurage
Pour le perçage, un positionnement précis et un contrôle de la profondeur sont nécessaires pour réaliser des trous précis. Le cycle de perçage simple est activé par G81, tandis que le perçage par débourrage est effectué par G83.
De plus, vous devez indiquer la vitesse de broche, l'avance et la profondeur afin d'éviter toute casse d'outil. Une taille de foret adaptée et une utilisation adéquate des liquides de refroidissement peuvent contribuer à optimiser la qualité du trou et la durée de vie de l'outil.
Ainsi, une stratégie de perçage inadéquate entraîne une accumulation de copeaux, une déviation des outils et des variations de diamètre des trous.
Le filetage synchronise la rotation de la broche et le mouvement de l'outil. Les commandes G76 et G92 permettent de réaliser des filetages externes ou internes précis. Pour éviter l'arrachement de la matière et l'usure excessive de l'outil, il est essentiel de contrôler la profondeur de coupe.
Pour les opérations de rainurage, les outils servent également à creuser des évidements ou des canaux dans la pièce. Les outils sont soumis à moins de contraintes et l'évacuation des copeaux est facilitée grâce au rainurage par pas de commande G75.
4. Utilisation de sous-programmes et de boucles
Les sous-programmes facilitent la programmation des processus d'usinage répétitifs. Par exemple, la commande M98 appelle un sous-programme permettant de réutiliser les séquences de coupe pré-alimentées. Cela permet de gagner du temps et de réduire les risques d'erreur de programmation.
Lors de l'usinage de plusieurs pièces identiques, les sous-programmes garantissent l'application du même code sans réécriture. Négliger l'utilisation de sous-programmes aboutit presque toujours à des programmes longs, de plus en plus difficiles à déboguer et à modifier.
De plus, les boucles simplifient l'optimisation des mouvements d'outils en permettant de répéter certaines commandes. Par exemple, la commande M99 permet de boucler n'importe quel sous-programme utilisé en production. Les boucles peuvent être utilisées pour des opérations répétitives telles que le perçage, le filetage ou le contournage.
Saisie et simulation du programme
1. Transfert du programme vers le tour CNC
Une fois le programme du tour CNC écrit, il vous reste à le transférer sur la machine. L'utilisation de clés USB, de la commande numérique directe ou de la saisie directe via le panneau de commande sont des méthodes de transfert courantes sur la plupart des tours CNC.
Le moyen le plus simple et le plus rapide de télécharger des programmes pour des machines autonomes est le transfert USB. La commande numérique directe relie le tour CNC à un ordinateur et permet le transfert des données en temps réel.
En revanche, la saisie manuelle du code nécessite une frappe précise pour éviter toute erreur, mais une petite modification peut être apportée directement sur la machine. La plupart de ces méthodes de transfert dépendent de votre flux de travail, des capacités de la machine et des exigences liées à la complexité du programme.
2. Exécution d'un essai à blanc
Effectuer un essai à blanc avant l'usinage d'une pièce permet de vérifier l'exactitude de la programmation. Cet essai permet au tour CNC d'exécuter le programme sans usiner la matière, afin que les mouvements de l'outil suivent bien la trajectoire prévue.
Un essai à blanc permet de détecter les décalages d'outils erronés, les coordonnées mal alignées et les pannes d'outils inattendues dues à des erreurs de programmation. De nombreux tours CNC offrent une simulation graphique pour la représentation visuelle des mouvements de l'outil, facilitant ainsi la détection des erreurs. Cette détection précoce permet d'éviter des erreurs coûteuses et des dommages à la machine ou à la pièce.
De plus, l'essai à blanc comprendra la surveillance du comportement du parcours d'outil afin d'assurer un fonctionnement fluide. Des arrêts intempestifs, des à-coups soudains ou une vitesse de broche incorrecte indiquent une erreur de programmation à corriger.
De plus, la vérification des avances et des changements d'outils pendant la simulation garantit que chaque opération est exécutée comme prévu. En cas d'erreur, l'analyse du programme ligne par ligne permet de la corriger.
3. Débogage des parcours d'outils
Même après un bon essai, l'analyse du programme à des fins d'optimisation améliore l'efficacité de l'usinage. La vérification des parcours d'outils permet de garantir que chaque mouvement suit la trajectoire la plus directe et la plus efficace.
Un recul excessif des outils, des mouvements trop rapides et des passes inutiles augmentent le temps de cycle et endommagent les outils de coupe. Ainsi, l'ajustement de ces trajectoires réduit le temps d'usinage sans compromettre la précision.
De plus, en ajustant l'avance et la vitesse de broche aux caractéristiques de coupe du matériau, le programme garantit des performances optimales. Ainsi, des interventions mineures permettent d'augmenter la productivité et de prolonger la durée de vie de l'outil.
De plus, l'étape finale du débogage consiste à identifier et corriger les éventuelles erreurs du programme. Une vérification minutieuse des codes G et M garantit que chaque commande s'exécute conformément à sa commande. La vérification des changements d'outils manquants, des temps de pause incorrects ou des commandes contradictoires permet d'éviter les interruptions injustifiées pendant l'usinage.
Exécution du programme sur le tour CNC
· Vérification de la configuration avant l'exécution
Vérifiez l'alignement de votre broche et de votre pièce ainsi que le nombre de décalages d'outils avant utilisation.
· Démarrage du processus d'usinage étape par étape
Commencez par exécuter une étape à la fois pour vous assurer que tous les mouvements sont corrects avant d'exécuter le programme complet.
· Surveillance de l'usure des outils
Surveillez en permanence l'usure ou la casse de l'outil. Il se peut que la vitesse d'avance doive être optimisée ou que les outils soient usés et nécessitent d'être remplacés.
· Gestion des erreurs inattendues
En cas d'alarme, vous devez arrêter la machine et diagnostiquer le problème en utilisant soit l'écran CNC, soit le manuel.

Contrôle qualité du post-traitement
· Inspection de la pièce finie
À l'aide d'un pied à coulisse ou d'un micromètre, vous devez comparer la dimension globale avec celle proposée.
· Mesure des dimensions
Les jauges de rugosité sont utiles pour vérifier la bonne finition.
· Réglage des décalages
Si les mesures sont légèrement erronées, vous devez ajuster les tolérances en modifiant les décalages de travail ou d'outil pour augmenter la précision.
· Sauvegarde et optimisation du programme pour une utilisation ultérieure
Vous devez toujours conserver les programmes de travail et optimiser le codage pour des temps d'usinage plus courts.
Techniques de tournage CNC haut de gamme pour la programmation
1. Utilisation de macros et de paramètres
Vous pouvez utiliser des macros et la programmation paramétrique pour automatiser facilement la tâche répétitive et ainsi rendre votre programme flexible.
Au lieu d'écrire des codes distincts pour des opérations plus ou moins similaires, vous pouvez définir des variables et utiliser des conditions pour créer dynamiquement les trajectoires d'outils. Cela permet de gagner du temps de programmation et de détecter les erreurs. De plus, cela permet de modifier rapidement les dimensions et les tolérances sans avoir à réécrire l'intégralité du programme.
2. Utilisation d'un logiciel de CAO/FAO
Le logiciel de CAO/FAO permet de concevoir et de générer des programmes CNC pour la production de composants très complexes. Il vous permet de créer des modèles numériques et de générer automatiquement des parcours d'outils optimisés au lieu de créer manuellement chaque mouvement du programme. Cette méthode vous permet d'atteindre la précision et de réduire les erreurs humaines.
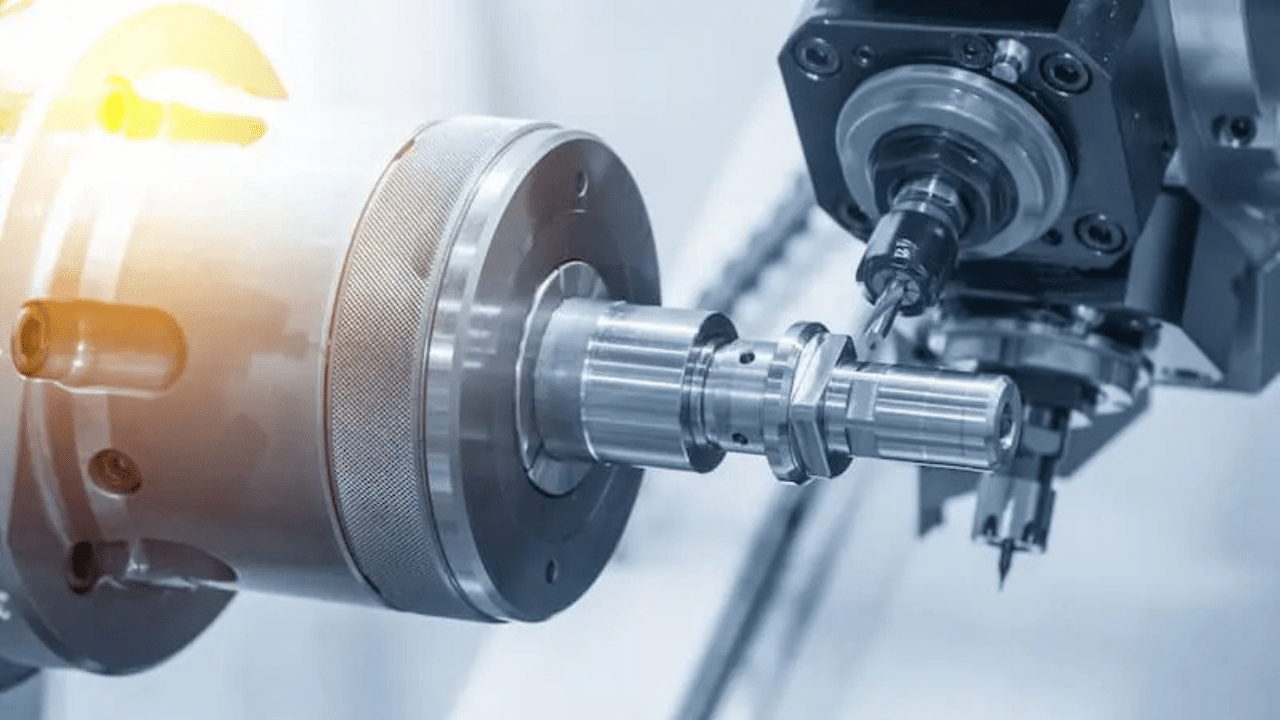
3. Tournage multi-axes
Le tournage multiaxial permet d'usiner une large gamme de géométries avancées en une seule configuration. Au lieu de déplacer la pièce selon différents réglages, le mouvement simultané des axes permet des opérations de tournage, de fraisage ou de perçage.
Grâce à l'intégration d'outils motorisés, les opérations de fraisage, de perçage ou de taraudage sont réalisées directement sur le tour. Cela réduit le temps de cycle et les opérations d'usinage ultérieures. L'utilisation de la technologie multiaxes accroît ainsi la précision et améliore la productivité.
4. Automatisation
L'automatisation et l'usinage adaptatif ont permis d'améliorer l'efficacité des processus de production. Les changeurs d'outils automatisés, associés aux chargeurs robotisés, assurent la continuité des processus en réduisant les contacts humains.

Erreurs courantes de programmation des tours CNC et comment les éviter
· Décalages d'outils et paramètres de coordonnées incorrects
Des décalages incorrects entraînent des désalignements et des erreurs d'usinage, par conséquent, vérifiez toujours les valeurs avant de couper.
· Mauvaise sélection d'alimentation et de vitesse
Des réglages incorrects entraînent une mauvaise finition ou une usure de l'outil. Il est donc conseillé de suivre les recommandations du fabricant.
· Négliger les procédures de sécurité
En sautant les contrôles de sécurité, vous risquez de vous blesser et d’endommager la machine.
· Mauvaise interprétation des fonctions G-Code et M-Code
Une compréhension plus approfondie de chaque commande permet d’éviter les mouvements imprévisibles des outils.
Conclusion
La précision et le réglage d'un programme de tour CNC nécessitent beaucoup de concentration et de minutie. De plus, la connaissance du code G, de l'outillage et du contrôle qualité vous aidera à développer des programmes rapides et sans erreur.
À la recherche d'experts en fabrication et programmation de tours CNC, les techniciens de TSINFA sont là pour vous aider – Contactez-nous maintenant.