Los mejores consejos para fresar titanio que todo maquinista debería conocer
El titanio es difícil de mecanizar, pero con las habilidades adecuadas se puede lograr. Su resistencia excepcional a altas temperaturas desafía a los maquinistas. Los maquinistas deben comprender estos métodos esenciales para fresar titanio.
1. Elija las herramientas adecuadas para fresar titanio
El paso más importante es optar por herramientas de corte adecuadas para titanio. La dureza del titanio aumenta rápidamente con el aumento de temperatura y tiende a adherirse a los bordes cortantes. Los materiales de herramientas estándar se dañarán rápidamente.
En su lugar, son adecuadas las fresas de metal duro con revestimientos exclusivos. Busque herramientas con mayor número de filos cortantes para una rápida eliminación del material. Las fresas de hélice variable con cinco o más canales funcionan mejor.
Los recubrimientos especiales para herramientas, como el nitruro de titanio y aluminio, ayudan a reducir las temperaturas en la interfaz herramienta-trabajo, dispersando rápidamente el calor.
Aumentan significativamente la vida útil de la herramienta en comparación con las herramientas sin recubrimiento. Al mecanizar titanio con regularidad, invierta en herramientas recubiertas de primera calidad para afrontar menos problemas.

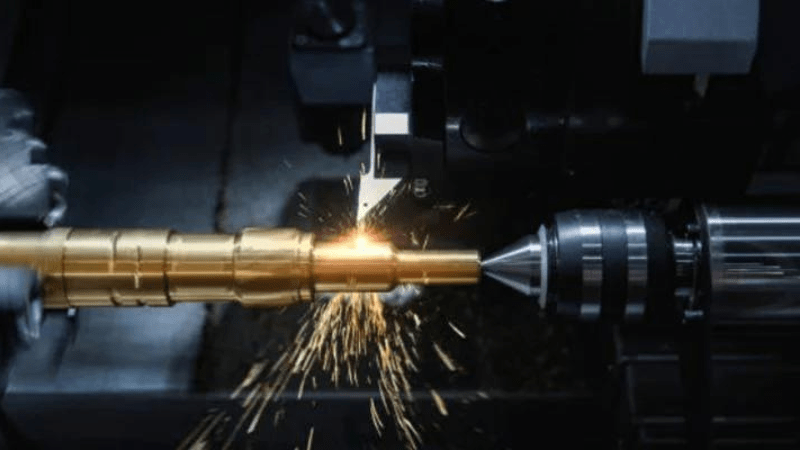
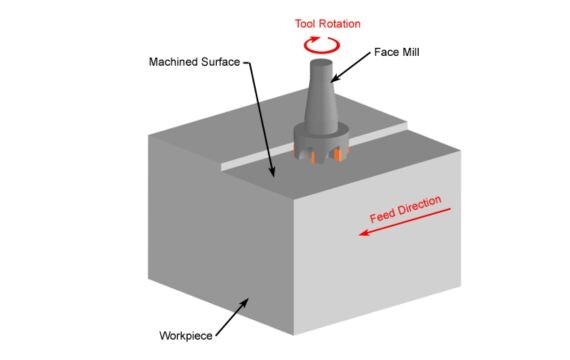
Sistema de herramientas de fresado
2. Conozca los factores que hacen que el titanio sea difícil de obtener Molino/Máquina
Hay seis razones principales por las que el desbaste de titanio 6al4v no es sencillo:
- Generación de calor: como aislante térmico, el calor del corte no se disipa rápidamente. Provoca un rápido endurecimiento por trabajo y desgaste de las herramientas.
- Endurecimiento por trabajo: el material se fortalece sustancialmente al aumentar la temperatura, lo que acorta la vida útil de la herramienta.
- Reactividad química: el titanio forma enlaces fuertes con muchos elementos, lo que genera problemas de adhesión/soldadura.
- Resistencia: Incluso a temperatura ambiente, exhibe una alta resistencia y requiere mayores fuerzas de corte.
- Densidad: Su menor densidad exige parámetros de corte más bajos que otros metales.
- Maquinabilidad: Debido a los factores anteriores, la maquinabilidad es peor que la del acero dulce. Se deben seguir técnicas cuidadosas.
3. Considere la velocidad de fresado y el avance
Se debe prestar mucha atención al establecimiento de la velocidad y el avance óptimos. Generalmente, se debe operar a velocidades más altas del husillo, generalmente entre 3000 y 5000 rpm, para reducir la acumulación de calor.
Corte profundidades radiales modestas de compromiso, aproximadamente del 5 al 15 % del diámetro de la herramienta, realizando pasadas sucesivas y ligeras en lugar de una operación agresiva.
Comience con cargas de chip conservadoras de alrededor de 0,001 a 0,003 pulgadas por revolución y aumentelas gradualmente mientras examina cuidadosamente los resultados.
Realice cortes de prueba para determinar el “punto óptimo” ideal de su combinación de máquina, material y herramienta para obtener la máxima vida útil de la herramienta sin efectos perjudiciales. Ajuste las velocidades y los avances desde un punto inicial de 150-300 SFM y 0,025-0,075 mm/revolución, respectivamente.
4. Utilice un refrigerante adecuado para evitar la acumulación de calor.
Como ya se ha dicho, el calor es el mayor enemigo del rectificado de titanio, mientras que el refrigerante es su mejor amigo. Inunde el área de trabajo con un refrigerante que se disuelva en agua, mejor en una concentración del 10% en lugar del 6% habitual para el acero.
Utilice nebulizadores, chorros o nebulizadores de refrigerante potentes y asegúrese de que haya suficiente presión en la línea de refrigerante para atravesar las superficies de corte.
Esté atento a las temperaturas y actúe rápidamente si comienzan a subir, haciendo cosas como agregar más refrigerante o ralentizar las máquinas y los alimentos.
Para tener éxito, este metal debe tener grandes cantidades de refrigerante constantes para mantener bajas las temperaturas de corte. Al moler titanio, no escatime en enfriamiento.
5. Considere la posibilidad de utilizar fresas de extremo de hélice variable

Cuando se trabaja con titanio, las herramientas de hélice variable son útiles porque pueden cortar suavemente sin ruidos ni vibraciones. Ayudan a distribuir la presión de corte para que no se produzca en una sola dirección. Al mantener la carga de viruta fija a lo largo de las ranuras, la forma de la fresa permite eliminar lentamente los pequeños espesores de viruta.
Para deshacerse del material más rápido, busque diferentes fresas helicoidales con cuatro o más filos de corte precisos. Herramientas con muchas funciones diferentes garantizan un rendimiento estable.
6. Usa picotear Perforación y técnicas de rampa
Se sugieren estos métodos para evitar que el trabajo se complique demasiado y que las herramientas se rompan. Cuando perforas el taladro, tiras hacia atrás parte de la broca y cuando perforas en rampa, bajas lentamente la herramienta dentro del agujero. Ambas formas permiten que las virutas caigan ocasionalmente en lugar de empaquetarse y soldarse dentro de las ranuras debido a la presión de corte constante.
Tenga cuidado al picotear o hacer rampas a una velocidad modesta y avance por orificios sin rebabas. Al cortar titanio, respire profundamente. Correr demasiado rápido sólo causará problemas.
7. Asegure adecuadamente el titanio en el banco de trabajo para evitar vibraciones
El titanio es ligero y resistente, por lo que es esencial sujetar firmemente las piezas de trabajo para obtener superficies lisas que las vibraciones no dañen.
Utilice más de una abrazadera de sujeción para aplicar una presión uniforme sobre una gran área de contacto. No aprietes demasiado la pieza o podrías doblarla accidentalmente. Elija accesorios con las longitudes de sujeción rígidas más cortas posibles para reducir la posibilidad de deflexión. Es posible que desees pensar en cortar a doble cara para que sea menos probable que ambos lados de la culata se muevan. Al fresar titanio ti6al4v, elija máquinas herramienta robustas con alta rigidez radial y axial.
8. Considere el fresado de titanio de alta velocidad
El fresado a altas RPM, como 20.000 o más, funciona bien con el titanio porque evita que el material se caliente demasiado. Cuando se corta más rápido, las virutas son más delgadas y no permanecen en la superficie de la herramienta el tiempo suficiente para transferir calor considerablemente.
Además, los bordes cortantes que tienen menos fuerza y contacto duran más. Las herramientas estándar pueden funcionar bien en el rango de 12.000 a 15.000 RPM, pero el uso de centros de mecanizado de alta velocidad diseñados explícitamente para titanio da mejores resultados. Apunte a las velocidades de corte más rápidas que no causen ruido ni dañen las herramientas o piezas.
Créditos fotográficos del proceso de fresado Red de piezas personalizadas
9. Considere el compromiso radial
Una profundidad de corte radial o contacto con la herramienta de aproximadamente 5 a 15 por ciento es una buena idea. Los bordes se rompen debido a la intensa presión que proviene de las pronunciadas inmersiones radiales. Múltiples pasadas pueden alcanzar profundidades objetivo con menos estrés térmico y mecánico en las herramientas si solo se aplican con cargas de viruta más ligeras.
Este método también suaviza el acabado de la superficie. Cuando comience a mecanizar titanio, comience con poco compromiso y aumente lentamente según cómo reaccionan sus herramientas y material. Esté atento con anticipación a señales como cambios rápidos en la calidad de la superficie o la vida útil de la herramienta que no se puede utilizar.
10. Tome nota de la formación de virutas de gruesas a finas
En el fresado ascendente, la fresa gira en la misma dirección que el avance. Esta es una buena manera de quitar virutas largas y delgadas del objeto. Por otro lado, el fresado tradicional mueve virutas gruesas que quedan atrapadas entre la herramienta y el metal, lo que aumenta el calor y la fricción.
Si puede, haga funcionar el molino trepador más de una vez para atravesar más rápidamente la capa más robusta de titanio que se forma en la superficie durante el pulido. Recuerde que pequeñas diferencias pueden marcar una gran diferencia con este metal; Prestar atención a este consejo para la formación de virutas dará sus frutos significativamente.
11. Preste atención al arco y al chaflán
Iniciar agujeros/ranuras de forma adecuada para evitar impactos contundentes de la herramienta facilita enormemente el mecanizado de titanio. En lugar de detener abruptamente el taladro/fresa en el borde de metal, bájelo gradualmente formando un arco. De manera similar, achaflane los bordes antes de perforar los interiores.
Estas técnicas de entrada transfieren suavemente altas fuerzas y presiones de corte a los bordes de la herramienta sin cargas repentinas que provoquen endurecimiento por trabajo o fracturas. La aplicación de arcos y chaflanes suaves requiere más tiempo, pero vale la pena al disminuir el daño a la herramienta.
12. Desgaste y deflexión de la herramienta
Incluso las herramientas de carburo sólido de primera calidad se desgastan y flexionan rápidamente mientras se fresa con CNC polvo de titanio a temperaturas y cargas de corte de alta velocidad. Supervise las herramientas con frecuencia con un aumento de menor potencia para detectar pequeñas grietas o redondeos de antemano.
Asimismo, verifique que no haya deflexión excesiva al mecanizar grandes profundidades o anchos. Reemplace las cortadoras desgastadas o aplique diseños cónicos hacia atrás al instante para mantener acabados, precisión y vida útil superiores. La detección temprana y el mantenimiento de las herramientas ofrecen una mayor productividad a largo plazo.
13. Busque siempre el consejo de expertos
Consulte a maquinistas de titanio con experiencia siempre que se sienta confundido por tecnicismos. Describa su material, tolerancias deseadas, volúmenes de producción y presupuestos para recibir recomendaciones personalizadas.
Los operadores competentes en el mecanizado de metales reactivos identifican estrategias que normalmente no tienen por qué ser más obvias para los recién llegados. Puntas de valor incalculable cubren todas las facetas, desde velocidades/avances ideales hasta geometrías de herramientas que manejan mejor esa aleación.
Además, los representantes de los principales fabricantes de herramientas de corte le ayudarán con soluciones versátiles y rentables para necesidades perfectamente adaptadas. Subcontratar el fresado de titanio inicialmente a especialistas hasta adquirir suficiente experiencia.
Conclusión
El fresado se puede realizar de forma rápida y precisa incluso en las aleaciones de titanio más duras si se consideran cuidadosamente los consejos de velocidad y selección de herramientas de este artículo. Siempre trate de evitar que el trabajo se vuelva demasiado difícil eliminando rápidamente el calor usando la configuración correcta y mucho refrigerante.
Mantenga las abrazaderas apretadas para que el corte no vibre y vigile la estabilidad de la herramienta. Obtener consejos de maquinistas con mucho conocimiento puede ayudarle a evitar muchos problemas al principio. Utilice lo que ha aprendido de esto para ayudar a que sus proyectos de mecanizado de titanio se realicen sin problemas.
Más recursos:
Fresadoras – Fuentes: TSINFA
Fresado de rosca – Fuente: TSINFA
¿Qué es el fresado? – Fuente: XOMETRÍA
Costo de operación de fresado – Fuente: TSINFA
Fresado dinámico – Fuente: TSINFA
Fresado en ascenso versus fresado convectivo – Fuente: TSINFA
Titanio – Fuente: WIKIPEDIA