Cara Memprogram Mesin Bubut CNC – Panduan Lengkap
Pemrograman mesin bubut CNC memungkinkan Anda menjalankan operasi pemotongan, pengukiran, dan pengeboran yang presisi.
Sebenarnya, pemrograman mesin bubut CNC membutuhkan pengalaman dan keahlian. Hal ini karena Anda harus terbiasa dengan mengoperasikan mesin CNC dan kode-kodenya.
Dalam panduan ini, kami akan mengeksplorasi pendekatan terperinci dan praktis pada proses pemrograman mesin bubut CNC.
Coba lihat:

Memahami Pemrograman Mesin Bubut CNC
Pemrograman mesin bubut CNC adalah penulisan kode yang membuat mesin tetap terinformasi tentang cara melakukan pemotongan, pembubutan, serta bentuk pada benda kerja Anda. Untuk ini, Kode-Gdan kode M digunakan untuk menggambarkan pergerakan, kecepatan, dan fungsi penggantian alat yang digunakan pada mesin.
Idealnya, semua ini termasuk dalam satu subjek luas yang disebut, kontrol numerik.
Persiapan untuk Pemrograman Mesin Bubut CNC
1. Memilih Mesin Bubut CNC yang Tepat
Ini untuk kamu mesin CNC kebutuhan yang harus Anda pilih dengan tepat Mesin bubut CNCAda berbagai jenis mesin bubut CNC seperti CNC horisontal,CNC vertikal, Dan Jenis CNC Swiss, menawarkan berbagai keuntungan. Mesin bubut tipe Swiss sangat cocok untuk mencapai presisi pada komponen kecil dan rumit.
Di sisi lain, mesin bubut horizontal mendukung dan menstabilkan komponen yang lebih besar dengan lebih baik. Pilihan Anda juga akan bergantung pada berbagai aspek seperti daya spindel, kapasitas alat, dan fitur otomatis. Dengan demikian, memenuhi persyaratan produksi memastikan Anda terhindar dari inefisiensi dan kesalahan yang merugikan pada mesin Anda.
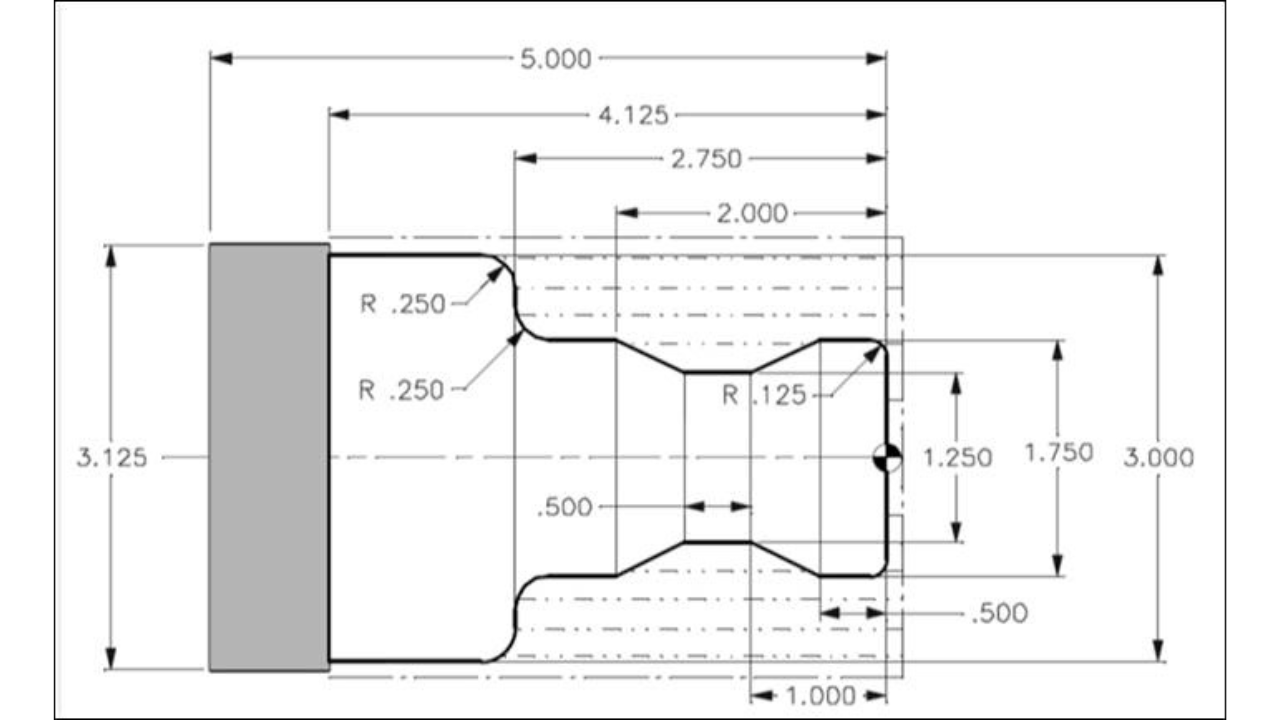
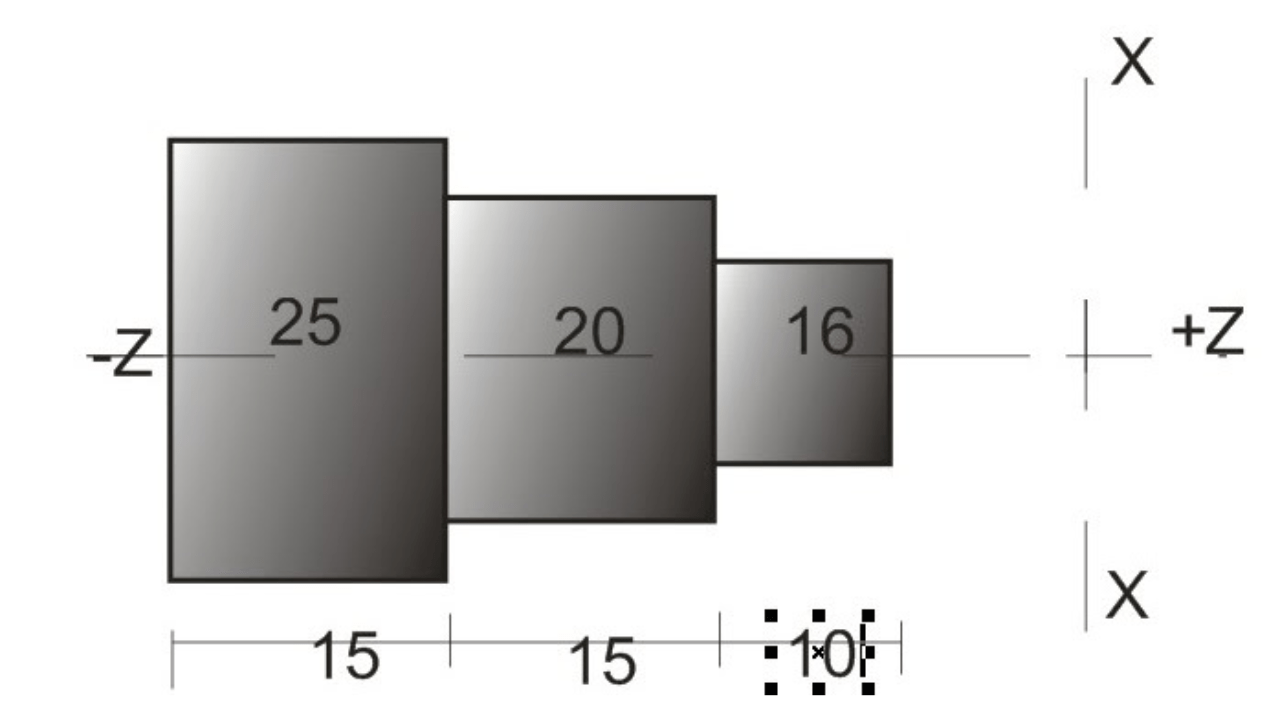
2. Ketahui Spesifikasi Benda Kerja
Pemrograman mesin bubut CNC apa pun memerlukan beberapa persiapan awal, termasuk pengetahuan tentang material serta dimensi, terutama pada benda kerja. Misalnya, perlu diperhatikan bahwa parameter pemotongan berbeda antara logam seperti aluminium, baja, dan titanium dibandingkan dengan polimer atau komposit.
Lebih jauh, masing-masing bahan yang diberikan bereaksi terhadap panas dan tekanan secara berbeda, sehingga memengaruhi laju umpan dan bahkan pemilihan alat. Kegagalan untuk mempertimbangkan aspek-aspek ini mengakibatkan pemotongan yang salah, terlalu banyak pemborosan, atau kerusakan alat.
3. Memilih Alat Pemotong yang Tepat
Mengenai presisi, masa pakai alat, dan efisiensi, faktor terpenting dalam memilih alat pemotong adalah pemilihan alat pemotong. Pilih dudukan alat dan sisipan yang sesuai dengan material benda kerja dan jenis proses pemesinan yang digunakan.
Sisipan karbida lebih cocok untuk pemotongan kecepatan tinggi dan perkakas baja kecepatan tinggi akan bekerja lebih baik pada kecepatan pemotongan yang lebih lambat karena umumnya lebih fleksibel.
Geometri alat, khususnya sudut rake dan chip breaker juga berperan dalam penyelesaian permukaan dan pembuangan chip. Dengan demikian, penggunaan alat yang tepat mengurangi keausan, mengurangi waktu henti, dan berkontribusi pada kinerja keseluruhan dalam pemesinan.
4. Metode Penahan dan Pemasangan
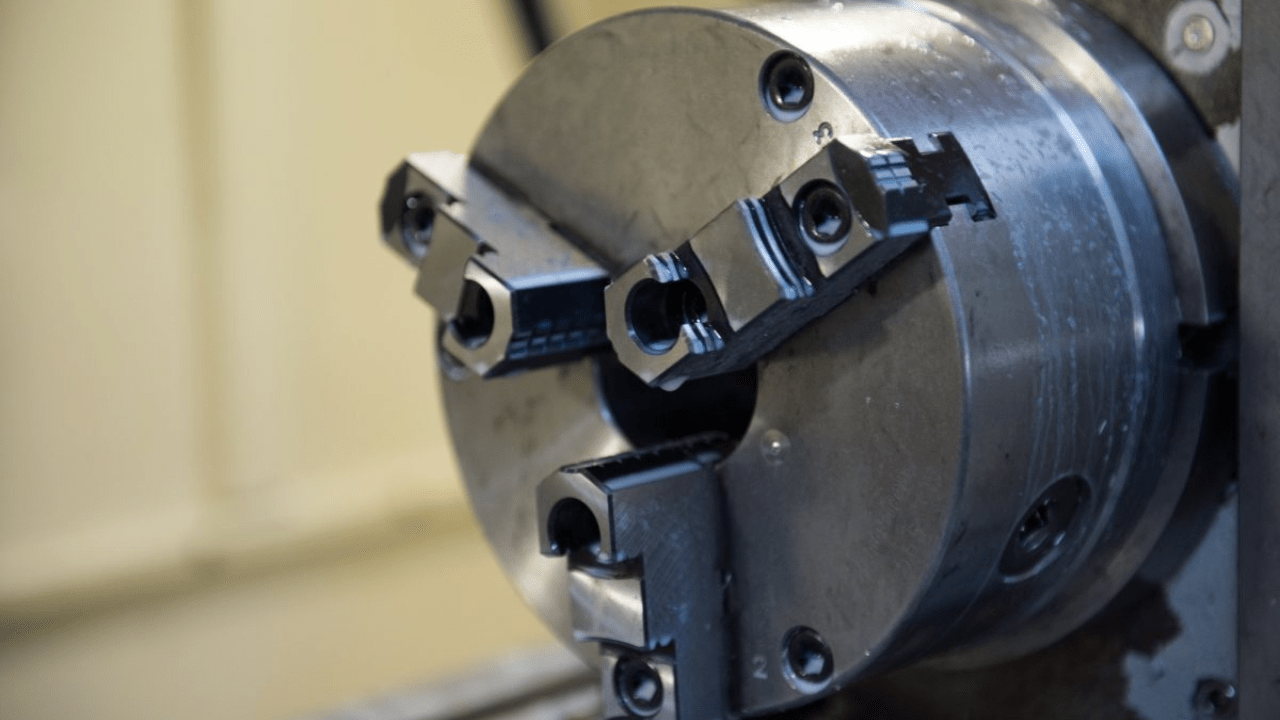
Cara Anda mengamankan benda kerja harus mencegah gerakan selama pemesinan dan dengan demikian meningkatkan akurasi. Penahan benda kerja meliputi chuck, collet, dan pelat muka, antara lain, yang bekerja paling baik dengan berbagai komponen.
Chuck tiga rahang cocok untuk menahan benda kerja bulat secara umum, sementara collet menawarkan presisi yang lebih tinggi untuk komponen yang lebih kecil. Di sisi lain, pelat muka akan menahan benda kerja berbentuk ganjil.
Oleh karena itu, pegangan benda kerja yang baik mengurangi getaran, menahan benda kerja tetap stabil, dan mencegah ketidaksejajaran saat pemesinan. Jika benda kerja tidak diamankan dengan benar, hal itu akan mengakibatkan ketidakakuratan atau kerusakan pada mesin.
Menyiapkan Mesin Bubut CNC
· Menyalakan dan Menginisialisasi Mesin
Langkah pertama menuju pemrograman dan pemotongan pada mesin bubut CNC adalah menyalakan mesin. Saat menyalakan mesin, sistem kontrol menjalankan diagnostik mandiri untuk memeriksa apakah semuanya berfungsi dengan benar.
Misalnya, proses homing adalah proses yang menggerakkan mesin ke posisi referensi, mengatur ulang sumbu, dan mempersiapkan gerakan yang tepat. Melewatkan proses ini dapat menyebabkan ketidaksejajaran atau posisi alat yang salah. Dengan panel kontrol, Anda kemudian dapat memeriksa pengaturan sistem, offset alat, dan parameter spindel sebelum memulai operasi pemesinan.
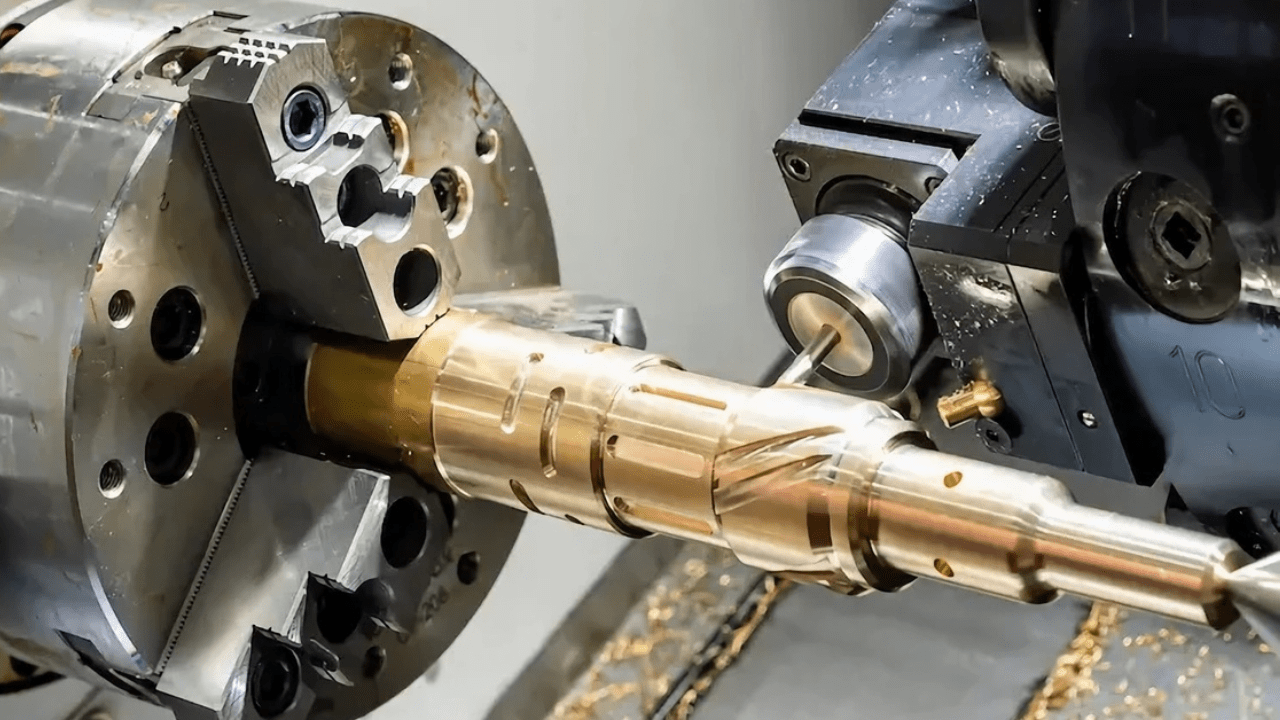
· Memuat Benda Kerja dan Mengamankannya dengan Benar
Penempatan benda kerja yang baik diperlukan untuk pemesinan presisi. Bergantung pada bentuk, ukuran, dan jenis material benda kerja, metode penahan kerja dipilih.
Misalnya, Anda akan menggunakan chuck tiga rahang untuk mengerjakan bagian bundar, tetapi memerlukan chuck empat rahang untuk mengamankan bentuk yang tidak teratur agar memungkinkan penyelarasan yang lebih akurat. Namun, untuk bagian-bagian kecil, chuck collet mencengkeramnya dengan tepat tanpa memberikan terlalu banyak tekanan. Dengan demikian, penyelarasan yang baik mencegah getaran, yang penting untuk memastikan pemotongan yang halus dan presisi.
Lebih jauh, gaya penjepitan harus seimbang untuk mencegah deformasi benda kerja. Penjepitan yang berlebihan dapat menyebabkan benda kerja hancur, sedangkan penjepitan yang tidak memadai dapat menyebabkan benda kerja tergelincir.
Oleh karena itu, Anda harus menguji mesin bubut dengan memutar spindel secara manual untuk melihat apakah benda kerja terpasang dengan kuat. Jika ada gerakan atau goyangan yang terlihat pada benda kerja, penyetelan harus dilakukan untuk menghindari kesalahan pemesinan. Dengan demikian, penjepitan yang tepat berarti lebih sedikit kemungkinan kerusakan alat dan akurasi dimensi yang lebih besar selama proses.
· Pemilihan Alat dan Pengaturan Offset Alat
Pemilihan alat yang tepat untuk pengerjaan menentukan efisiensi pemotongan dan penyelesaian permukaan. Ada berbagai alat yang melakukan operasi berbeda seperti pengasaran, pengeboran, penyelesaian, dan penyadapan.
Sisipan karbida, misalnya, sangat tahan lama, dan karena itu cocok untuk pemotongan logam berkecepatan tinggi, dan baja berkecepatan tinggi lebih fleksibel untuk bahan yang lebih lunak.
Di sisi lain, pemegang alat diperlukan untuk stabilitas dan meminimalkan defleksi. Dengan demikian, pengaturan alat yang kaku memungkinkan getaran yang sangat sedikit, meningkatkan masa pakai alat dan memungkinkan hasil yang dapat direproduksi.
Selain itu, offset alat digunakan untuk pemotongan presisi. Setiap alat memiliki offset terpisah yang digunakan untuk menentukan posisi alat tersebut secara tepat terhadap benda kerja. Tanpa memasukkan nilai-nilai ini dengan benar dalam kontrol CNC, kedalaman pemotongan yang benar tidak dapat dipastikan, dan benturan dapat terjadi.
Beberapa mesin menyediakan pengukuran alat secara otomatis menggunakan probe, sementara yang lain memerlukan entri manual. Memeriksa offset alat sebelum memulai operasi pemesinan apa pun membantu menghilangkan kesalahan yang merugikan dan menjaga kualitas komponen.
· Mengatur Titik Nol Benda Kerja
Penolan berarti bahwa mesin bubut CNC dapat menjalankan semua perintah terprogram secara akurat. Ini adalah referensi bagi mesin untuk mulai memotong. Karena sebagian besar mesin bubut sekarang mengadopsi sistem offset kerja seperti G54 hingga G59, posisi nol yang berbeda dapat ditetapkan untuk beberapa pengaturan.
Hal ini penting karena jika titik tersebut tidak diatur dengan benar, alat akan memotong di tempat yang salah dan merusak benda kerja atau peralatan.
Umumnya, titik nol dapat ditentukan menggunakan alat sentuh atau pencari tepi. Pada beberapa mesin bubut CNC, sistem pemeriksaan otomatis mengatur posisi ini secara akurat. Setelah titik nol ditetapkan, semua lintasan alat diukur dari referensi ini.
Kegagalan melakukan hal ini akan menyebabkan komponen yang diukur secara tidak tepat dan material yang terbuang. Pengaturan referensi nol yang akurat memastikan komponen tersebut disejajarkan dengan benar dan menghindari kesalahan selama pemesinan.
· Perhitungan Kecepatan Spindle dan Laju Umpan
Kecepatan spindel adalah kecepatan putaran alat pemotong, sedangkan laju umpan sesuai dengan seberapa cepat pemotong bergerak ke dalam material. Anda harus mengatur kedua parameter ini dengan hati-hati untuk pembuangan material yang efisien tanpa menyebabkan keausan pada alat.
Selain itu, kisaran ideal bervariasi sesuai dengan bahan benda kerja, jenis alat, dan permukaan akhir yang dibutuhkan. Kecepatan yang lebih rendah diperlukan untuk bahan yang lebih keras dan kecepatan yang lebih tinggi dapat ditoleransi untuk bahan yang lebih lunak, tanpa penumpukan panas.
Kecepatan umpan juga memengaruhi efisiensi pemotongan dan pembentukan serpihan. Dengan demikian, kecepatan umpan yang lambat akan memastikan hasil akhir yang halus tetapi juga dapat menggesek alat, sehingga mengurangi masa pakainya.

Menulis Program Mesin Bubut CNC
1. Format dan Struktur Program
Program CNC memerlukan format yang ditentukan. Setiap baris terdiri dari kode-G (perintah gerakan) dan kode-M (perintah mesin). Pemformatan yang baik memastikan tidak ada kesalahan dan eksekusi yang lancar.
2. Komentar dan Dokumentasi
Pemrograman dalam bentuk komentar memungkinkan programmer untuk memahami kode di kemudian hari. Misalnya, “TOOL CHANGE FOR ROUGH CUTTING” menjelaskan kegunaan perintah ini. Program yang terdokumentasi dengan baik mengurangi kemungkinan kebingungan dan sangat diperlukan untuk mendeteksi kesalahan.
3. Kode-G dan Kode-M CNC yang Penting
Kode G yang digunakan dalam Operasi Pembubutan (G00, G01, G02, G03)
- G00 – Gerakan cepat (gerakan non-pemotongan)
- G01 – Pemotongan garis lurus pada umpan terkontrol
- G02 – Pemotongan busur searah jarum jam
- G03 – Pemotongan busur berlawanan arah jarum jam
Pergerakan dan Penempatan Alat
- G90 (Absolute Positioning): Pergerakan didasarkan pada referensi titik nol.
- G91 (Incremental Positioning): Pergerakan didasarkan pada posisi sebelumnya.
Perintah Kontrol Spindel dan Pergantian Alat (M03, M04, M06)
- M03 – Spindel AKTIF (searah jarum jam)
- M04 – Spindel AKTIF (berlawanan arah jarum jam)
- M06 – Pergantian alat
Membuat Program Dasar Mesin Bubut CNC
1. Perintah Pengaturan Awal
Sebelum pemesinan dapat dimulai, Anda harus melakukan pengaturan yang tepat agar operasi berjalan lancar. Program dimulai dengan perintah persiapan yang mengatur mesin untuk operasi.
G21, misalnya, digunakan untuk menetapkan pengukuran metrik, sedangkan G20 untuk pengukuran inci guna menghindari kesalahan konversi.
Sistem koordinat kerja juga harus ditetapkan menggunakan G54, G55, atau offset lainnya. Ini menentukan posisi benda kerja sehingga gerakan yang akurat dapat dilakukan.
Aktivasi spindel dan pemilihan alat yang tepat juga disertakan dalam pengaturan. Perintah M03 mengaktifkan spindel searah jarum jam, sedangkan M04 mengoperasikannya berlawanan arah jarum jam. Anda harus menetapkan kecepatan spindel dengan perintah S sesuai dengan persyaratan pemotongan material.
Selain itu, pemilihan alat yang tepat menggunakan T dan M06 akan menyebabkan mesin memuat pemotong yang tepat. Perintah-perintah tersebut merupakan komponen dasar untuk proses pemesinan yang teratur dan efisien, yang tanpanya mesin tidak akan dapat beroperasi dengan baik.
2. Perintah Roughing Pass dan Finishing Pass
Operasi pemotongan kasar dimaksudkan untuk membuang kelebihan material dengan cepat dan efisien. Perintah seperti G00 untuk pemosisian cepat dan G01 untuk gerakan linier terkendali diterapkan untuk memandu alat selama operasi pemotongan pertama.
Anda memerlukan perintah F untuk menentukan laju umpan yang tepat dengan mempertimbangkan kecepatan versus gaya pemotongan.
Oleh karena itu, proses pengasaran umumnya melibatkan beberapa penambahan kedalaman untuk meminimalkan tekanan pada alat dan mencegah penumpukan panas berlebih.
3. Operasi Pengeboran, Pembuatan Ulir, Pembuatan Alur
Untuk pengeboran, diperlukan posisi dan kontrol kedalaman yang akurat agar lubang dapat dibuat dengan akurat. Siklus pengeboran sederhana diaktifkan oleh G81, sedangkan pengeboran peck dilakukan dengan G83.
Selain itu, Anda harus menunjukkan kecepatan spindel, laju umpan, dan kedalaman untuk mencegah kerusakan alat. Kombinasi ukuran bor yang benar dan penggunaan cairan pendingin yang tepat dapat membantu menjaga kualitas lubang dan masa pakai alat pada kondisi terbaiknya.
Dengan demikian, strategi yang tidak memadai dalam pengeboran mengakibatkan penumpukan serpihan, defleksi alat, dan variasi diameter lubang.
Threading menyinkronkan putaran spindel dan juga gerakan alat. G76 dan G92 mengatur perintah untuk membuat ulir eksternal atau internal yang tepat. Untuk menghindari robekan material dan keausan yang tidak semestinya pada alat, Anda harus mengendalikan kedalaman pemotongan.
Untuk operasi pembuatan alur, perkakas juga digunakan untuk memotong lekukan atau saluran pada benda kerja. Perkakas diberi tekanan lebih sedikit, dan pelepasan serpihan menjadi lebih mudah dengan pembuatan alur peck perintah G75.
4. Menggunakan Subprogram dan Loop
Subprogram memudahkan tugas pemrograman untuk proses pemesinan berulang. Misalnya, perintah M98 memanggil subprogram sehingga urutan pemotongan yang telah dimasukkan sebelumnya dapat digunakan kembali. Ini menghemat waktu dan mengurangi kemungkinan kesalahan dalam pemrograman.
Dalam kasus pemesinan beberapa bagian yang identik, subprogram memastikan bahwa kode yang sama akan diterapkan tanpa penulisan ulang kode. Mengabaikan penggunaan subprogram hampir selalu menghasilkan program yang panjang yang menjadi semakin sulit untuk di-debug dan dimodifikasi.
Lebih jauh lagi, loop menyederhanakan pengoptimalan gerakan alat dengan menyediakan kemampuan untuk mengulang perintah tertentu. Misalnya, perintah M99 memungkinkan cara mengulang subprogram apa pun yang digunakan dalam produksi. Loop dapat digunakan untuk operasi berulang seperti pengeboran lubang, pembuatan ulir, atau pembuatan kontur.
Memasukkan dan Mensimulasikan Program
1. Mentransfer Program ke Mesin Bubut CNC
Anda masih harus mentransfer program ke mesin setelah Anda selesai menulis program mesin bubut CNC. Penggunaan drive USB, Kontrol Numerik Langsung, atau pengetikan langsung melalui panel kontrol adalah metode transfer umum di sebagian besar mesin bubut CNC.
Cara paling mudah dan cepat untuk mengunggah program untuk mesin yang berdiri sendiri adalah melalui transfer USB. Direct Numerical Control menghubungkan mesin bubut CNC ke komputer dan memungkinkan data ditransfer secara real time.
Di sisi lain, memasukkan kode secara manual memerlukan penekanan tombol yang hati-hati untuk menghindari kesalahan, tetapi perubahan kecil dapat dilakukan langsung pada mesin. Sebagian besar metode transfer ini bergantung pada alur kerja Anda, kemampuan mesin, dan persyaratan yang dikenakan pada kompleksitas program.
2. Melakukan Uji Coba
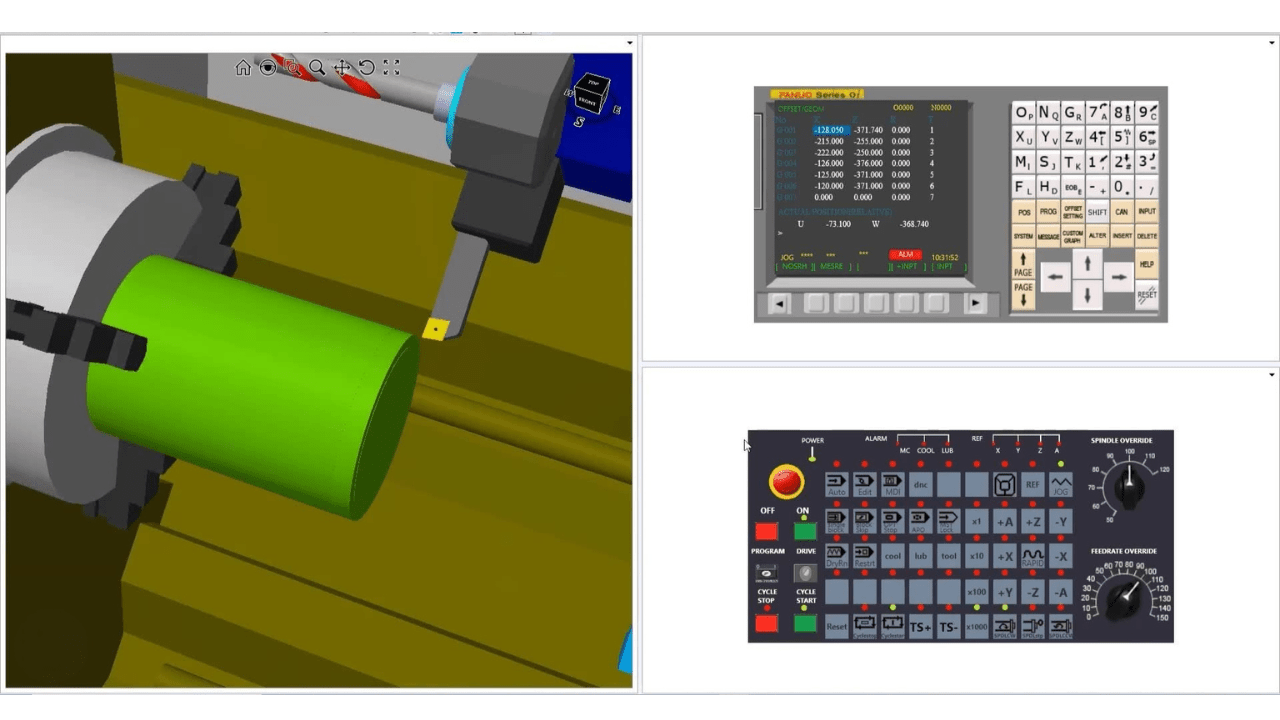
Melakukan uji coba sebelum mengerjakan komponen membantu memeriksa keakuratan pemrograman. Uji coba memungkinkan mesin bubut CNC menjalankan program tanpa memotong material sehingga gerakan alat benar-benar mengikuti jalur yang diinginkan.
Uji coba akan membantu menemukan offset alat yang salah, koordinat yang tidak sejajar, dan kerusakan alat yang tidak terduga akibat kesalahan pemrograman. Banyak mesin bubut CNC memiliki opsi simulasi grafis untuk representasi visual pergerakan alat sehingga kesalahan dapat dikenali dengan lebih mudah. Deteksi dini semacam itu membantu menghindari kesalahan dan kerusakan yang merugikan pada mesin atau benda kerja.
Selanjutnya, uji coba akan mencakup pemantauan perilaku lintasan pahat agar operasi berjalan lancar. Jika terjadi penghentian yang tidak diinginkan, sentakan tiba-tiba, atau kecepatan yang salah saat spindel digunakan, berarti ada kesalahan pemrograman dan perlu diperbaiki.
Selain itu, memeriksa laju umpan dan perubahan alat selama simulasi akan lebih memastikan bahwa setiap operasi dijalankan sebagaimana mestinya. Jika terjadi kesalahan, menganalisis program baris demi baris akan memperbaiki kesalahan tersebut.
3. Mendebug Toolpath
Bahkan setelah uji coba yang baik, analisis Anda terhadap program untuk pengoptimalan meningkatkan efisiensi pemesinan. Tinjauan lintasan alat membantu memastikan setiap gerakan bergerak di jalur yang paling langsung dan efisien.
Penarikan alat yang berlebihan, gerakan cepat yang berlebihan, dan lintasan yang tidak perlu hanya akan menambah waktu siklus dan merusak alat pemotong. Dengan demikian, penyesuaian lintasan ini akan memangkas waktu pemesinan tanpa mengurangi akurasi.
Lebih jauh, dengan menyetel laju umpan dan kecepatan spindel agar sesuai dengan karakteristik pemotongan material tertentu, kinerja optimal program dipastikan. Dengan demikian, intervensi kecil di sini menghasilkan peningkatan produktivitas dan masa pakai alat yang lebih lama.
Selain itu, langkah terakhir dari debugging berarti menemukan dan mengoreksi kesalahan terakhir dalam program. Verifikasi kode-G dan kode-M yang cermat memastikan bahwa kode-G dan kode-M tersebut memungkinkan setiap perintah bekerja sesuai perintahnya. Memeriksa perubahan alat yang hilang, waktu tunggu yang salah, atau perintah yang bertentangan mencegah gangguan yang tidak diinginkan saat pemesinan.
Menjalankan Program pada Mesin Bubut CNC
· Memverifikasi Pengaturan Sebelum Eksekusi
Verifikasi keselarasan spindel dan benda kerja serta jumlah offset alat sebelum menggunakan.
· Memulai Proses Pemesinan Langkah demi Langkah
Mulailah dengan berlari satu langkah pada satu waktu untuk memastikan semua gerakan sudah benar sebelum menjalankan program lengkap.
· Pemantauan Keausan Alat
Awasi terus-menerus keausan atau kerusakan alat. Bisa jadi laju umpan perlu dioptimalkan atau alat perlu diganti.
· Menangani Kesalahan Tak Terduga
Jika terjadi alarm, Anda harus menghentikan mesin dan mendiagnosis masalahnya menggunakan layar CNC atau manual.

Kontrol Kualitas Pasca-Proses
· Memeriksa Benda Kerja yang Telah Selesai
Dengan menggunakan jangka sorong atau mikrometer, Anda harus membandingkan dimensi keseluruhan dengan dimensi yang diusulkan.
· Mengukur Dimensi
Pengukur kekasaran membantu dalam memverifikasi penyelesaian yang tepat.
· Menyesuaikan Offset
Jika pengukurannya sedikit meleset, Anda harus menyesuaikan toleransi dengan mengubah offset kerja atau alat untuk meningkatkan akurasi.
· Menyimpan dan Mengoptimalkan Program untuk Penggunaan di Masa Depan
Anda harus selalu mempertahankan program kerja dan mengoptimalkan pengkodean untuk waktu pemesinan yang lebih singkat.
Teknik Mesin Bubut CNC Canggih untuk Pemrograman
1. Penggunaan Makro dan Parametrik
Anda dapat menggunakan makro dan pemrograman parametrik untuk mengotomatiskan tugas berulang dengan mudah dan dengan demikian membuat program Anda fleksibel.
Alih-alih menulis kode terpisah untuk operasi yang kurang lebih serupa, Anda dapat menentukan variabel dan menggunakan kondisional sehingga jalur alat dapat dibuat secara dinamis. Hal ini pada gilirannya menghemat waktu pemrograman dan memeriksa kesalahan. Lebih jauh, hal ini memungkinkan modifikasi dimensi dan toleransi yang cepat tanpa perlu menulis ulang seluruh program.
2. Menggunakan Perangkat Lunak CAD CAM
Perangkat lunak CAD CAM mampu merancang dan membuat program CNC untuk memproduksi komponen yang sangat rumit. Perangkat lunak ini memberi Anda kemampuan untuk membuat model digital dan secara otomatis membuat lintasan alat yang dioptimalkan alih-alih membuat setiap gerakan dalam program secara manual. Dengan demikian, Anda dapat mencapai presisi dan mengurangi kesalahan manusia melalui metode ini.
3. Pembubutan Multi Sumbu
Berbagai macam geometri canggih dapat dikerjakan dalam satu pengaturan menggunakan pembubutan multi-aksial. Alih-alih memindahkan benda kerja ke berbagai pengaturan, gerakan simultan dengan sumbu akan memungkinkan operasi pembubutan, penggilingan, atau pengeboran.
Dengan integrasi alat langsung, operasi penggilingan, pengeboran, atau penyadapan dilakukan pada mesin bubut. Hal ini mengurangi waktu siklus serta pemrosesan mesin lebih lanjut. Oleh karena itu, penggunaan teknologi multi-sumbu meningkatkan presisi dan meningkatkan produktivitas.
4. Otomatisasi
Otomatisasi dan pemesinan adaptif telah memungkinkan proses produksi menjadi lebih efisien. Pengubah alat otomatis bersama dengan pemuat robotik menjaga proses tanpa gangguan dengan mengurangi kontak manusia.

Kesalahan Umum Pemrograman Mesin Bubut CNC dan Cara Menghindarinya
· Offset Alat dan Pengaturan Koordinat yang Salah
Offset yang salah menyebabkan ketidakselarasan dan kesalahan dalam pemesinan, oleh karena itu, selalu periksa nilai sebelum pemotongan.
· Pemilihan Umpan dan Kecepatan yang Tidak Tepat
Pengaturan yang salah akan menghasilkan hasil akhir yang buruk, atau keausan alat. Oleh karena itu, Anda harus mengikuti apa yang direkomendasikan oleh produsen.
· Mengabaikan Prosedur Keselamatan
Dengan melewatkan pemeriksaan keselamatan, Anda berisiko melukai diri sendiri sekaligus merusak mesin.
· Kesalahpahaman Fungsi G-Code dan M-Code
Pemahaman yang lebih mendalam terhadap setiap perintah membantu mencegah pergerakan alat yang tidak dapat diprediksi.
Kesimpulan
Ketepatan dan pengaturan program bubut CNC membutuhkan banyak konsentrasi dan kehati-hatian. Selain itu, pengetahuan tentang G-code, perkakas, dan kontrol kualitas akan membantu Anda dalam mengembangkan program yang cepat dan bebas dari kesalahan.
Mencari ahli dalam pembuatan dan pemrograman mesin bubut CNC, teknisi TSINFA siap membantu – hubungi kami sekarang.