
Formación superplástica 101: una guía detallada para principiantes y expertos
El conformado superplástico ha hecho posible producir piezas con formas únicas que son livianas y muy resistentes a diferencia del moldeado.
Este complejo enfoque se implementa en diversas esferas, incluidas la aeroespacial y la automoción, los dispositivos médicos y la electrónica de consumo.
¿Qué es el conformado superplástico?
El conformado superplástico es un método de fabricación en el que una lámina de metal caliente se estira y se moldea en diseños intrincados mediante presión de gas.
Se coloca el metal en el horno a una temperatura que transforma el metal en un superplástico estirado sin que el metal se rompa. A continuación se utiliza la presión del gas para realizar en serie el proceso de moldeo en una matriz.
Técnica de conformado superplástico
Para ello, puede darle a la estructura básica una forma compleja y detallada o mejorarla. En las industrias aeroespacial y automotriz, es común mantener bajo el peso de la pieza y al mismo tiempo aumentar la resistencia y la capacidad.
Ventajas del conformado superplástico.
Ahorro de costos gracias a la formación de una sola pieza
Le permite no sólo combinar varios componentes en una sola parte, sino también disminuir dos valiosos recursos de una empresa.
Esto se debe a que las formas que se fabrican son complejas en una sola operación, lo que hace que se necesiten menos piezas para el montaje. Menos pasos de montaje y costes laborales asociados, que en última instancia se traducen en enormes ahorros de costes en producción.
Mejor capacidad de producción
Esta tecnología le permite producir piezas del mismo tamaño o más grandes, más fuertes y más livianas que son imposibles de fabricar con métodos convencionales.
Estos componentes están diseñados para ser ideales para la industria aeroespacial, automotriz y muchas otras industrias donde la relación resistencia-peso es una cuestión crucial.
Menos recuperación elástica
La deformación superplástica tiene un bajo retorno elástico que garantizará que las piezas mantengan su forma perfectamente en el perfil final una vez formadas.
La capacidad de esta característica para producir tolerancias estrechas y alta precisión dimensional elimina la necesidad de ajustes o retrabajos posteriores al conformado.
Requisito de una sola herramienta.
Si bien el conformado superplástico tiene un solo molde, sigue un procedimiento más simple con las herramientas y reduce los costos de herramientas. A diferencia de los procedimientos de modelado convencionales que pueden requerir múltiples herramientas para formas complejas.
El conformado superplástico compuesto puede crear formas complejas con una sola herramienta, simplificando la producción y minimizando el costo total.
Formas complejas
Con el conformado superplástico, puede crear formas complicadas, difíciles o imposibles utilizando métodos convencionales. Esta técnica te brinda la posibilidad de realizar piezas con finas curvas, ángulos y detalles que suelen satisfacer las necesidades de los diseños modernos.
Operaciones secundarias reducidas
Mediante la eliminación de complicadas operaciones de mecanizado o unión, el conformado superplástico de ACB reduce las normas y los tiempos de producción y, al mismo tiempo, ahorra costos. Esta propiedad única permite la producción de piezas conformadas listas para su uso, evitando así pasos innecesarios y pérdidas de material.
Propiedades de materiales mejoradas
Con el conformado superplástico, se puede mantener la integridad estructural y la resistencia del material mientras se le da una forma particular.
Esto culmina en piezas con propiedades mecánicas aumentadas, como relaciones mejoradas entre resistencia y peso y límites de resistencia ampliados, lo que conduce a un rendimiento general y una mayor longevidad del producto.
Características de deformación en superplasticidad.
· Alta Ductilidad
Mientras se deforman en superplasticidad, los materiales metálicos demuestran una ductilidad inusualmente alta, lo que les permite sufrir grandes deformaciones sin romperse.
A través de esta función, puede crear formas complicadas y estirar el material en formas tridimensionales sin ningún fallo estructural.
· Deformación Homogénea
Superplasticidad Permite una deformación homogénea de todos los componentes del material, garantizando una forma y espesor uniforme. Por esta razón, se minimizan los defectos, se obtienen productos finales que se deforman homogéneamente y hay garantía de propiedades mecánicas de calidad predecible.
· Baja sensibilidad a la tasa de deformación
En un estado superplástico, los metales muestran poca sensibilidad a la velocidad de deformación, lo que implica que pueden mantener su ductilidad dentro de un amplio rango de valores de velocidad de deformación.
Estos atributos permiten un proceso de conformado afinado, lo que lleva a la producción de artículos exactos con la misma calidad y precisión.
· Deslizamiento de límites de grano
El principio fundamental de la superplasticidad es el deslizamiento de los límites de grano, que se observa en fases individuales o en límites de grano sometidos a tensión. Esta función permite que el material se presione a baja temperatura y alta tasa de deformación y, por lo tanto, puede fluir fácilmente hacia el molde durante el proceso de formación superplástica.
· Localización de flujo
La deformación localizada o la concentración de flujo pueden ocurrir en los materiales superplásticos vecinos a las características geométricas o áreas de foco de tensión. La regulación del capilar por localización es considerable ya que puede ser perjudicial para una deformación uniforme y, en última instancia, provocar un fallo prematuro.
Proceso de formación superplástica
Calentar el material
Primero, se calienta la lámina de metal hasta su temperatura superplástica, que generalmente se encuentra dentro de un rango específico dependiendo de la composición del material.
Esta temperatura es vital para iniciar una condición superplástica, que permite que el material experimente una deformación prolongada sin agrietarse. El calentamiento se puede lograr mediante calentamiento en horno o calentamiento por inducción localizado, lo que proporciona una distribución uniforme de la temperatura en toda la lámina.
Preparación del troquel de formación
Coloque el troquel de formación en la forma deseada del componente final. La mordaza de la matriz debe mecanizarse con precisión para manejar el delicado contorno de la pieza y un buen flujo de material, que se requieren para el proceso de conformado. El troquel se puede tratar con tratamientos superficiales o recubrimientos especiales para reducir la fricción y garantizar una liberación suave de la pieza una vez completado el procedimiento.
Colocar la sábana calentada
Coloque con precisión la lámina de metal caliente en el troquel de formación asegurando la alineación y orientación para obtener la forma objetivo. La lámina debe sujetarse o sujetarse de forma segura para garantizar que no se haya producido ningún desplazamiento durante el proceso de formación y, por tanto, que se haya mantenido la precisión de todas las dimensiones.
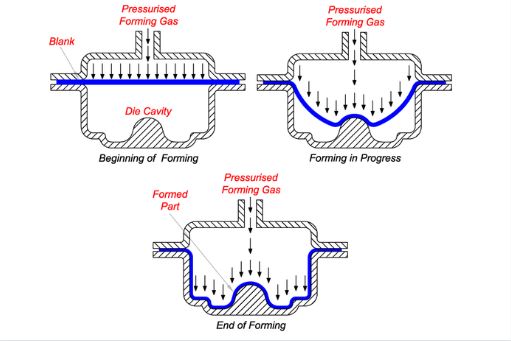
Aplicar presión de gas
Se hace que el gas argón o nitrógeno llene la cámara de formación y se ejerza presión sobre la lámina de metal calentada. Dado que se aplica presión de gas a la lámina, la lámina se deformaría y fluiría hacia los contornos de la matriz de formación.
Regular la presión y la distribución de gas con el objetivo de lograr una deformación uniforme y mantener la integridad del producto.
Formando el componente
Una presión de gases adecuadamente alta hace que el material se modifique; el material superplástico se estira y se adapta a la forma del troquel de prueba.
Supervise el proceso cuidadosamente para que el material continúe vertiéndose uniformemente y evite defectos como arrugas o adelgazamiento. Modifique las condiciones de procesamiento mientras continúa mejorando las condiciones de conformado para producir las dimensiones de pieza y las especificaciones de superficie deseadas.
Enfriamiento y extracción del componente
Una vez finalizado el proceso de conformado, baje gradualmente la temperatura de la pieza formada para mantener estables su forma y propiedades mecánicas.
El enfriamiento se puede lograr mediante velocidad de enfriamiento manual o enfriamiento, según el material y las especificaciones de la pieza. Después del proceso de enfriamiento, retire lentamente la pieza moldeada del molde, con especial atención para evitar defectos estructurales o deformaciones.
Las operaciones de posformado, como recorte, acabado o ensamblaje, se pueden realizar según sea necesario para preparar el componente para su uso final.

Proceso de formación superplástica
Factores que afectan el proceso de formación superplástica.
· Temperatura
Debe asegurarse de que la temperatura del material esté dentro de su rango superplástico para una deformación exitosa. A temperaturas más altas, la ductilidad aumenta, lo que disminuye la presión del flujo y hace que el material sea más dúctil.
La temperatura se controla con mucha precisión para evitar que la muñeca crezca demasiado y deteriore la calidad del material de la pieza.
· Tasa de tensión
Cambie la velocidad de aplicación del estiramiento al material. Las tasas de deformación más bajas presentan en su mayoría fenómenos de refinamiento de la deformación que favorecen el comportamiento plástico y, por tanto, el material es capaz de alargarse hasta su límite. No obstante, las bajas tasas de deformación pueden alargar el ciclo de conformado si se aplican de manera extensiva.
Ajuste la tasa de deformación según las características del material en lugar de la tasa de deformación en sí, e imponga la deformación requerida debido a sus cualidades.
· Tamaño de grano
Tome nota del tamaño de grano del material porque los granos más finos generalmente se asocian con excelentes características superplásticas.
El afinamiento de los granos forma una zona de deslizamiento de los límites del grano, lo que facilita la superplasticidad al proporcionar una deformación uniforme y una distribución uniforme de la deformación.
· Composición del material
Elija materiales con componentes adecuados para el conformado superplástico, generalmente aleaciones que tengan alta ductilidad y una microestructura finamente distribuida.
La aleación también afecta estos atributos mediante la aplicación de modificaciones químicas, como el tamaño del grano, la estabilidad de la fase y el mecanismo de deformación. Elija algunas de las materias primas que tengan una buena superplasticidad y sean amigables con la forma.
· Control de Presión y Gas
Realice ajustes en el flujo de gas y el tamaño de la compuerta de cierre (cámara) para garantizar el flujo suave del material y que se deforme con la forma exacta. Aplicar primero varias cantidades de presión garantizará la eliminación de cualquier arruga o oblea adelgazada. Mantenga los índices de flujo y las presiones del proceso de conformado ajustados al máximo origen y haga la pieza con un mayor nivel de calidad.
· Diseño de utillajes y troqueles
Obtenga accesorios de limpieza y conformado personalizados, matrices de moldeo que se hayan desarrollado de acuerdo con las especificaciones de conformado de superplásticos.
Definir los pasos del troquel desde la configuración (conformación) hasta el acabado y control de temperatura; y simplificar el movimiento de materiales (colocándolos más suavemente) para obtener frecuencias de sonido más altas. Analice cuidadosamente los ángulos de desmoldeo, radios y líneas de separación para facilitar la liberación de las piezas formadas y evitar defectos causados por las herramientas.
Diferentes técnicas de conformado superplástico.
Conformado por soplado de una sola hoja
Una hoja Formación de golpe emplear uno lámina superplástica que debe calentarse antes de formarse en una única cavidad de matriz con la presión del gas. El método utilizado es el mejor para fabricar piezas con formas sencillas y, a menudo, se utiliza para prototipos o producciones de bajo volumen.

Conformado por soplado de láminas
Conformado por soplado de alta velocidad
Al manipular la rápida presión del gas, los plásticos flexibles permiten a la persona reformar el producto rápidamente en correspondencia con su voluntad a una velocidad considerable. Por lo tanto, esperamos que la productividad y el tiempo del ciclo también crezcan.

Conformado por soplado a alta velocidad
Debido al ejemplo de los robots industriales, la velocidad, el rendimiento y la eficiencia son los factores de preocupación más predominantes.
Formación de cavidades huecas
Haga huecos o huecos volviéndose loco y activando funciones adicionales como la fresa en la base del troquel. Durante este proceso, el material superplástico se estira y se forma alrededor de las otras partes en partes complejas con corrientes internas.
Se emplea ampliamente en la producción de miembros estructurales livianos que producen sistemas de cavidades huecas, especialmente en las divisiones de aire y automoción.

Formación de cavidades huecas
Conformado de varias hojas
Aplicar materiales súper plásticos acoplados entre sí y fabricados simultáneamente para producir estructuras con diferentes espesores o resistencias de materiales.
Esta es la capacidad de incorporar diferentes materiales o agregar capas de refuerzo que hace posible tener componentes con mejor rendimiento y funcionalidad.

Conformado de láminas incremental de varias etapas
Conformado rápido de plástico
Al reducir el consumo de calor y el tiempo empleado en el procesamiento, implicaría que la cantidad de energía utilizada sería menor.
La súper plasticidad con métodos de calentamiento rápido de calentamiento por inducción o calentamiento por microondas son las tecnologías detrás del calentamiento rápido. moldeo de plástico Con altas tasas de producción, manteniendo las características óptimas de las piezas, parecen ser las más eficaces en sectores donde la alta rentabilidad y la alta producción son cruciales.

Conformado rápido de plástico
Tipos de Materiales Superplásticos.
- Aleaciones de aluminio (AA5083 y AA7475.
- Aleación de titanio Ti-AI-4V.
- Aleación de magnesio AZ31 (a 425).
- Superaleaciones a base de níquel.
Limitaciones del conformado superplástico
Limitaciones de materiales
Antes de comenzar con el estrechamiento en el conformado superplástico, algunos materiales deben tener cuidado con la selección de materiales que no son adecuados para ningún conformado superplástico. Ciertos materiales no requieren flexibilidad o granulosidad que sea importante para la deformación. Seleccione los materiales según el proceso de formado, así como las características requeridas para el componente.
Equipamiento y facilidades
Es importante señalar que este proceso exige características como equipos y herramientas especiales a un precio elevado tanto para la compra como para el mantenimiento.
Analizar la inversión que cubre las principales máquinas, como hornos, prensas formadoras y troqueles. Con alto riesgo de mantenimiento y reemplazo de herramientas y otros costos de funcionamiento.
Falta de su simulación de la vida real
Asegúrese de saber que el SPF es bueno para moldear formas 3D de complejidad simple a moderada y no piezas exactas simétricas.
Piezas por grandes o pequeñas que sean y sus formas complejas podrían convertirse en un desafío en el flujo uniforme de materiales, así como en el diseño de herramientas. Verificar la geometría y capacidad de formación que deben coincidir con los parámetros del equipo así como con las propiedades de los materiales.
Desafíos del control de procesos.
Asegúrese de afrontar el desafío de los problemas de control de procesos que el conformado superplástico puede generar todo el tiempo, incluida la uniformidad de la temperatura, la distribución de la presión del gas y la consistencia de la deformación.
Las condiciones de formación casi óptimas requieren un ajuste preciso de los parámetros, incluidas las velocidades de calentamiento, de deformación y de enfriamiento, que en su mayoría están sujetas a interrupciones, lo que dificulta la consistencia del proceso de formación.
Crecimiento del grano material
Por lo tanto, en este contexto hay que asegurarse de que, al formarse a altas temperaturas, no se presente peligro de crecimiento del grano, como podría ocurrir, y las propiedades disminuirían.
Las ultradistancias de grano de Mayer pueden afectar la superplasticidad y provocar defectos como grietas y desgarros. Ralentiza el crecimiento del grano a través de esquemas, como el rango de temperatura o el material de refinación, lo que mejora significativamente la estructura del grano del material.
Aplicaciones prácticas
- Componentes aeroespaciales.
- Paneles de carrocería de automóviles.
- Fabricación de dispositivos médicos.
- Vivienda para electrónica de consumo.
- Equipos de energías renovables.
- Aplicaciones militares y de defensa
Conclusión
El conformado superplástico es una técnica que está cambiando el proceso de fabricación permitiendo a las empresas crear diseños sofisticados. Si está buscando proveedores para invertir en la producción de piezas como en la industria automotriz, esta técnica hará que su trabajo sea más eficiente.
Más recursos:
Tipos de máquinas CNC – Fuente: TSINFA
Conformado de plástico – Fuente: CIENCIA DIRECTA

