
Superplastic Forming 101: Panduan Terperinci untuk Pemula dan Pakar
Pembentukan superplastik telah memungkinkan untuk menghasilkan bahagian dengan bentuk unik yang ringan dan sangat kuat tidak seperti acuan.
Pendekatan kompleks ini dilaksanakan dalam pelbagai bidang, termasuk aeroangkasa dan automotif, peranti perubatan dan elektronik pengguna.
Apakah Pembentukan Superplastik?
Pembentukan superplastik ialah kaedah pembuatan di mana kepingan logam panas diregangkan dan dibentuk menjadi reka bentuk yang rumit melalui tekanan gas.
Anda meletakkan logam ke dalam relau pada suhu yang mengubah logam menjadi superplastik yang diregangkan tanpa logam koyak. Anda mengikutinya dengan menggunakan tekanan gas untuk menyerikan proses pengacuan dalam dadu.
Teknik Pembentukan Superplastik
Anda melakukan ini sama ada dengan membentuk struktur asas kepada bentuk yang kompleks dan terperinci atau dengan meningkatkan struktur asas. Dalam industri aeroangkasa dan automotif, adalah perkara biasa untuk mengekalkan berat bahagian yang rendah sambil meningkatkan kekuatan dan keupayaan.
Kelebihan Pembentukan Superplastik.
Penjimatan Kos daripada Pembentukan Satu Bahagian
Ia membolehkan anda bukan sahaja menggabungkan beberapa komponen menjadi satu bahagian tetapi juga untuk mengurangkan dua sumber berharga sesebuah perusahaan.
Ini disebabkan oleh fakta bahawa bentuk yang dihasilkan adalah kompleks dalam satu operasi, menyebabkan lebih sedikit bahagian yang diperlukan untuk pemasangan. Langkah pemasangan yang lebih sedikit dan kos buruh yang berkaitan, yang akhirnya diterjemahkan kepada penjimatan kos yang besar dalam pengeluaran.
Keupayaan Pengeluaran yang Lebih Baik
Teknologi ini membolehkan anda menghasilkan kepingan yang sama saiz atau lebih besar, lebih kuat dan ringan yang mustahil untuk dihasilkan dengan kaedah konvensional.
Komponen ini direka bentuk agar sesuai untuk aeroangkasa, automotif, dan banyak industri lain yang nisbah kekuatan kepada berat adalah perkara yang penting.
Kurang Springback
Ubah bentuk superplastik mempunyai springback yang rendah yang akan memastikan bahagian mengekalkan bentuknya dengan sempurna dalam profil akhir selepas ia telah dibentuk.
Keupayaan ciri ini untuk menghasilkan toleransi yang rapat dan ketepatan dimensi tinggi menghapuskan keperluan untuk pelarasan selepas pembentukan atau kerja semula.
Keperluan Alat Tunggal.
Walaupun pembentukan superplastik hanya mempunyai satu acuan, ia mengikut prosedur yang lebih mudah dengan alat dan mengurangkan kos perkakas. Berbeza dengan prosedur membentuk konvensional yang mungkin memerlukan berbilang alatan untuk bentuk yang rumit.
Pembentukan superplastik komposit boleh mencipta bentuk yang kompleks dengan satu alat, memudahkan pengeluaran dan meminimumkan kos keseluruhan.
Bentuk Kompleks
Dengan pembentukan superplastik, anda boleh membuat bentuk yang rumit, sukar atau mustahil dengan menggunakan kaedah konvensional. Teknik ini memberi anda keupayaan untuk membuat kepingan dengan lengkung, sudut dan butiran halus yang biasanya memenuhi keperluan reka bentuk zaman moden.
Mengurangkan Operasi Sekunder
Melalui penghapusan operasi pemesinan atau penyambungan yang rumit, pembentukan superplastik acb mengurangkan norma dan masa pengeluaran sambil menjimatkan kos pada masa yang sama. Sifat unik ini membolehkan pengeluaran bahagian berbentuk sedia untuk digunakan, dengan itu menghalang langkah yang tidak perlu dan kehilangan bahan.
Sifat Bahan yang Dipertingkatkan
Dengan pembentukan superplastik, anda boleh mengekalkan integriti dan kekuatan struktur bahan semasa ia dibentuk menjadi bentuk tertentu.
Ini memuncak pada bahagian yang mempunyai sifat mekanikal yang ditambah, seperti, nisbah kekuatan kepada berat yang dipertingkatkan dan had ketahanan yang dilanjutkan, yang membawa kepada prestasi keseluruhan produk dan jangka hayat.
Ciri Ubah Bentuk dalam Superplastisitas.
· Kemuluran Tinggi
Semasa ubah bentuk dalam superplastisitas, bahan logam menunjukkan kemuluran yang luar biasa tinggi, membolehkan mereka mengalami ubah bentuk yang besar tanpa pecah.
Melalui ciri ini, anda boleh mencipta bentuk yang rumit dan meregangkan bahan ke dalam bentuk tiga dimensi tanpa sebarang kegagalan struktur.
· Ubah bentuk homogen
Superplastisitas membolehkan ubah bentuk homogen semua komponen bahan, menjamin bentuk dan ketebalan seragam. Atas sebab ini, kecacatan diminimumkan, produk akhir yang berubah bentuk secara homogen diperolehi, dan terdapat jaminan sifat mekanikal bagi kualiti yang boleh diramal.
· Sensitiviti Kadar Terikan Rendah
Dalam keadaan superplastik, logam menunjukkan sensitiviti kadar terikan yang sedikit, membayangkan bahawa ia boleh mengekalkan kemulurannya dalam julat nilai kadar terikan yang luas.
Atribut sebegitu membolehkan kursus pembentukan yang diperhalusi, yang membawa kepada penghasilan item yang tepat dengan kualiti dan ketepatan yang sama.
· Gelongsor Sempadan Butiran
Prinsip superplastisitas utama ialah gelongsor sempadan butiran, yang diperhatikan sama ada dalam fasa individu atau dalam sempadan butiran yang berada di bawah tekanan. Fungsi ini membolehkan bahan ditekan pada suhu rendah dan kadar terikan yang tinggi, dan dengan itu ia boleh dengan mudah mengalir ke dalam acuan semasa proses pembentukan superplastik.
· Penyetempatan Aliran
Ubah bentuk setempat atau kepekatan aliran mungkin berlaku dalam bahan superplastik yang berdekatan dengan ciri geometri atau kawasan fokus tegasan. Mengawal selia kapilari melalui penyetempatan adalah agak besar kerana ia boleh memudaratkan ubah bentuk seragam dan, akhirnya, membawa kepada kegagalan pramatang.
Proses Pembentukan Superplastik
Memanaskan Bahan
Mula-mula, anda memanaskan kepingan logam kepada suhu superplastiknya, yang biasanya berada dalam julat tertentu bergantung pada komposisi bahan.
Suhu ini penting untuk memulakan keadaan superplastik, yang membolehkan bahan mengalami ubah bentuk lanjutan tanpa retak. Pemanasan boleh dicapai sama ada melalui pemanasan relau atau pemanasan aruhan setempat, yang memberikan pengagihan suhu yang sekata di seluruh helaian.
Menyediakan Die Membentuk
Letakkan acuan pembentuk dalam bentuk komponen akhir yang dikehendaki. Rahang die mesti dimesin dengan tepat untuk mengendalikan kontur halus bahagian dan aliran bahan yang baik, yang diperlukan untuk proses pembentukan. Die boleh dirawat dengan rawatan permukaan atau salutan khas untuk mengurangkan geseran dan memastikan pelepasan lancar selepas prosedur selesai.
Meletakkan Helaian Dipanaskan
Letakkan kepingan logam panas dengan tepat ke dalam acuan pembentuk dengan memastikan penjajaran dan orientasi untuk mendapatkan bentuk sasaran. Helaian hendaklah diapit atau dipegang dengan selamat untuk memastikan tiada peralihan berlaku semasa proses pembentukan dan, dengan itu, ketepatan semua dimensi telah dikekalkan.
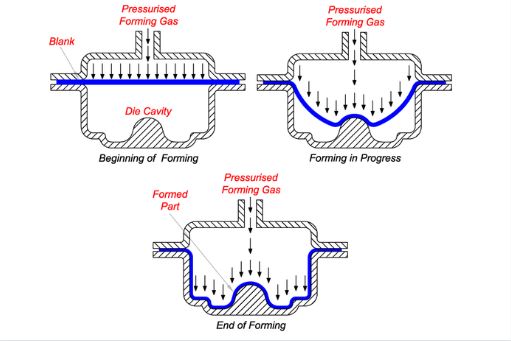
Menggunakan Tekanan Gas
Anda membuat gas argon atau nitrogen mengisi ruang pembentuk dan memberi tekanan pada kepingan logam yang dipanaskan. Oleh kerana terdapat tekanan gas yang dikenakan pada kepingan, kepingan akan berubah bentuk dan mengalir ke dalam kontur acuan pembentuk.
Kawal selia tekanan dan pengedaran gas dengan matlamat untuk mencapai ubah bentuk seragam dan mengekalkan integriti produk.
Membentuk Komponen
Tekanan gas yang tinggi yang sewajarnya menyebabkan bahan mengubah suai dirinya; bahan superplastik meregang dan menepati bentuk acuan cubaan.
Awasi proses dengan berhati-hati supaya bahan terus dituangkan secara sekata dan mengelakkan kecacatan yang rosak seperti berkedut atau menipis. Ubah keadaan pemprosesan sambil terus memperbaiki keadaan pembentukan untuk menghasilkan dimensi bahagian dan spesifikasi permukaan yang dikehendaki.
Menyejukkan dan Mengeluarkan Komponen
Setelah proses pembentukan selesai, turunkan suhu bahagian yang terbentuk secara beransur-ansur untuk memastikan bentuk dan sifat mekanikalnya stabil.
Penyejukan boleh dicapai dengan kadar penyejukan manual atau pelindapkejutan, bergantung pada spesifikasi bahan dan bahagian. Selepas proses penyejukan, perlahan-lahan keluarkan bahagian berbentuk dari acuan, dengan perhatian khusus untuk mengelakkan kecacatan atau herotan struktur.
Operasi selepas membentuk seperti pemangkasan, kemasan atau pemasangan boleh dilakukan mengikut keperluan untuk menyediakan komponen untuk kegunaan akhir.

Proses Pembentukan Superplastik
Faktor yang Mempengaruhi Proses Pembentukan Superplastik.
· Suhu
Anda harus memastikan bahawa suhu bahan berada dalam julat superplastiknya untuk ubah bentuk yang berjaya. Di bawah suhu yang lebih tinggi, kemuluran dipertingkatkan, mengurangkan tekanan aliran dan menjadikan bahan lebih mulur.
Suhu sedang dikawal dengan sangat tepat untuk mengelakkan anak patung daripada membesar terlalu besar dan merosot kualiti bahan bahagian.
· Kadar Ketegangan
Tukar kelajuan menggunakan regangan pada bahan. Kadar terikan yang lebih rendah kebanyakannya memperlihatkan fenomena penapisan terikan yang memihak kepada tingkah laku plastik, dan oleh itu, bahan tersebut dapat memanjang ke hadnya. Walau bagaimanapun, kadar terikan yang rendah boleh memanjangkan kitaran pembentukan jika digunakan dengan cara yang meluas.
Laraskan kadar terikan mengikut ciri bahan dan bukannya kadar terikan itu sendiri, dan kenakan ubah bentuk yang diperlukan kerana kualitinya.
· Saiz bijirin
Perhatikan saiz butiran bahan kerana butiran yang lebih halus biasanya dikaitkan dengan ciri superplastik yang sangat baik.
Penghalusan bijirin membentuk zon gelongsor sempadan bijian, memudahkan superplastisitas melalui memberikan ubah bentuk yang sekata dan taburan terikan yang seragam.
· Komposisi Bahan
Pilih bahan dengan komponen yang sesuai untuk pembentukan superplastik, biasanya aloi yang mempunyai kemuluran tinggi dan struktur mikro yang teragih halus.
Pengaloian juga memberi kesan kepada sifat-sifat ini dengan menggunakan pengubahsuaian kimia, seperti saiz butiran, kestabilan fasa dan mekanisme ubah bentuk. Pilih beberapa bahan mentah yang mempunyai superplastisitas yang baik dan mesra bentuk.
· Kawalan Tekanan dan Gas
Buat pelarasan dalam aliran gas dan saiz pintu penutup (ruang) untuk memastikan aliran bahan lancar dan ia berubah bentuk mengikut bentuk yang tepat. Menyebarkan pelbagai jumlah tekanan terlebih dahulu akan menjamin penghapusan sebarang kedutan atau wafer yang menipis. Pastikan kadar kadar aliran dan tekanan proses pembentukan selaras dengan yang paling asal dan jadikan bahagian dengan tahap kualiti yang lebih tinggi.
· Reka Bentuk Perkakas dan Die
Dapatkan lekapan pembersihan dan pembentukan tersuai, acuan acuan yang telah dibangunkan mengikut spesifikasi pembentukan superplastik.
Tentukan langkah-langkah acuan daripada konfigurasi (membentuk) kepada kemasan dan kawalan suhu; dan memudahkan pergerakan bahan (memasangnya dengan lebih lancar) untuk frekuensi bunyi yang lebih tinggi. Berhati-hati menganalisis sudut draf, jejari, dan garisan pemisah untuk memudahkan pelepasan bahagian yang dibentuk dan untuk mengelakkan kecacatan yang disebabkan oleh perkakas.
Teknik Berbeza dalam Pembentukan Superplastik.
Pembentukan Tiupan Lembaran Tunggal
Lembaran Tunggal Pembentukan Tiupan menggaji seorang kepingan superplastik yang perlu dipanaskan sebelum membentuknya pada satu rongga die dengan tekanan gas. Kaedah yang digunakan adalah yang terbaik untuk membuat bahagian dengan bentuk yang mudah, dan selalunya prototaip atau pengeluaran volum rendah adalah apa yang digunakan untuknya.

Pembentukan Tiupan Lembaran
Pembentukan Tiupan Berkelajuan Tinggi
Dengan memanipulasi tekanan gas yang pantas, plastik fleksibel membenarkan orang itu mengubah produk dengan cepat mengikut kehendaknya pada kelajuan yang agak pantas. Oleh itu, kami menjangkakan produktiviti dan masa kitaran akan berkembang juga.

Pembentukan Tiupan Berkelajuan Tinggi
Disebabkan contoh robot perindustrian, kelajuan, daya pemprosesan dan kecekapan menjadi faktor yang paling membimbangkan.
Pembentukan Rongga Berongga
Buat kekosongan atau kekosongan dengan mengamuk dan mengaktifkan fungsi tambahan seperti pengisar akhir di dasar dadu. Semasa proses ini, bahan superplastik diregangkan dan dibentuk di sekeliling bahagian lain menjadi bahagian kompleks dengan aliran dalaman.
Ia digunakan secara meluas dalam pengeluaran anggota struktur ringan yang menghasilkan sistem rongga berongga terutamanya di bahagian udara dan automotif.

Pembentukan Rongga Berongga
Pembentukan Berbilang Helaian
Sapukan bahan plastik super yang digabungkan bersama dan dihasilkan serentak untuk menghasilkan struktur dengan ketebalan atau kekuatan bahan yang berbeza.
Ini ialah keupayaan untuk membawa masuk bahan yang berbeza atau menambah lapisan tetulang yang memungkinkan untuk mempunyai komponen dengan prestasi dan fungsi yang lebih baik.

Pembentukan Helaian Tambahan Berbilang Peringkat
Pembentukan Plastik Pantas
Dengan mengurangkan pengambilan haba dan masa yang digunakan untuk pemprosesan, membayangkan bahawa jumlah tenaga yang digunakan akan menjadi kurang.
Keplastikan super dengan kaedah pemanasan pantas bagi pemanasan aruhan atau pemanasan gelombang mikro adalah teknologi di sebalik pesat acuan plastik dengan kadar pengeluaran yang tinggi sambil mengekalkan ciri-ciri bahagian yang baik. Mereka nampaknya paling berkesan untuk bidang di mana kelajuan ekonomi yang pantas, dan pengeluaran yang besar adalah kritikal.

Pembentukan Plastik Pantas
Jenis Bahan Superplastik.
- Aloi Aluminium (AA5083 dan AA7475.
- Aloi titanium Ti-AI-4V.
- Aloi magnesium AZ31 (pada 425).
- Superalloy berasaskan nikel.
Had Pembentukan Superplastik
Had Bahan
Sebelum memulakan dengan berleher dalam membentuk superplastik beberapa bahan yang anda perlu mengambil berat tentang pemilihan bahan tidak sesuai untuk sebarang pembentukan superplastik. Bahan tertentu tidak mempunyai fleksibiliti atau butiran yang diperlukan yang penting untuk ubah bentuk. Pilih bahan berdasarkan proses pembentukan serta ciri-ciri yang diperlukan untuk komponen.
Peralatan dan Kemudahan
Adalah penting untuk diperhatikan bahawa proses ini memerlukan ciri seperti peralatan dan perkakas khas yang ditempatkan pada harga yang tinggi untuk pembelian dan penyelenggaraan.
Analisis pelaburan yang meliputi mesin utama, seperti relau, penekan dan acuan. Dengan risiko penyelenggaraan dan penggantian alat yang tinggi dan kos pengendalian lain.
Kekurangan Simulasi Kehidupan Sebenar mereka
Pastikan anda tahu SPF bagus untuk menghantar bentuk 3D kerumitan mudah hingga sederhana dan bukan bahagian tepat simetri.
Bahagian sama besar atau kecil dan bentuk kompleksnya boleh menjadi cabaran dalam aliran bahan seragam serta reka bentuk perkakas. Semak keupayaan geometri dan pembentukan yang mesti sepadan dengan parameter peralatan serta sifat bahan.
Cabaran Kawalan Proses.
Pastikan anda menghadapi cabaran isu kawalan proses yang boleh dihasilkan oleh pembentukan superplastik sepanjang masa, termasuk keseragaman suhu, pengagihan tekanan gas dan ketekalan ubah bentuk.
Keadaan pembentukan yang hampir optimum memerlukan pelarasan tepat parameter termasuk kadar pemanasan, kadar terikan dan kadar penyejukan yang kebanyakannya tertakluk kepada gangguan, sekali gus menghalang ketekalan proses pembentukan.
Pertumbuhan Bijian Bahan
Oleh itu, dalam konteks ini, pastikan bahawa, kerana ia terbentuk pada suhu tinggi, bahaya pertumbuhan bijirin tidak kelihatan, seperti yang mungkin berlaku dan sifat akan berkurangan.
Jarak ultra bijirin Mayer mungkin menjejaskan keplastikan super dan dengan itu menyebabkan kecacatan seperti retak dan koyak. Perlahankan pertumbuhan bijian melalui skema, seperti julat suhu atau bahan penapisan, yang meningkatkan struktur bijian bahan dengan ketara.
Aplikasi Praktikal
- Komponen Aeroangkasa.
- Panel badan automotif.
- Pembuatan Peranti Perubatan.
- Perumahan Elektronik Pengguna.
- Peralatan tenaga boleh diperbaharui.
- Aplikasi Pertahanan dan Ketenteraan
Kesimpulan
Pembentukan superplastik ialah teknik yang mengubah proses pembuatan yang membolehkan syarikat mencipta reka bentuk yang canggih. Jika anda sedang mencari pembekal untuk melabur dalam pengeluaran alat ganti seperti dalam industri automotif, teknik ini akan menjadikan kerja anda lebih cekap.
Lebih Banyak Sumber:
Jenis-jenis Mesin CNC – Sumber: TSINFA
Pembentukan Plastik – Sumber: SAINS LANGSUNG

