Bảng chỉ mục quay hoạt động như thế nào
Nếu bạn mạo hiểm nghiên cứu gia công hoặc chế tạo chính xác thì bảng định vị quay sẽ cung cấp giải pháp hoàn hảo cho bạn.
Tuy nhiên, bảng chỉ mục quay hoạt động như thế nào? Các nguyên tắc cơ bản đằng sau quá trình gia công thành công là gì?
Chà, hướng dẫn này khám phá tất cả các khía cạnh cơ bản về những chiếc máy này – hãy đi sâu vào:
Bảng chỉ mục quay là gì?
Bàn định vị quay là một thiết bị cơ điện có hệ thống dụng cụ quay. Máy quay hệ thống dụng cụ hoặc phôi với độ chính xác chưa từng có.
Bảng chỉ mục có các trạm cách đều nhau với các khối hoặc đồ đạc cố định giữ phôi một cách an toàn trong quá trình vận hành.

Máy lập chỉ mục quay
Nguyên lý làm việc của bảng chỉ mục quay
Dưới đây là quy trình từng bước mô tả chi tiết cách hoạt động của bảng chỉ mục quay:

Bảng chỉ mục
Bước 1: Định vị ban đầu
Quá trình chạy bắt đầu với thùng bàn quay chỉ mục ở vị trí trung lập. Việc lựa chọn chế độ lập chỉ mục có thể được thực hiện thủ công bởi người vận hành có tay nghề cao. Đây là nơi chúng tôi có bảng chỉ mục quay thủ công.
Ngoài ra, nó có thể được thực hiện tự động bởi bộ điều khiển phản hồi, tùy thuộc vào loại bảng chỉ mục có thể lập trình. Trong số các tùy chọn phổ biến nhất là bảng chỉ số quay được điều khiển bằng servo.
Bước 2: Đang tải
Các mục hoặc công cụ được tải vào bảng chỉ mục quay. Điều này có thể được thực hiện bằng cách yêu cầu người vận hành thực hiện thủ công hoặc tích hợp tự động hóa vào hệ thống để sử dụng cơ chế cấp liệu.
Bước 3: Bắt đầu xoay vòng
Các phôi gia công (bộ phận hoặc công cụ) đang được tải vào bảng lập chỉ mục và bây giờ quá trình xoay được bắt đầu. Trong trường hợp bảng chỉ số có động cơ, vòng quay được cung cấp năng lượng bởi động cơ và hệ thống truyền động điều chỉnh. Bàn có thể quay với tốc độ ổn định hoặc định kỳ, phù hợp với tiêu chuẩn của ứng dụng cụ thể.
Một ví dụ thực tế là bảng định mức quay cho máy phay đảm bảo độ chính xác và tính nhất quán cao.
Bước 4: Lập chỉ mục
Việc dừng bảng chỉ mục xoay xảy ra ngẫu nhiên ở các góc cụ thể, được xác định trước. Chỉ số và vị trí lại này là vai trò chính của hệ thống lập chỉ mục được tích hợp trong các bảng. Cơ chế lập chỉ mục cơ học đảm bảo bàn sẽ dừng chính xác ở từng vị trí mong muốn. Điều này cho phép thực hiện các thao tác thiết yếu trên phôi hoặc dụng cụ cắt đòi hỏi độ chính xác cao.
Bước 5: Thao tác
Tự động hóa quy nạp tóm tắt một số hoạt động tại vị trí được lập chỉ mục. Các dụng cụ và chi tiết có thể được thực hiện theo. Chúng có thể bao gồm nhiều hoạt động khác nhau như gia công, lắp ráp, kiểm tra, hàn và bất kỳ công việc nào khác liên quan đến một ứng dụng.
Loại hoạt động của cơ chế bảng chỉ mục sẽ phụ thuộc vào việc có hoạt động robot cụ thể hay không. Thông thường, điều này phù hợp với quy trình sản xuất xay xát cụ thể. Tất nhiên, độ chính xác sẽ phụ thuộc vào một số biến số nhất định như tính toán mômen bảng chỉ số quay.
Bước 6: Lặp lại
Sau quá trình làm việc tại một vị trí được lập chỉ mục, việc lập chỉ mục bảng tiếp tục xoay sang vị trí sau. Quy trình này tiếp tục liên tục cho đến khi tất cả các hoạt động mong muốn được thực hiện trên phôi/dụng cụ.
Bước 7: Dỡ hàng
Do đó, sau thao tác gia công cuối cùng, phôi hoặc dụng cụ được nhấc ra khỏi bàn định vị quay. Tương tự như vậy, đối với quá trình sạc, việc dỡ tải có thể có sự tham gia của người hoặc robot, những người sẽ được tích hợp với cơ chế combi.
Bước 8: Đặt lại
Sau khi hoàn tất việc dỡ tải, bảng chỉ mục quay sẽ được đặt trở lại vị trí ban đầu. Để chu kỳ tiếp theo có thể được chuẩn bị. Việc khởi động lại này có thể được thực hiện theo nhiều cách khác nhau: theo cách thủ công hoặc tự động, điều quan trọng là cách ứng dụng được sử dụng.
Bước 9: Bảo trì và giám sát
Điều quan trọng là phải cẩn thận trong quá trình di chuyển liên tục và theo chu kỳ của bảng chỉ số quay. Điều này liên quan đến việc duy trì tất cả các loại hoạt động để có hiệu suất tốt nhất và kéo dài tuổi thọ. Việc giám sát phải diễn ra thường xuyên. Việc giám sát được thực hiện để kiểm tra xem tất cả các thành phần phần cứng có được bôi trơn hay không và các lỗi thành phần đã được khắc phục hay chưa.
Các công nghệ bảng chỉ mục quay khác nhau hoạt động như thế nào
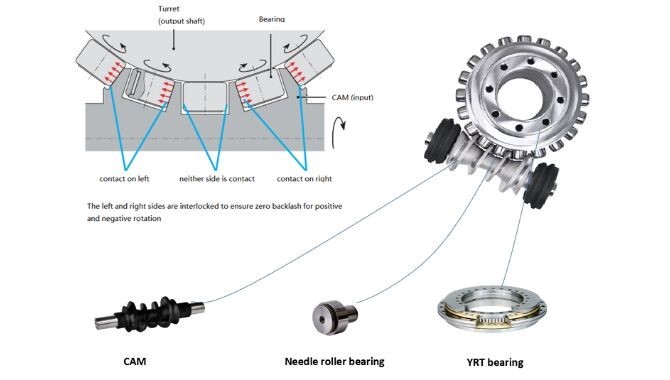
Cấu trúc bảng chỉ mục quay
Bảng chỉ số quay khí nén
Bàn quay bằng khí nén hoạt động bằng cách sử dụng khí nén làm công cụ khóa bàn và truyền các vị trí tương ứng được chỉ định cho nó.
Bàn quay chỉ số khí nén đi kèm với bộ truyền động hoặc xi lanh khí nén để cung cấp lực truyền động. Được lắp đặt ở phần cuối, các piston này được cung cấp năng lượng bằng khí nén, được cung cấp bởi các đường khí nén nối với máy nén khí.
Bảng sẽ bắt đầu từ các vị trí mặc định được căn chỉnh trong hầu hết các trường hợp bằng điểm tham chiếu hoặc điểm đánh dấu. Luồng không khí được đưa vào bộ truyền động và bộ truyền động được sử dụng để bơm bàn nhằm tạo ra chuyển động quay. Chuyển động quay của bàn được điều khiển bởi áp suất không khí vào bộ truyền động để co lại hoặc giãn ra. Áp suất không khí được điều chỉnh bởi bộ điều chỉnh áp suất không khí (đơn vị đo quán tính). Áp suất không khí nằm giữa bộ truyền động và bộ điều chỉnh áp suất không khí (IMU).
Tại các vị trí này, một động cơ servo sẽ đưa thanh trượt di động vào mặt phẳng tiêu điểm và sẽ được lập chỉ mục tự động. Cơ chế lập chỉ mục không chỉ dừng bảng ở mức độ mong muốn mà còn đảm bảo rằng nó đứng ở những vị trí đã chỉ định.
Bảng chỉ mục quay servo
Bảng chỉ số quay servo sử dụng mô tơ servo và hệ thống điều khiển để duy trì khả năng điều khiển xoay chính xác và thời gian thực cũng như các vị trí chỉ số đa phương.
Bàn quay servo là một bộ phận phụ trợ có một hoặc nhiều động cơ servo. Những động cơ này là đơn vị năng lượng thực tế cần thiết để xoay bàn và cho phép nó đặt ở vị trí được xác định trước.
Bảng trôi dạt đến điểm bắt đầu như được xác định bằng cách căn chỉnh các ô hoặc tham chiếu. Thiết lập này có thể được điều chỉnh thủ công hoặc được điều khiển tự động bằng cơ chế điện tử của Động cơ servo.
Động cơ được điều khiển bởi một thiết bị điều khiển phức tạp. Chẳng hạn, nó có thể bao gồm Bộ điều khiển logic lập trình (PLC) hoặc hệ thống Điều khiển số máy tính (CNC). Với hệ thống điều khiển này, các tín hiệu đầu vào sẽ hoạt động trong việc khiến các chuyên gia tính toán di chuyển cánh tay robot theo các hướng cần thiết.
Hệ thống điều khiển gửi lệnh đến động cơ servo thông qua các tín hiệu tương ứng và bắt đầu chuyển động quay của bàn. Trong khi động cơ servo đang quay bàn, độ chính xác và độ chính xác cao của chuyển động được đảm bảo.
Bảng được xoay để đến các vị trí chỉ mục cố định; những vị trí này đã được tính toán trước đó. Các cảm biến theo dõi vị trí của bảng được đề cập và điều chỉnh tần số của động cơ servo dựa trên phản hồi để đảm bảo lập chỉ mục chính xác.
Bảng chỉ số quay động cơ
Trong bảng định mức quay của động cơ, bảng định mức di chuyển nhờ lực truyền động điện của động cơ điều khiển vị trí/chuyển động quay của nó.
Bảng chỉ số quay dữ liệu được trang bị động cơ điện, loại phổ biến nhất là động cơ bước hoặc động cơ servo. Đây là công việc giúp xoay bàn và đặt nó vào đúng vị trí mong muốn.
Việc điều khiển quá trình xảy ra ở một số hệ thống điều khiển có thể là bộ điều khiển logic khả trình (PLC) hoặc điều khiển số bằng máy tính (CNC). Bình phản hồi của hệ thống này có một số tín hiệu đầu vào cho biết vị trí mục tiêu của bàn.
Trong khi quá trình lập chỉ mục đang diễn ra, hệ thống điều khiển sẽ truyền tín hiệu đến động cơ điện để bắt đầu quay. Chuyển động của máy được điều chỉnh bởi động cơ, tạo nên sự lập chỉ số cần thiết.
Bàn xoay lần lượt đi đến các điểm lắp đặt được xác định trước. Phương pháp tính toán là loại điều khiển được hệ thống xác định nếu đáp ứng được yêu cầu. Người có thẩm quyền phụ trách hệ thống điều khiển, hệ thống này luôn quan sát vị trí của bàn và thực hiện các thay đổi về mặt phân loại trong đầu ra của động cơ.
Một số bảng chỉ mục vít hoặc bàn xoay có thể được cung cấp các thiết bị phản hồi vị trí như bộ mã hóa hoặc cảm biến. Các thành phần này liên quan đến việc đóng các phản hồi trong hệ thống điều khiển. Thành phần này cũng cung cấp vị trí thực tế của bàn để hệ thống kiểm tra. Hệ thống sẽ xuất ra các hướng đúng cho động cơ để giữ vị trí ở giá trị yêu cầu.
Phần kết luận
Bảng chỉ số quay rất quan trọng trong nhiều quy trình sản xuất khác nhau nhằm đạt được hiệu quả, độ chính xác cao và năng suất ở mức giá phải chăng. Điều này đạt được thông qua tự động hóa và các hoạt động lặp lại. Với tư cách là nhà sản xuất, bạn cần hiểu rõ những hạn chế và khả năng của các thiết bị này để có những quyết định sáng suốt và tốt hơn trước khi đưa chúng vào quy trình sản xuất của mình.
Nhiêu tai nguyên hơn:
Phay CNC với bàn quay – Nguồn: TSINFA
Bàn quay để phay – Nguồn: TSINFA