
Segala sesuatu tentang Pemesinan Pelepasan Listrik (EDM) Dijelaskan
Keputusan Anda untuk menggunakan mesin pelepasan listrik untuk pembuatan prototipe dan pekerjaan lainnya hanya dapat diselesaikan jika Anda yakin dengan proses pemesinan tersebut.
Hari ini, kita akan mengeksplorasi segala hal tentang proses pemesinan EDM – mulai dari konsep dasar hingga lanjutan.
Apa itu Pemesinan Pelepasan Listrik?
Pemesinan pelepasan listrik, atau EDM, adalah metode pemotongan atau pemesinan non-tradisional unik yang menggunakan percikan listrik terkelola untuk memotong dan membentuk benda kerja. Metode ini menggunakan energi panas dalam pengoperasiannya. Energi ini dihasilkan ketika pelepasan listrik diubah.
Keunggulan EDM
- Lebih banyak kebebasan dengan desain Anda
Dengan metode pemesinan ini, Anda memiliki kebebasan dalam mendesain. Meskipun metode pemesinan normal memiliki keterbatasan, EDM akan memberi Anda kebebasan penuh dalam hal kedalaman dan pemotongan desain yang rumit.
- Tidak ada masalah dengan proses yang terdistorsi
Dengan EDM, tidak terjadi pertemuan langsung antara alat dengan benda kerja yang dikerjakan. Oleh karena itu, distorsi tidak terjadi, dan hal ini memungkinkan penggunaan metode sempurna untuk pemesinan benda kerja yang tipis.
- Finishing permukaan yang presisi
Dengan EDM, Anda tidak perlu khawatir bekas pemesinan akan tertinggal di permukaan benda kerja. Hal ini membuat pekerjaan menjadi sempurna dan presisi tanpa memerlukan perawatan lebih lanjut.
- Pemotongan yang tepat
EDM sangat cocok jika Anda ingin benda kerja dipotong dengan sempurna. Mereka dirancang untuk memastikan setiap bagian atau prototipe yang Anda kerjakan sempurna.
- Bekerja dengan berbagai bahan
Meskipun beberapa proses pemesinan tidak dapat bekerja dengan material yang keras, namun tidak demikian halnya dengan pemesinan pelepasan listrik. Tidak peduli seberapa keras material yang Anda perlukan untuk dikerjakan, metode ini akan memenuhi kebutuhan Anda.
Keterbatasan EDM
- Tidak ideal untuk Anda jika Anda membutuhkannya untuk proyek berskala besar. Hal ini karena tingkat pemindahan material cukup rendah.
- Anda akan mengalami beberapa keterbatasan saat mengerjakan beberapa material dengan EDM, terutama material yang tidak konduktif secara listrik.
- Anda memerlukan elektroda untuk penenggelaman cetakan dengan pemesinan pelepasan listrik. Artinya, jika Anda tidak memproduksi dalam jumlah besar, pemesinan elektroda akan memakan biaya yang besar.
- Metode ini tidak ramah lingkungan. Perlu Anda ketahui bahwa pemesinan pelepasan listrik membutuhkan banyak listrik untuk bekerja, sehingga tidak ramah lingkungan.
- Anda mungkin kesulitan mendapatkan ahli yang berpengalaman di bidang EDM.
- Karena panas tinggi dapat dihasilkan saat proses pemesinan ini dilakukan, fitur metalurgi pada material dapat berubah.
- Alat permesinan ini mudah aus.
- Sudut tajam tidak mungkin direproduksi.
Kapan menggunakan Pemesinan Pelepasan Listrik
Berikut adalah beberapa tempat di mana Anda dapat memperkenalkan pemesinan pelepasan listrik:
- Digunakan ketika ekstrusi perlu dipotong
- Diperlukan untuk pengeboran lubang mikro
- Membantu ketika sudut dalam yang tajam perlu dipotong
- Membantu mengebor lubang yang melengkung
- Diperlukan untuk pemotongan bentuk putar
- Untuk membuat alat untuk cetakan injeksi
- Bahan keras untuk keperluan ukiran
- Untuk memastikan benda kerja tidak memiliki alat yang rusak
Sejarah Pemesinan Pelepasan Listrik
Seluruh proses ini dimulai pada tahun 1940-an, ketika ilmuwan Soviet NI dan BR Lazarenko ingin memanfaatkan tenaga listrik yang dihasilkan.
Para ilmuwan ini memulai seluruh prosedur ini, yang dilakukan pada awalnya untuk memastikan pengikisan kontak listrik tungsten tidak diterima. Penemuan yang diprakarsai oleh keduanya itulah yang menghidupkan permesinan ini. Seiring waktu, metode ini menjadi luar biasa, dengan kemajuan unik yang mengambil alih.
Meskipun pemesinan pelepasan listrik kawat adalah awal mulanya, terdapat perubahan dan transformasi yang unik. Saat ini, proses ini menunjukkan seberapa besar perkembangan pikiran manusia.
Mengintegrasikan EDM dan CNC
Di bawah ini adalah detail terkait integrasi EDM dan CNC:
- Sejauh menyangkut sistem permesinan ini, Anda harus tahu bahwa CNC berdiri sebagai antarmuka penghubung antara desain dan implementasi.
- CNC memastikan bahwa mesin diprogram dengan baik dan pergerakan elektroda dikontrol secara akurat.
- CNC, yang sebagian besar dipasang pada perangkat CAM atau CAD, memungkinkan spesifikasi desain untuk langsung dipindahkan ke dalam proses pemesinan. Hal ini memungkinkan Anda mendapatkan hasil akhir ideal yang selalu Anda dambakan.
Jenis Pemesinan Pelepasan Listrik
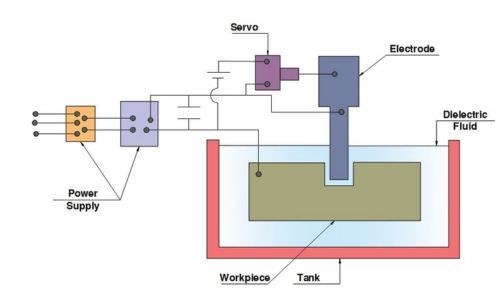
EDM Pemberat
Tipe ini juga disebut tipe pemesinan pelepasan listrik die-sinking atau ram.
- Dalam metode ini, benda kerja dan elektroda harus disatukan dan direndam dalam cairan dielektrik. Hal ini menyebabkan pelepasan atau pelepasan secara elektrik, yang mengikis benda kerja untuk mencapai hasil pemesinan yang ideal melalui pencerminan.
- Jika diperlukan bentuk yang spesifik dan presisi, Anda dapat mempertimbangkan jenis ini agar berfungsi dengan sempurna.
- Karena Anda memiliki kontrol lebih besar atas pergerakan elektroda dengan jenis ini, lebih mudah bagi Anda untuk mencapai akurasi dan personalisasi.
EDM Pemberat
Jenis EDM ini telah terbukti menjadi pemecah masalah utama bagi sebagian besar produsen di industri permesinan.
Kawat EDM
Pemesinan pelepasan listrik kawat terkenal sangat akurat. Juga, ia dikenal karena hal-hal lain:
- Dengan proses kawat EDM, kawat yang terbuat dari tembaga atau kuningan yang dilapisi digunakan sebagai alat pemotongan. Sebagian besar kabelnya tipis dan memiliki daya listrik.
- Ini adalah kawat yang mengiris bahan saat pemberian makan dilakukan langkah demi langkah.
- Anda dapat dengan mudah membuat potongan yang lengkap, menyeluruh, dan rumit dengan jenis EDM ini.
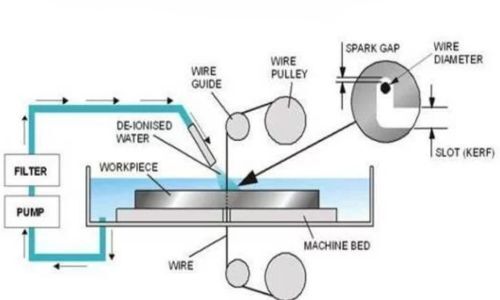
Kawat EDM
EDM Pengeboran Lubang
Juga disebut sebagai metode pengeboran lubang cepat, ini adalah prosedur unik yang dirancang untuk membuat lubang yang dalam dan presisi dengan cepat. Beberapa rincian lebih lanjut meliputi:
- Anda perlu menggunakan elektroda berbentuk tabung dengan metode EDM ini agar lubang dapat dibuat dengan sempurna.
- Jika Anda memerlukan waktu penyelesaian yang cepat dengan pemotongan Anda, metode ini adalah yang terbaik.
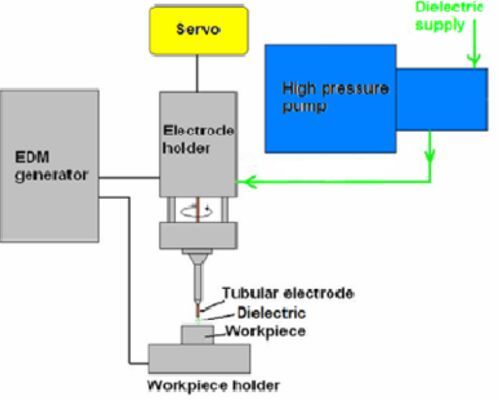
EDM Pengeboran Lubang
Multi Sumbu EDM
Seiring dengan terus berkembangnya metode EDM biasa, metode multi-sumbu tampaknya menjadi yang terdepan. Ketahui hal berikut:
- Metode ini menonjol sebagai satu-satunya metode yang mencakup lebih banyak sumbu pergerakan. Oleh karena itu, ia mampu mengerjakan bentuk-bentuk yang rumit.
- Anda dapat yakin akan fleksibilitas penuh dengan metode ini.
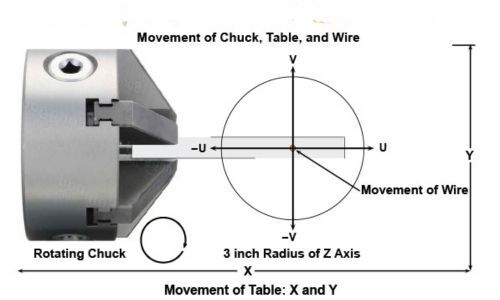
EDM Multi Sumbu
Mikro EDM
Metode ini mewakili penggabungan metode pemesinan pelepasan listrik normal dengan prosedur sangat kecil yang terperinci atau disesuaikan. Jika Anda berkecimpung dalam industri yang membutuhkan pembuatan banyak produk miniatur, jenis ini sangat cocok untuk Anda. Tipe ini akan hadir dengan tingkat akurasi dan detail tertinggi yang Anda butuhkan dengan material yang dikerjakan dengan mesin.
Mikro EDM
Penggilingan EDM
Pada jenis pemesinan pelepasan listrik ini, terdapat penggunaan kepala EDM. Pergerakan head ini pada pola milling menyebabkan semua pekerjaan pemesinan tercapai secara detail dan sempurna.
Jika Anda ingin mengerjakan komponen yang memerlukan geometri rumit sehingga metode penggilingan normal tidak dapat mewujudkannya, jenis EDM ini akan mewujudkannya.
Mesin Penggilingan EDM
EDM Benang Kawat
Jenis EDM ini adalah metode unik di mana EDM kawat diklasifikasikan. Dalam metode ini, Anda perlu memastikan lubang awal telah terpasang dengan baik. Penguliran ini, jika dilakukan dengan baik, akan membuat seluruh proses pemesinan menjadi sangat lancar.
Jika Anda membutuhkan kawat untuk melewati atau melewati geometri yang rumit, EDM jenis ini sangat ideal.
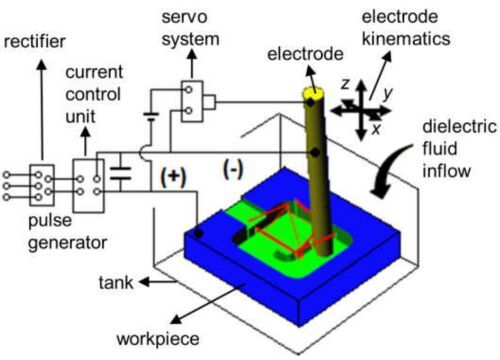
Komponen EDM
· Panduan
Juga dikenal sebagai ferrule. Komponen ini terbuat dari keramik. Ia melakukan tugasnya dengan mengarahkan elektroda ke benda kerja tertentu yang memerlukan pembentukan.
· Elektroda
Elektroda idealnya berbentuk tabung, kabel, atau bahkan cetakan.
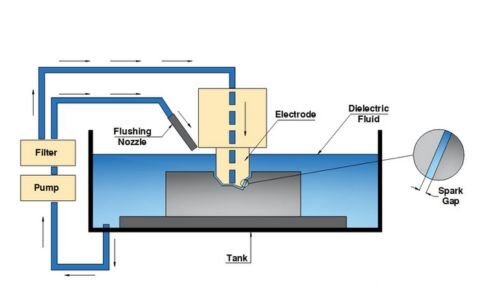
· Cairan Dielektrik
Komponen ini bertugas mendinginkan benda kerja dan elektroda. Selain itu, mereka juga memastikan material yang terkikis dipindahkan dari area benda kerja yang telah dikerjakan.
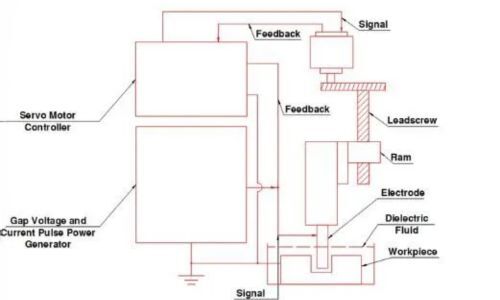
· Pasokan Arus
Energi inilah yang memicu elektroda. Hal ini memastikan bahwa daya yang tepat yang diperlukan untuk presisi tercapai.
· Unit Kontrol
Anda akan menemukan komponen ini terletak di tengah perangkat pemesinan pelepasan listrik. Di sinilah segala sesuatu yang berkaitan dengan mesin dikendalikan.
· Sistem Dielektrik
Sistem untuk pemesinan pelepasan listrik ini memenuhi berbagai kebutuhan. Sistem ini berada di antara benda kerja dan elektroda. Selain itu, sistem ini memiliki reservoir atau wadah yang berisi cairan dielektrik. Cairan ini sebagian besar air deionisasi atau minyak.
· Pompa
Komponen ini memudahkan pergerakan fluida dielektrik dari dasar wadah menuju alat.
· Tangki Kerja
Komponen inilah yang menjadi tempat berlangsungnya seluruh proses pemesinan dengan metode ini. Ini adalah wadah tempat cairan dan benda kerja disatukan untuk dikerjakan.
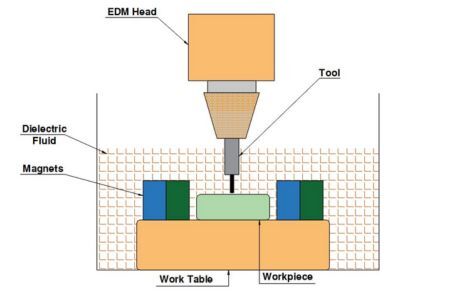
· Perlengkapan dan Pemegang Benda Kerja
Komponen ini memastikan benda kerja berada pada tempatnya yang tepat. Hal ini memastikan bahwa meskipun pemesinan sedang berlangsung, benda kerja tidak bergerak untuk memastikan tidak ada kesalahan.
· Kontrol Servo
Komponen ini berfungsi untuk memastikan jarak antara elektroda dan material tetap atau disesuaikan. Ini juga berfungsi untuk memastikan pembangkitan percikan api terkontrol dengan baik untuk mencapai presisi di sekelilingnya.
· Sistem Siram
Komponen ini berperan sebagai pendukung dan juga berperan sangat penting dalam keseluruhan proses EDM. Bagian ini memastikan adanya aliran fluida dielektrik yang progresif untuk meningkatkan proses pembuangannya.
· Voltmeter
Komponen pada mesin EDM ini digunakan untuk mengukur tegangan.
· Ammeter
Perangkat ini bekerja dengan memeriksa apakah arus mengalir atau tidak. Namun, ini perlu ditautkan sebelum Anda dapat menggunakannya untuk pemeriksaan ini.
Komponen EDM
Bagaimana Elektroda Mempengaruhi Proses Pemesinan Pelepasan Listrik
Elektroda yang berbeda mempunyai sifat yang berbeda pula. Perbedaan inilah yang akan mempengaruhi proses EDM Anda, baik secara negatif maupun positif. Berikut beberapa cara kerjanya:
- Elektroda kuningan, misalnya, akan menyebabkan material terkikis dengan cepat dibandingkan dengan tungsten dan material lainnya.
- Elektroda kuningan mudah diekstrusi atau dikerjakan. Jadi, mereka lebih banyak digunakan dalam proses pemesinan pelepasan listrik kawat.
- Tembaga mampu menahan keausan lebih baik dibandingkan kuningan. Selain itu, sangat sulit untuk dikerjakan dengan mesin dibandingkan dengan kuningan. Namun, karena tembaga merupakan konduktor yang baik, tembaga berfungsi sempurna jika Anda membutuhkan benda kerja yang memiliki hasil akhir yang bagus.
- Tembaga juga dapat ditambahkan dengan tungsten untuk mencapai proses pemesinan elektroda tungsten tembaga terbaik.
- Sistem filtrasi cairan dielektrik. Sistem ini memastikan cairan dielektrik bebas dari semua partikel jahat dan bersih untuk menyempurnakan proses pemesinan.
- Sistem untuk pendinginan. Sistem ini membantu menjaga mesin dari panas berlebih dan memastikan keselamatan pengoperasiannya.
Proses Pemesinan Pelepasan Listrik Langkah demi Langkah
Prinsip Kerja EDM
Langkah 1 – Siapkan barang-barang yang dibutuhkan.
Anda perlu mempersiapkan hal-hal berikut:
- Elektroda.
- Bahan atau benda kerja.
- mesin EDM.
- Pakaian keselamatan (sarung tangan, kacamata)
- Cairan dielektrik.
Langkah 2: Memasang benda kerja dan elektroda
Mulailah dengan memasang benda kerja dan elektroda Anda. Saat memasang ini, pastikan ada jarak yang tersisa. Jadi, ujung elektroda tidak boleh menyentuh benda kerja.
Langkah 3: Menghidupkan dan mematikan pasokan dielektrik
Anda perlu menyalakan suplai dielektrik agar benda kerja dan elektroda terendam dalam cairan dielektrik. Setelah itu, matikan.
Langkah 4: Perintah Pengaturan melalui Unit Kontrol
Memulai perintah untuk memulai pemesinan melalui unit kontrol. Hal ini memastikan jumlah daya yang tepat tercipta agar percikan api yang tepat dapat mengambil alih.
Langkah 5: Tahap Peleburan dan Penguapan
Percikan listrik jika dibangkitkan akan menghasilkan energi panas yang tinggi. Hal ini menyebabkan logam meleleh dan menguap; dengan demikian, pemesinan tercapai.
Perbedaan antara CNC dan EDM
- CNC memerlukan kontak fisik dengan benda kerja, dan EDM tidak memerlukannya.
- Pemotongan CNC dengan alat pemotong yang tajam, sedangkan EDM menggunakan aliran listrik atau percikan api untuk membentuk atau memotong benda kerja.
- Memotong desain yang rumit lebih mudah dengan EDM, sedangkan sangat sulit dengan CNC.
- EDM lebih mahal untuk mesin benda kerja, sedangkan CNC tidak terlalu mahal.
Cara Memilih Mesin Pelepasan Listrik yang Tepat
Berikut beberapa tips untuk memilih EDM yang tepat:
- Anda perlu memeriksa kemampuan mesin terkait lubang lancip.
- Periksa ukuran mesin dan ruang Anda.
- Cairan dielektrik yang digunakannya. Penting bagi Anda untuk menggunakan cairan yang tepat.
- Pastikan struktur perawatannya lancar.
- Bandingkan harga untuk memastikan Anda berinvestasi sesuai anggaran Anda.
- Apakah mudah digunakan? Anda harus mempertimbangkan hal ini dengan matang.
Materi yang dapat Anda Mesin dengan EDM
Meski serba guna, EDM mampu bekerja dengan beberapa material lebih banyak. Di bawah ini adalah:
- Baja- Ini termasuk jenis baja tahan karat dan baja keras yang sangat keras
- Tembaga- Memiliki konduktivitas listrik yang besar
- Aluminium- Tidak berat, tapi sangat kuat
- Inconel- Mampu bertahan terhadap suhu yang ekstrim. Juga, ini adalah paduan nikel
- Kuningan- Pemesinan sangat mudah dengan kuningan.
- Grafit– Bekerja sempurna untuk proses EDM
- Titanium- Tahan korosi dan sangat kuat
- Hastelloy- Sangat tahan terhadap korosi
- Tungsten karbida- Tahan aus dan sangat keras
- Kovar- Paduan ini mampu menahan tingkat ekspansi termal yang berbeda
- Emas
- Perak- Memiliki konduktivitas listrik dan termal yang tinggi.
Perangkat Lunak Terbaik untuk digunakan dalam EDM
Berikut adalah aplikasi terbaik yang dapat Anda gunakan untuk EDM:
- Integrasi CAM dan CAD. Aplikasi ini, jika digabungkan, mampu mengubah desain yang rumit dan rumit menjadi kenyataan. Hal ini dilakukan melalui bimbingan mesin.
- Aplikasi simulasi. Aplikasi ini digunakan untuk memvisualisasikan dan mengoptimalkan seluruh prosedur sebelum dimulai. Ketika ini selesai, Anda akan mengetahui semua kemungkinan inefisiensi atau kesalahan. Jadi, waktu dihemat dan pemborosan material dapat dicegah.
- perangkat lunak CNC. Antarmuka inilah yang menawarkan mesin dengan operasi pemrogramannya. Hal ini memastikan jumlah kontrol pergerakan elektroda yang tepat.
- Proses Pemantauan dan kontrol perangkat lunak. Perangkat lunak ini membantu mengatur arus, tegangan, dan lainnya untuk memastikan hasil kerja sempurna.
- Perangkat Lunak Pembuatan Toolpath. Ini digunakan untuk menghasilkan jalur spesifik yang dapat diikuti oleh alat. Hal ini menyebabkan tingkat akurasi yang tinggi.
Bagaimana EDM Dibandingkan dengan Proses Pemesinan Lainnya
Berikut beberapa hal yang membedakan EDM dengan metode pemesinan lainnya:
- Proses tanpa kontak. EDM bersifat contactless dalam artian, Anda tidak melakukan kontak fisik dengan materi. Percikan atau pelepasan listrik bekerja di sini. Hal ini tidak berlaku untuk metode pemesinan tradisional atau metode pemesinan lainnya.
- Kekerasan bahan. Anda dapat dengan mudah mengerjakan material yang sangat keras dengan menggunakan metode EDM. Sayangnya, metode pemesinan tradisional sulit mencapai hal ini.
- Akurasi dan kerumitan. Jika Anda ingin memiliki bentuk yang rumit dan detail akurat yang sempurna, EDM adalah metode yang tepat. Namun, Anda tidak dapat mengandalkan metode pemesinan tradisional untuk mendapatkan hasil yang sama.
- Penyelesaian permukaan. Tingkat penyelesaian permukaan yang Anda dapatkan dengan EDM akan selalu lebih tinggi. Jadi, Anda tidak memerlukan proses untuk pasca pemesinan. Namun hal ini tidak dapat dikatakan jika menyangkut metode mesin lainnya.
- Keausan alat. Jarang sekali terjadi keausan alat dalam hal EDM dibandingkan dengan proses lainnya. Selain itu, perawatannya tidak rumit dengan EDM.
- Menyiapkan proses. Penyiapan EDM sebagian besar rumit dan menghabiskan banyak waktu. Ini bahkan lebih buruk lagi bila Anda telah menyelesaikan desain yang rumit. Namun, metode pemesinan lainnya tidak.
- Pembatasan bahan benda kerja. EDM mampu bekerja sempurna hanya dengan material yang bersifat konduktif listrik, namun permesinan tradisional mampu menangani berbagai jenis material.
- Biaya operasi. Anda akan menghabiskan lebih banyak uang untuk mengoperasikan EDM dibandingkan dengan metode pemesinan lainnya. Hal ini disebabkan oleh kebutuhan mesin khusus, penggunaan listrik, dan pemeliharaan.
Aplikasi Pemesinan Pelepasan Listrik
Di bawah ini adalah beberapa industri di mana Anda akan menemukan mesin pelepasan listrik yang terutama digunakan:
- Mereka digunakan di sini untuk membuat cetakan untuk suku cadang mobil dan juga cetakan untuk suku cadang mobil.
- Digunakan untuk mengolah bagian-bagian mesin dan bilah turbin.
- Produksi alat dan cetakan. Digunakan untuk membuat prangko, cetakan, dan cetakan.
- Alat kesehatan. Ideal untuk memproduksi perangkat bedah dan implan yang kompleks.
- Bermanfaat dalam membuat suku cadang untuk angin, nuklir, dll.
- Digunakan untuk membuat konektor dan bagian semikonduktor.
- Mesin untuk manufaktur. Untuk mengolah benang, roda gigi, dan komponen mesin unik lainnya.
- Penelitian dan Pengembangan. Ideal untuk prototipe dan kreasi bagian eksperimental.
- Untuk membuat komponen yang digunakan dalam kendaraan serta peralatan militer.
- Ideal untuk membuat komponen dan konektor infrastruktur.
FAQ
Seberapa Akurat EDMnya?
Pemesinan pelepasan listrik mampu mencapai toleransi +/- 0,0002. Hal ini membuatnya sangat tepat dan akurat.
Hasil Akhir Mana yang Dapat Dicapai oleh Pemesinan Pelepasan Listrik?
Pemesinan pelepasan listrik tidak meninggalkan bekas pada benda kerja. Jadi, Anda dapat mengharapkan hasil akhir permukaan yang unggul dengan metode pemesinan ini. Perlu diketahui, tingkat kecepatan potong juga menentukan kesempurnaan hasil akhir.
Kesimpulan
Memahami keunikan proses pemesinan pelepasan listrik tentunya akan membantu Anda. Dalam semua detail yang diberikan, Anda perlu memastikan mesin yang tepat digunakan untuk membuat prosesnya menjadi sangat mudah.
Lebih banyak sumber daya:
EDM Pemberat vs. EDM Kawat – Sumber: TSINFA
EDM Pemberat – Sumber: TSINFA
Pemesinan EDM – Sumber: DIREKTORI IQS
EDM – Sumber: XOMETRY
Pengisian Daya EV– Sumber: BESEN

