

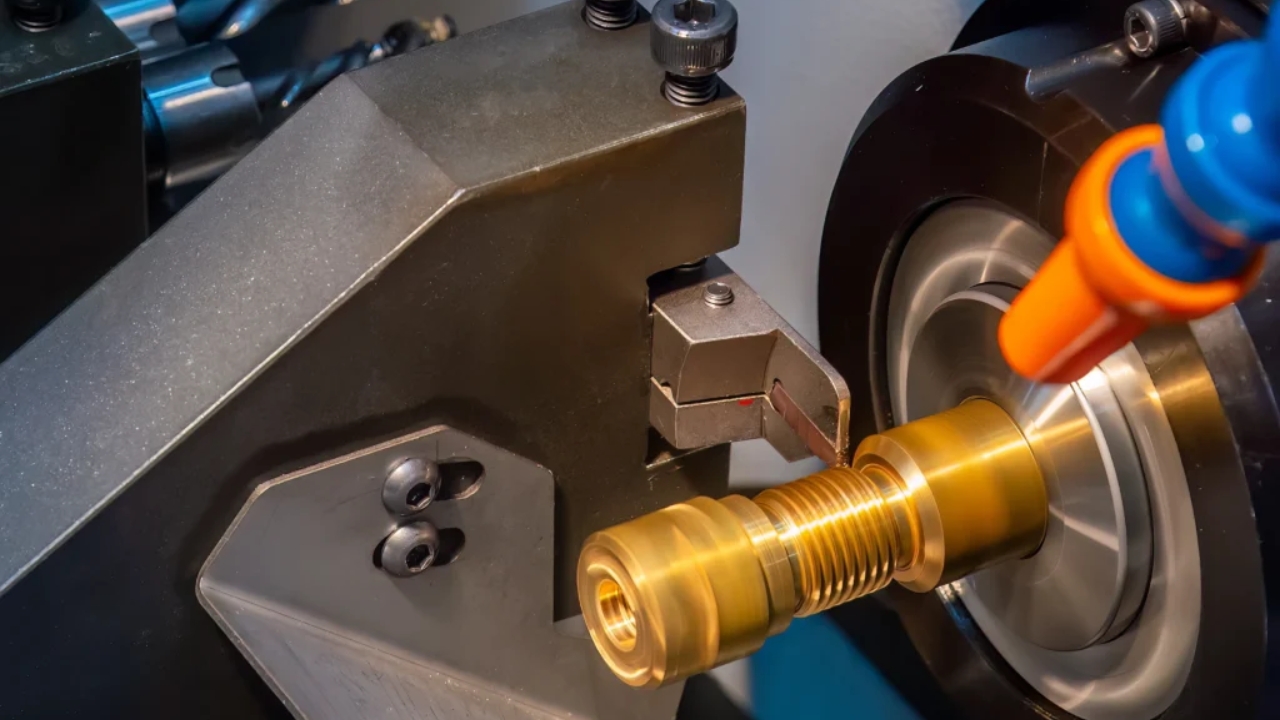
نحوه برش رزوههای چپدست در دستگاه تراش CNC
نیاز است که شما چرخه های نخ را درک کنید، از برنامه نویسی دقیق استفاده کنید، و هنگام برش رشته های سمت چپ با یک ابزار مناسب کار کنید. ماشین تراش CNC. برخلاف نخ های سفارشی سمت راست، شما نخ های سمت چپ را برعکس می برید و نیاز به تنظیمات دارد. با این راهنما، نحوه ماشینکاری رزوه های سمت چپ را با دقت یاد خواهید گرفت.
نخ های سمت چپ چیست؟

رزوه های سمت چپ به سادگی رزوه های پیچی هستند که هر زمان که در جهت خلاف جهت عقربه های ساعت بچرخد سفت می شود که برخلاف رزوه های معمولی سمت راست است. آنها در کاربردهایی که چرخش معمولی می تواند منجر به شل شدن نخ سمت راست شود، مانند اتصالات گاز، پدال های دوچرخه و ماشین آلات دوار مفید هستند.
شما می توانید این رزوه ها را از طریق علامت "LH" شناسایی کنید و هنگام ماشینکاری بر روی ماشین تراش CNC به برنامه ریزی و ابزار خاصی نیاز دارید. همچنین، می توانید با استفاده از ابزارهای نخی مشابهی که توسط نخ های سمت راست استفاده می شود، نخ های سمت چپ را برش دهید، اما نیاز به تنظیم چرخش دوک و جهت تغذیه وجود دارد. درک فرآیند ماشینکاری و کل هدف برای دستیابی به یک قطعه رزوه ای قابل اعتماد و مطمئن در صنایع مختلف مهم است.
راه اندازی تراش CNC برای نخ های سمت چپ

انتخاب ابزارهای برش مناسب
هنگامی که نخ های سمت چپ را روی ماشین تراش ماشین کاری می کنید، مهم است که ابزار برش مناسب را انتخاب کنید. درج های کاربید به دلیل توانایی آنها در مقاومت در برابر حرارت، به ویژه هنگامی که بر روی مواد سخت تر استفاده می شوند، گزینه قابل توجهی هستند.
فولاد پر سرعت ابزارهای (HSS) برای مواد نرمتر ایدهآلتر هستند، اگرچه دوام کمتری دارند. هنگام استفاده از درج خود، مطمئن شوید که دارای نمایه نخ سمت راست است و می تواند در جهت سمت چپ برش دهد. اگر از ابزاری استفاده کنید که هندسه مناسبی دارد، می توانید فرکانس سایش ابزار را کاهش دهید. این همچنین به ایجاد نخ های تمیز و دقیق کمک می کند.
انتخاب مواد قطعه کار
نرخ تغذیه یا سرعت برشی که استفاده می کنید به نوع ماده ماشینکاری بستگی دارد. به عنوان مثال، فولاد، یک ماده سخت، به سرعت کمتر و ابزار کاربید نیاز دارد. از سوی دیگر، آلومینیوم، یک ماده نرم، به سرعت بالاتری نیاز دارد. با این حال، برای جلوگیری از ایجاد لبه باید از ابزارهای تیز برای این ماده استفاده کنید. برای برنج، ایده آل است که از ابزارهای HSS یا کاربید برای اطمینان از رزوه کاری کارآمد استفاده کنید. همچنین، شما باید پارامترها را با توجه به خواص مواد تنظیم کنید.
استحکام ماشین و نگه داشتن کار کامل
با محل کار مناسب می توانید از لرزش اضافی جلوگیری کنید. لرزش بیش از حد می تواند کیفیت نخ را تحت تاثیر قرار دهد. بنابراین، برای ایمن سازی کامل قطعه کار خود از سیستم کولت استفاده کنید. همچنین برای دستیابی به پروفیل های رزوه دقیق، لغزنده های دستگاه و ابزار باید سفت باشند. با یک راه اندازی پایدار، می توانید به نخ های چپ با کیفیت دست پیدا کنید.
چگونه می توانید نخ های سمت چپ را در G-Code برنامه ریزی کنید

هنگام برش نخ های سمت چپ، به تغییرات برنامه نویسی خاصی نیاز دارید. این برای دستیابی به نتایج دقیق بسیار مهم است. نخ های سمت چپ همیشه به سمت چاک حرکت می کنند. بنابراین، آنها به تنظیمات مناسب در جهت تغذیه، حرکت ابزار و چرخش دوک نیاز دارند. در این راهنما، ما در مورد دستورات G-code اساسی و اصلاحات مناسبی که برای threading در سمت چپ نیاز دارید بحث می کنیم.
دستورات G-Code برای برش نخ
اگر نخ را با استفاده از کد جی، باید دستورات مهم را برای استفاده بدانید. G76، G92 و G32 دستورات متداول برای استفاده هستند.
- G76 - این یک چرخه نخ چند گذری است که کنترل دقیق عمق و گام را به شما می دهد.
- G92 – این دستور به صورت دستی هر پاس را برنامه ریزی می کند.
- G32 - حرکات نخ سفارشی را انجام می دهد.
تغییراتی که باید برای رشته های سمت چپ انجام دهید
- چرخش اسپیندل معکوس: هنگامی که می خواهید دوک خود را در خلاف جهت عقربه های ساعت اجرا کنید، به جای M03 از M04 استفاده می کنید.
- جهت حرکت ابزار را تغییر دهید: برای رسیدن به این هدف، ابزار خود را از چپ به راست حرکت دهید.
- تنظیم موقعیت ابزار: شما باید ابزار خود را طوری تنظیم کنید که نخ را در جهت مخالف برای خلاص شدن برش دهید.
اگر اصلاحات فوق را اعمال کنید، فرآیند برنامه نویسی و برش نخ های سمت چپ روی ماشین تراش موفقیت آمیز خواهد بود.
مثال G-Code برای رزوه زنی چپ

تفکیک گام به گام یک برنامه نمونه
برنامه نویسی رزوه سمت چپ روی تراش CNC نیاز به تنظیم چرخش دوک، جهت تغذیه و پارامترهای چرخه رزوه کاری دارد. ابزار باید از چپ به راست حرکت کند و به سمت چاک برش دهد. برنامه با تنظیم واحدها، چرخش دوک نخ ریسی و قرار دادن ابزار شروع می شود. سپس چرخه threading را با استفاده از یک فرمان چند گذر اجرا میکنید و از عمق و گام دقیق اطمینان میدهید. در نهایت، برنامه با جمع کردن ابزار و توقف اسپیندل پایان می یابد.
پارامترهای مهمی که باید بدانید
- عمق نخ: این پارامتر عمق برش نخ در ماده را توضیح می دهد. شما باید عمق افزایشی برای هر عبور و قطر نهایی نخ را مشخص کنید.
- گام نخ: گام نخ فاصله بین گام نخ را اندازه گیری می کند. با گام ظریف تر، می توانید به نخ های محکم تری برسید. با این حال، یک زمین ناهموار تعامل سریعتر را ممکن می کند.
- تعداد پاس ها: با عبور رزوه های متعدد، مواد به تدریج حذف می شوند و از سایش ابزار جلوگیری می کنند. عمق برش برای هر پاس با رسیدن به بعد نهایی کاهش می یابد.
نکات عیب یابی که باید برای خطاهای اجرای کد بدانید
- جهت نخ نادرست: باید ابزار را به سمت چاک حرکت دهید. اسپیندل نیز باید در خلاف جهت عقربه های ساعت بچرخد.
- پروفایل های نخ نامتعادل: اگر متوجه فشار شدید روی ابزار شدید، سرعت تغذیه را کاهش دهید و عمق برش را تنظیم کنید.
- پرداخت سطحی ضعیف: باید عواملی مانند سرعت برش، سختی دستگاه و وضوح ابزار را بررسی کنید.
با عیب یابی و راه اندازی صحیح برنامه می توان به رشته های دقیق سمت چپ دست یافت.
بهترین استراتژی ها و شیوه های برش چیست؟

استراتژی های برش مناسب به دستیابی به رزوه های سمت چپ با فشار کمتر دستگاه و سایش ابزار کمک می کند. کار با بهترین روش ها، تناسب رزوه، پوشش سطح و دقت بهتر را تضمین می کند.
انتخاب بهترین عمق نخ
با استفاده از پاس های زیاد برای کاهش نیروی برش و جلوگیری از شکستن ابزار می توانید به تدریج به عمق نخ برسید. یک استراتژی عالی این است که با برش های عمقی بیشتر شروع کنید و سپس با رسیدن به اندازه نهایی آنها را به تدریج کاهش دهید. عدد عبور به گام نخ، استحکام ابزار و مواد بستگی دارد.
اجتناب از پچ پچ و انحراف ابزار
انحراف ابزار منجر به کیفیت سطح پایین و رزوه های دقیق تر می شود. برای جلوگیری از این امر، باید از راه اندازی ابزار قوی با کاهش اورهنگ استفاده کنید. وقتی عمق برش را برای هر پاس کاهش می دهید و بهترین نرخ تغذیه ممکن را حفظ می کنید، می توانید از شر پچ پچ خلاص شوید و ارتعاشات را کنترل کنید.
کنترل حرارت با استفاده از خنک کننده
گرمای بیش از حد در هنگام رزوه کشی ممکن است باعث کاهش سطح و سایش ابزار شود. کار با یک خنک کننده مناسب (به ترتیب مبتنی بر آب یا بر پایه روغن برای آلومینیوم و فولاد) به دفع گرما و همچنین شستشوی تراشه ها کمک می کند. همچنین، این امر تشکیل لبه های انباشته شده را کاهش می دهد و در نتیجه به پروفیل های نخ تمیزتر و بهتری دست می یابد.
تناسب نخ را با استفاده از سنج های نخ بررسی کنید
پس از اتمام کار برش، با استفاده از گیج های پلاگین یا حلقه ای، ابعاد نخ را بررسی کنید. با این کار، عملکرد دقیق و تناسب بهتر را تضمین می کنید و از مشکلات مربوط به مونتاژ جلوگیری می کنید. اگر مهم است، پاس های نهایی خود را به دقت تنظیم کنید تا از دقت اطمینان حاصل کنید.
اشتباهات رایجی که باید از آنها اجتناب کنید

عدم معکوس کردن چرخش اسپیندل
با نخ های سمت چپ، باید چرخش دوک را در خلاف جهت عقربه های ساعت انجام دهید. اگر این کار را فراموش کنید، منجر به جهت اشتباه برش، از بین رفتن نخ و آسیب رساندن به ابزار 6 می شود.
موقعیت یابی اشتباه ابزار
اگر نتوانید ابزارها را به درستی قرار دهید، باعث میشود سطوح بد و نخهای ناهموار ایجاد شود. مطمئن شوید که ابزار به درستی در ارتفاعات مناسب قرار می گیرد و برای دقت بر قطعه کار شما عمود است.
انتخاب یک زاویه ورودی اشتباه
استفاده از زاویه تغذیه نامناسب منجر به افزایش پچ پچ و سایش ابزار می شود. زاویه ورودی 29 تا 30 درجه به توزیع یکنواخت نیروهای برش کمک می کند و در نتیجه کیفیت رزوه و عمر ابزار شما را بهبود می بخشد.
نتیجهگیری
برای برش رشته های سمت چپ روی یک به راه اندازی ابزار مناسب و برنامه نویسی کامل نیاز دارید دستگاه تراش. همچنین، عوامل دیگری نیز وجود دارد که باید به آنها توجه کنید که عبارتند از موقعیت ابزار، استفاده صحیح از چندین پاس و معکوس کردن چرخش اسپیندل. برای اطمینان از تناسب مناسب، باید نخ خود را با استفاده از سنج های مناسب بررسی کنید.
سوالات متداول
چگونه نخ چپ را می شناسید؟
شناسایی رزوه های چپ دست از طریق علامت گذاری "LH" آنها آسان است. همچنین رزوه های سمت چپ در خلاف جهت عقربه های ساعت محکم می شوند. نخ چپ دست برای کاربردهایی که چرخش معمولی می تواند رزوه های سمت راست را شل کند ایده آل است.
چگونه رزوه CNC را محاسبه می کنید؟
برای محاسبه گام نخ، فرمول 1 / TPI (نخ در هر اینچ) است در حالی که شما نرخ خوراک را به صورت Feed = Pitch محاسبه می کنید.
کد رزوه کاری برای تراش CNC چیست؟
کدهای آج معمولا برای تراش CNC استفاده می شود G92، G32، و G76. G92 یک رزوه تک گذر است G32 کدی برای کنترل رزوه دستی است. G76 کد چرخه نخ چند گذر است.

