Conformado por estiramiento: la guía definitiva
La fabricación de piezas metálicas a menudo implica la conformación de piezas en blanco en un proceso denominado conformación. El conformado por estiramiento, una de las variaciones de este procedimiento, se logra de diversas maneras y consiste principalmente en deformar mecánicamente el material antes de darle forma. El método utilizado difiere según el material utilizado.
¿Qué es el conformado por estiramiento?
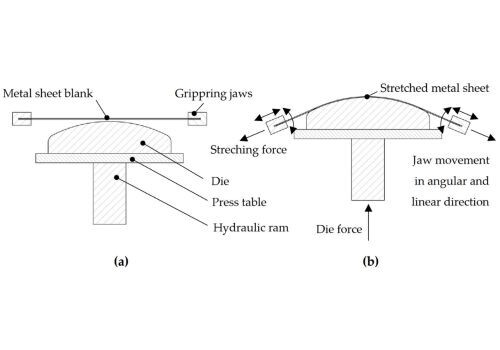
Proceso de conformado por estiramiento
Este proceso implica el uso de un troquel de la forma deseada que ayuda a diseñar contornos suaves y sin arrugas. El metal se tira más allá de su límite elástico y se contorsiona sobre el troquel que deforma el material hasta darle la forma deseada.
Ventajas del proceso de conformado por estiramiento

Máquina formadora de estiramiento hidráulico
Hay varios beneficios que puede obtener al utilizar este proceso de formación. Estas ventajas incluyen;
- Este método de conformado de metales permite el diseño de láminas de metal expansivas, así como extrusiones en diseños complejos.
- Se pueden diseñar formas complejas en un solo ciclo, lo que lo hace ideal para la producción de piezas grandes.
- El endurecimiento por trabajo que se produce durante la formación de productos utilizando este método mejora la resistencia a la tracción de sus productos.
- La tensión constante que se mantiene durante este proceso garantiza que haya pocas o ninguna imperfección en el producto final.
- Este proceso utiliza un único troquel para productos similares, lo que le ayuda a ahorrar el coste de las herramientas.
- Con un acabado más suave típico de este proceso, se minimiza la necesidad de un acabado secundario.
Limitaciones del conformado por estiramiento de chapa metálica
Al utilizar este proceso de formación, es probable que encuentre algunas limitaciones. Estas desventajas incluyen;
- Hay factores que incluyen las propiedades del material y su relación de tensión que limitan la deformación máxima que es vital en este proceso de formación. Estos factores influyen directamente en la fractura y la localización, lo que a su vez desestabiliza el material.
- Este proceso de conformado utiliza matrices para el proceso de conformado y, por lo tanto, no es ideal para la producción en masa de diferentes diseños, ya que se necesitarán diferentes herramientas.
- Para entornos industriales, este proceso de conformado implica un mayor costo de herramientas dependiendo de las piezas requeridas y de sus tamaños.
Metales adecuados para el proceso de conformado por estiramiento
Los metales que son compatibles con este proceso de formación pueden conservar las formas dentadas durante el proceso de formación que pueden incorporar diferentes diseños complejos.
Los materiales utilizados en este proceso también presentan ductilidad y maleabilidad mejoradas, lo que es ideal para producir piezas con integridad estructural y elevada precisión.
Los metales más adecuados para el proceso de conformación por estiramiento incluyen;
- Aluminio extrusiones que son livianas y tienen una mayor resistencia a la corrosión.
- Acero Es otro metal cuya principal ventaja es su elevada resistencia a la tracción.
- Metales revestidos Varían en composición y están compuestos de metales fundidos con las cualidades deseadas.
- Titanio Es un material de calidad que no solo es resistente a la corrosión, sino que también presenta una mayor resistencia y es liviano.
- Acero inoxidable Es una amalgama de acero que incorpora una mayor resistencia a la corrosión y es muy
- Aleaciones de níquel Presentan una resistencia elevada y resistencia a temperaturas extremas.
- Latón Es muy maleable y puede usarse fácilmente en este proceso de formación.
- Cobre Tiene una conductividad elevada y también es maleable.
Tipos de equipos y maquinaria de conformado por estiramiento de metal

Proceso de conformado por estiramiento de metal
· Prensa en V con envoltura elástica y brazo oscilante
Esta variación de la máquina perfiladora consiste en una matriz montada sobre una mesa con marcos. La máquina también contiene un par de brazos que sostienen un carro móvil que está equipado con una mordaza de agarre y un cilindro tensor hidráulico. Su carro móvil tiene un margen de movimiento de noventa grados que resulta en un movimiento oscilante.
Las mordazas de agarre sirven para sujetar el material a moldear. Su carro mueve la mordaza de agarre para crear las formas deseadas en la sección deseada. Luego, los brazos estiran el material con la ayuda del cilindro de tensión hidráulico sobre la matriz.
· Prensa T o Prensa Transversal
Las prensas transversales, también conocidas como prensas en T, consisten en mesas estrechas que se utilizan para montar matrices que se colocan perpendicularmente a sus largas vigas. Está equipado con carros que tienen yugos unidos con mandíbulas paralelas fijadas a los yugos.
Las mandíbulas se utilizan para sujetar el metal, normalmente en forma de lámina, y estirarlo sobre el troquel colocado. El carro se puede utilizar para manipular los yugos y posicionar mejor el material. Su matriz se empuja contra el material hasta lograr los resultados deseados.
· Prensa L o Prensa Longitudinal
Esta máquina está equipada con un troquel que está montado sobre una mesa colocada perpendicular a la línea de la mandíbula de la máquina. La mesa tiene largas vigas de soporte y su mandíbula presenta movimiento de rotación, oscilación, curvatura y control de tensión. Está equipado con carros que ayudan a mover los brazos y a su vez mueven la línea de la mandíbula.
Al utilizar este equipo, el material se fija mediante las mordazas de agarre. El material se tira y se envuelve alrededor del troquel montado para crear las diferentes formas.
· Press transversal transversal/longitudinal
Esta variación combina las propiedades de trabajo del equipo de estiramiento transversal y longitudinal.
· Prensa estirada y estirada
Esta máquina está equipada con troqueles acoplados con mesas bajas para montar, posicionar y soportar los troqueles. Estas mesas se denominan placas y están ubicadas tanto encima como debajo del troquel y funcionan con la ayuda de un cilindro hidráulico. También está equipado con brazos que contienen mordazas de agarre que se utilizan para mover y tirar del material.
El material se fija mediante las mordazas y se tira con los brazos. Los troqueles coincidentes se utilizan luego para estirar y deformar el material estirado hasta darle la forma deseada.
· Sorteo Rotatorio
Este equipo cuenta con una mesa giratoria equipada con mordazas sobre las que se monta la matriz. El diseño presenta una mandíbula móvil lineal de tensión. La mandíbula se utiliza para estirar el material, después de lo cual la mesa gira envolviendo el material de burla en el troquel. Este equipo también cuenta con un limpiaparabrisas que se encarga de presionar una zapata de idéntico perfil contra la sección deseada.
Proceso de conformado por estiramiento paso a paso en chapa metálica
Metales de conformado por estiramiento
Este proceso se lleva a cabo en los siguientes pasos;
- El primer paso es preparar el material al que quieres darle forma. Este proceso se realiza colocando el metal en blanco en su posición y asegurándose de que esté sujeto de forma segura por la mordaza de agarre que está sostenida por carros.
- A esto le sigue el estiramiento del material realizado por los brazos del equipo. Su pieza en bruto debe pasarse más allá de su límite elástico, lo cual se logra con la ayuda de cilindros de tensión hidráulica.
- Mientras la mandíbula mantiene la tensión del material, la matriz se introduce en el material estirado en el siguiente proceso que es la formación. El material se deforma a medida que aumenta la fuerza de tracción durante el proceso de moldeo, lo que da como resultado la forma deseada.
- Luego, el material se retira de la máquina una vez completado el proceso de formación.
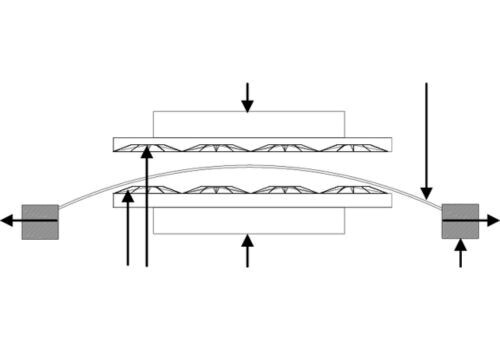
Comparación del conformado por estiramiento y el conformado por envoltura estirable
La corporación de conformación por estiramiento es un procedimiento que requiere colocar el material sobre un troquel con la ayuda de mordazas de agarre. Las mandíbulas agarran firmemente la hoja a medida que se tira hasta que pasa su límite elástico utilizando la mesa montada con un troquel accionado por pistones hidráulicos. Este proceso deforma las hojas en blanco creando las formas deseadas.
El envoltura elástica El procedimiento, por otro lado, implica dos procedimientos separados, el primero de los cuales implica el estiramiento del material elegido. Una vez que el material ha superado su límite elástico y está plano, se envuelve alrededor del troquel. Este proceso requiere dos juegos de mordazas de agarre, una fija y otra unida al cilindro tensor en una torreta que le permite moverse.
Aplicaciones de conformado por estiramiento
Con las diferentes variaciones de este proceso de formación, este método tiene una amplia gama de aplicaciones. Las diferentes piezas producidas y los diferentes metales adecuados para este método de conformado se utilizan para las siguientes aplicaciones:
- Industria aeroespacial
- Industria automotriz
- Construcción y arquitectura
- Industria de vagones de ferrocarril
- Fabricación general
Conclusión
Es importante comprender las ventajas y limitaciones, así como los materiales adecuados para el proceso de estirado. Estos factores le ayudarán a determinar si este método de conformado de metales es el más adecuado para sus necesidades. Comprender los diferentes tipos de maquinaria y métodos involucrados también es esencial en el proceso de toma de decisiones.
Más recursos:
Conformación superplástica – Fuente: TSINFA
Dibujos profundos – Fuente: TSINFA
¿Qué es el hidroformado? – Fuente: TSINFA