
Formage superplastique 101 : un guide détaillé pour les débutants et les experts
Le formage superplastique a permis de produire des pièces aux formes uniques, légères et très résistantes contrairement au moulage.
Cette approche complexe est mise en œuvre dans divers domaines, notamment l'aérospatiale et l'automobile, les dispositifs médicaux et l'électronique grand public.
Qu’est-ce que le formage superplastique ?
Le formage superplastique est une méthode de fabrication dans laquelle une feuille de métal chaude est étirée et moulée en motifs complexes au moyen de la pression d'un gaz.
Vous mettez le métal dans le four à une température qui transforme le métal en un superplastique étiré sans que le métal ne se déchire. Vous suivez cela en utilisant la pression du gaz pour sérier le processus de moulage dans une matrice.
Technique de formage superplastique
Pour ce faire, soit en donnant à la structure de base une forme complexe et détaillée, soit en améliorant la structure de base. Dans les industries aérospatiale et automobile, il est courant de maintenir le poids de la pièce à un faible niveau tout en augmentant la résistance et la capacité.
Avantages du formage superplastique.
Économies de coûts grâce à la formation en une seule partie
Il vous permet non seulement de combiner plusieurs composants en une seule partie, mais également de réduire deux ressources précieuses d'une entreprise.
Cela est dû au fait que les formes fabriquées sont complexes en une seule opération, ce qui entraîne moins de pièces nécessaires à l'assemblage. Moins d’étapes d’assemblage et de coûts de main-d’œuvre associés, ce qui se traduit finalement par d’énormes économies de coûts de production.
Meilleure capacité de production
Cette technologie vous permet de produire des pièces de même taille ou plus grandes, plus solides et plus légères, impossibles à fabriquer avec les méthodes conventionnelles.
Ces composants sont conçus pour être idéaux pour l'aérospatiale, l'automobile et de nombreuses autres industries où le rapport résistance/poids est une question cruciale.
Moins de retour élastique
La déformation superplastique a un faible retour élastique qui garantira que les pièces conservent parfaitement leur forme dans le profil final après avoir été formées.
La capacité de cette fonctionnalité à produire des tolérances étroites et une précision dimensionnelle élevée élimine le besoin d'ajustements ou de reprises après formage.
Exigence d’un seul outil.
Bien que le formage superplastique ne comporte qu'un seul moule, il suit une procédure plus simple avec les outils et réduit les coûts d'outillage. Contrairement aux procédures de mise en forme conventionnelles qui peuvent nécessiter plusieurs outils pour des formes complexes.
Le formage composite superplastique peut créer des formes complexes avec un seul outil, simplifiant ainsi la production et minimisant le coût global.
Formes complexes
Avec le formage superplastique, vous pouvez créer des formes compliquées, difficiles ou impossibles en utilisant des méthodes conventionnelles. Cette technique vous donne la possibilité de créer des pièces aux courbes, angles et détails fins qui répondent généralement aux besoins des conceptions modernes.
Opérations secondaires réduites
Grâce à l'élimination des opérations compliquées d'usinage ou d'assemblage, le formage superplastique acb réduit les normes et les délais de production tout en réduisant les coûts. Cette propriété unique permet de produire des pièces façonnées prêtes à l’emploi, évitant ainsi des étapes inutiles et des pertes de matière.
Propriétés matérielles améliorées
Avec le formage superplastique, vous pouvez conserver l'intégrité structurelle et la résistance du matériau pendant qu'il est façonné pour lui donner une forme particulière.
Cela aboutit à des pièces aux propriétés mécaniques améliorées, telles que des rapports résistance/poids améliorés et des limites d'endurance étendues, conduisant à des performances et une longévité globales du produit.
Caractéristiques de déformation en superplasticité.
· Haute ductilité
Tout en se déformant en superplasticité, les matériaux métalliques démontrent une ductilité inhabituellement élevée, leur permettant de subir de grandes déformations sans se briser.
Grâce à cette fonctionnalité, vous êtes en mesure de créer des formes complexes et d'étirer le matériau pour lui donner des formes tridimensionnelles sans aucune défaillance structurelle.
· Déformation homogène
Superplasticité permet une déformation homogène de tous les composants du matériau, garantissant une forme et une épaisseur uniformes. Pour cette raison, les défauts sont minimisés, des produits finaux qui se déforment de manière homogène sont obtenus et il existe une assurance de propriétés mécaniques de qualité prévisible.
· Faible sensibilité au taux de déformation
Dans un état superplastique, les métaux présentent une faible sensibilité à la vitesse de déformation, ce qui implique qu'ils peuvent conserver leur ductilité dans une large plage de valeurs de vitesse de déformation.
De tels attributs permettent un processus de formage affiné, conduisant à la production d'articles exacts avec la même qualité et la même précision.
· Glissement des limites des grains
Le principal principe de superplasticité est le glissement des joints de grains, qui s'observe soit dans des phases individuelles, soit dans des joints de grains soumis à des contraintes. Cette fonction permet au matériau d'être pressé à basse température et à une vitesse de déformation élevée, et il peut ainsi facilement s'écouler dans le moule pendant le processus de formage superplastique.
· Localisation des flux
La déformation localisée ou la concentration d'écoulement peuvent se produire dans les matériaux superplastiques voisins des caractéristiques géométriques ou des zones de concentration des contraintes. La régulation capillaire par localisation est considérable car elle peut nuire à une déformation uniforme et, à terme, conduire à une défaillance prématurée.
Processus de formage superplastique
Chauffer le matériau
Tout d'abord, vous chauffez la tôle jusqu'à sa température superplastique, qui se situe généralement dans une plage spécifiée en fonction de la composition du matériau.
Cette température est vitale pour démarrer un état superplastique, qui permet au matériau de subir une déformation prolongée sans se fissurer. Le chauffage peut être obtenu soit par chauffage au four, soit par chauffage par induction localisé, ce qui donne une répartition uniforme de la température sur toute la feuille.
Préparation de la matrice de formage
Placez la matrice de formage dans la forme souhaitée du composant final. La mâchoire de la matrice doit être usinée avec précision pour gérer le contour délicat de la pièce et un bon flux de matière, nécessaires au processus de formage. La matrice peut être traitée avec des traitements de surface ou des revêtements spéciaux pour réduire la friction et assurer une libération en douceur de la pièce une fois la procédure terminée.
Placer la feuille chauffante
Positionnez avec précision la tôle chaude dans la matrice de formage en assurant l'alignement et l'orientation pour obtenir la forme cible. La feuille doit être serrée ou maintenue en toute sécurité pour garantir qu'aucun déplacement n'a eu lieu pendant le processus de formage et que, ainsi, la précision de toutes les dimensions a été maintenue.
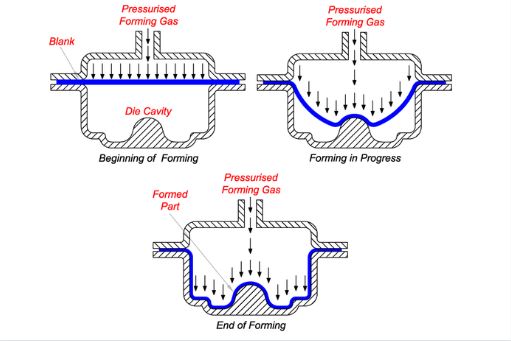
Application de la pression du gaz
Vous faites en sorte que de l'argon ou de l'azote gazeux remplissent la chambre de formage et exercez une pression sur la tôle chauffée. Puisqu’une pression de gaz est appliquée à la feuille, la feuille se déformerait et s’écoulerait dans les contours de la matrice de formage.
Régulez la pression et la distribution des gaz dans le but d’obtenir une déformation uniforme et de maintenir l’intégrité du produit.
Former le composant
Une pression de gaz suffisamment élevée provoque la modification du matériau ; le matériau superplastique s'étire et épouse la forme de la matrice d'essai.
Surveillez attentivement le processus afin que le matériau continue à couler uniformément et évite les défauts défectueux tels que le froissement ou l'amincissement. Modifier les conditions de traitement tout en continuant à améliorer les conditions de formage afin de produire les dimensions de pièce et les spécifications de surface souhaitées.
Refroidissement et retrait du composant
Une fois le processus de formage terminé, abaissez progressivement la température de la pièce formée pour maintenir sa forme et ses propriétés mécaniques stables.
Le refroidissement peut être obtenu par refroidissement manuel ou par trempe, en fonction des spécifications du matériau et de la pièce. Après le processus de refroidissement, retirez lentement la pièce façonnée du moule, en faisant particulièrement attention à éviter les défauts structurels ou les distorsions.
Des opérations de postformage telles que le détourage, la finition ou l'assemblage peuvent être effectuées selon les besoins afin de préparer le composant à son utilisation finale.

Processus de formage superplastique
Facteurs affectant le processus de formage superplastique.
· Température
Vous devez vous assurer que la température du matériau se situe dans sa plage superplastique pour une déformation réussie. À des températures plus élevées, la ductilité est accrue, ce qui diminue la pression d'écoulement et rend le matériau plus ductile.
La température est contrôlée de manière très précise afin d'éviter que la poupée ne devienne trop grosse et ne détériore la qualité matérielle de la pièce.
· Vitesse de déformation
Modifiez la vitesse d'application de l'étirement au matériau. Des vitesses de déformation plus faibles présentent principalement des phénomènes de raffinement de déformation qui favorisent le comportement plastique et, par conséquent, le matériau est capable de s'allonger jusqu'à sa limite. Néanmoins, de faibles taux de déformation peuvent allonger le cycle de formage s'ils sont appliqués de manière extensive.
Ajustez la vitesse de déformation en fonction des caractéristiques du matériau plutôt que de la vitesse de déformation elle-même, et imposez la déformation requise en raison de ses qualités.
· Taille d'un grain
Notez la granulométrie du matériau, car les grains plus fins sont généralement associés à d'excellentes caractéristiques superplastiques.
L'affinage des grains forme une zone de glissement des joints de grains, facilitant la superplasticité en fournissant une déformation uniforme et une répartition uniforme des contraintes.
· Composition du matériau
Choisissez des matériaux avec des composants appropriés pour le formage superplastique, généralement des alliages qui ont une ductilité élevée et une microstructure finement distribuée.
L'alliage a également un impact sur ces attributs en appliquant des modifications chimiques, comme la taille des grains, la stabilité de phase et le mécanisme de déformation. Choisissez certaines des matières premières qui ont une bonne superplasticité et qui sont faciles à façonner.
· Contrôle de la pression et du gaz
Ajustez le débit de gaz et la taille de la porte de fermeture (chambre) pour garantir un écoulement fluide du matériau et qu'il se déforme selon sa forme exacte. Répartir d'abord différentes pressions garantira l'élimination de toute ride ou amincissement de la plaquette. Maintenez les débits et les pressions du processus de formage au maximum et obtenez la pièce avec un niveau de qualité plus élevé.
· Conception d'outillage et de matrices
Obtenez des accessoires de nettoyage et de formage personnalisés, des matrices de moulage qui ont été développées selon les spécifications de formage superplastique.
Définir les étapes de découpe depuis la configuration (façonnage) jusqu'à la finition et le contrôle de la température ; et simplifier le mouvement des matériaux (en les ajustant plus facilement) pour des fréquences sonores plus élevées. Analysez soigneusement les angles de dépouille, les rayons et les lignes de joint pour faciliter le démoulage des pièces formées et éviter les défauts causés par l'outillage.
Différentes techniques de formage superplastique.
Formage par soufflage d'une seule feuille
Feuille simple Formage par soufflage employer un feuille superplastique qui doit être chauffé avant d'être formé dans une seule cavité de matrice avec la pression du gaz. La méthode utilisée est la plus adaptée à la fabrication de pièces de forme simple, et est souvent utilisée pour des prototypes ou une production en faible volume.

Formage par soufflage de feuilles
Formage par soufflage à grande vitesse
En manipulant une pression de gaz rapide, les plastiques flexibles permettent à la personne de reformer le produit rapidement en fonction de sa volonté, à une vitesse considérable. Nous nous attendons donc à ce que la productivité et la durée du cycle augmentent également.

Formage par soufflage à grande vitesse
En raison de l’exemple des robots industriels, la vitesse, le débit et l’efficacité sont les principaux facteurs de préoccupation.
Formation de cavités creuses
Créez des vides ou des creux en devenant fou furieux et en activant des fonctions supplémentaires telles que la fraise en bout à la base de la matrice. Au cours de ce processus, le matériau superplastique est étiré et formé autour des autres pièces en pièces complexes avec des courants internes.
Il est largement utilisé dans la production d'éléments structurels légers produisant des systèmes à cavité creuse, en particulier dans les divisions aéronautique et automobile.

Formation de cavités creuses
Formage multi-feuilles
Appliquez des matériaux superplastiques couplés ensemble et fabriqués simultanément pour produire des structures avec différentes épaisseurs ou résistances matérielles.
Il s’agit de la possibilité d’apporter différents matériaux ou d’ajouter des couches de renfort qui permet d’avoir des composants aux performances et fonctionnalités améliorées.

Formage incrémental de feuilles à plusieurs étapes
Formage rapide du plastique
En réduisant l'apport de chaleur et le temps consacré au traitement, ce qui implique que la quantité d'énergie utilisée serait moindre.
La super plasticité avec des méthodes de chauffage rapide par induction ou par micro-ondes sont les technologies à l'origine du chauffage rapide moulage de plastique Avec des cadences de production élevées tout en conservant les bonnes caractéristiques des pièces, ils semblent être les plus efficaces dans les domaines où des vitesses économiques élevées et une production à grande échelle sont essentielles.

Formage rapide du plastique
Types de matériaux superplastiques.
- Alliages d'aluminium (AA5083 et AA7475.
- Alliage de titane Ti-AI-4V.
- Alliage de magnésium AZ31 (à 425).
- Superalliages à base de nickel.
Limites du formage superplastique
Limites matérielles
Avant de commencer avec la striction dans le formage superplastique, certains matériaux dont vous devez vous soucier lors de la sélection des matériaux ne conviennent à aucun formage superplastique. Certains matériaux n'ont pas de flexibilité ou de granulation requise, importante pour la déformation. Sélectionnez les matériaux en fonction du processus de formage ainsi que des caractéristiques requises pour le composant.
Équipements et installations
Il est important de noter que ce processus nécessite des fonctionnalités telles qu'un équipement et un outillage spéciaux proposés à un prix élevé tant pour l'achat que pour la maintenance.
Analysez l'investissement qui couvre les principales machines, telles que les fours, les presses de formage et les matrices. Avec un risque élevé de maintenance et de remplacement des outils et d’autres coûts de fonctionnement.
Manque de simulation réelle
Assurez-vous de savoir que le SPF est adapté au moulage de formes 3D de complexité simple à modérée et non de pièces exactes symétriques.
Des pièces aussi grandes ou petites qu'elles puissent être et leurs formes complexes pourraient devenir un défi dans le flux uniforme des matériaux ainsi que dans la conception des outils. Vérifier la géométrie et la capacité de formation qui doivent correspondre aux paramètres de l'équipement ainsi qu'aux propriétés des matériaux.
Défis du contrôle des processus.
Assurez-vous de relever le défi des problèmes de contrôle des processus que le formage superplastique peut générer à tout moment, notamment l'uniformité de la température, la répartition de la pression du gaz et la cohérence de la déformation.
Des conditions de formage quasi optimales nécessitent un ajustement précis des paramètres, notamment les vitesses de chauffage, de déformation et de refroidissement, qui sont pour la plupart sujettes à des perturbations, entravant ainsi la cohérence du processus de formage.
Croissance des grains matériels
Dans ce contexte, il faut donc s'assurer que, étant donné qu'ils se forment à des températures élevées, il n'y ait pas de risque de croissance des grains, comme cela pourrait être le cas, et que leurs propriétés seraient diminuées.
Les ultra-distances des grains Mayer peuvent altérer la super plasticité et ainsi provoquer des défauts tels que des fissures et des déchirures. Ralentissez la croissance des grains grâce à des schémas, tels que la plage de température ou le matériau de raffinage, qui améliorent considérablement la structure granulaire du matériau.
Applications pratiques
- Composants aérospatiaux.
- Panneaux de carrosserie automobile.
- Fabrication de dispositifs médicaux.
- Boîtier d'électronique grand public.
- Équipement d'énergie renouvelable.
- Applications de défense et militaires
Conclusion
Le formage superplastique est une technique qui modifie les processus de fabrication, permettant aux entreprises de créer des conceptions sophistiquées. Si vous recherchez des fournisseurs pour investir dans la production de pièces comme dans l'industrie automobile, cette technique rendra votre travail plus efficace.
Davantage de ressources:
Types de machines CNC – Source : TSINFA
Formage du plastique – Source : SCIENCES DIRECTES

