Cách cắt ren trái trên máy tiện CNC
Bạn cần hiểu các chu kỳ luồn chỉ, sử dụng chương trình chính xác và làm việc với thiết lập công cụ phù hợp khi cắt ren trái trên Máy tiện CNC. Ngược lại với ren phải tùy chỉnh, bạn cắt ren trái theo cách ngược lại, đòi hỏi một số điều chỉnh. Với hướng dẫn này, bạn sẽ học cách gia công ren trái chính xác.
Ren trái là gì?
Ren trái chỉ đơn giản là ren vít, siết chặt bất cứ khi nào nó quay ngược chiều kim đồng hồ, ngược với ren phải thông thường. Chúng hữu ích trong các ứng dụng mà vòng quay bình thường có thể làm lỏng ren phải, như phụ kiện khí, bàn đạp xe đạp và máy móc quay.
Bạn có thể nhận dạng các ren này thông qua chỉ dẫn “LH” và cần lập trình và công cụ đặc biệt khi gia công trên máy tiện CNC. Ngoài ra, bạn có thể cắt ren trái bằng các công cụ cắt ren tương tự được sử dụng bởi ren phải, tuy nhiên, cần phải điều chỉnh vòng quay của trục chính và hướng của bộ phận cấp liệu. Hiểu được quy trình gia công và toàn bộ mục đích là rất quan trọng để đạt được thành phần ren đáng tin cậy và an toàn trong các ngành công nghiệp khác nhau.
Thiết lập máy tiện CNC cho ren trái
Lựa chọn công cụ cắt phù hợp
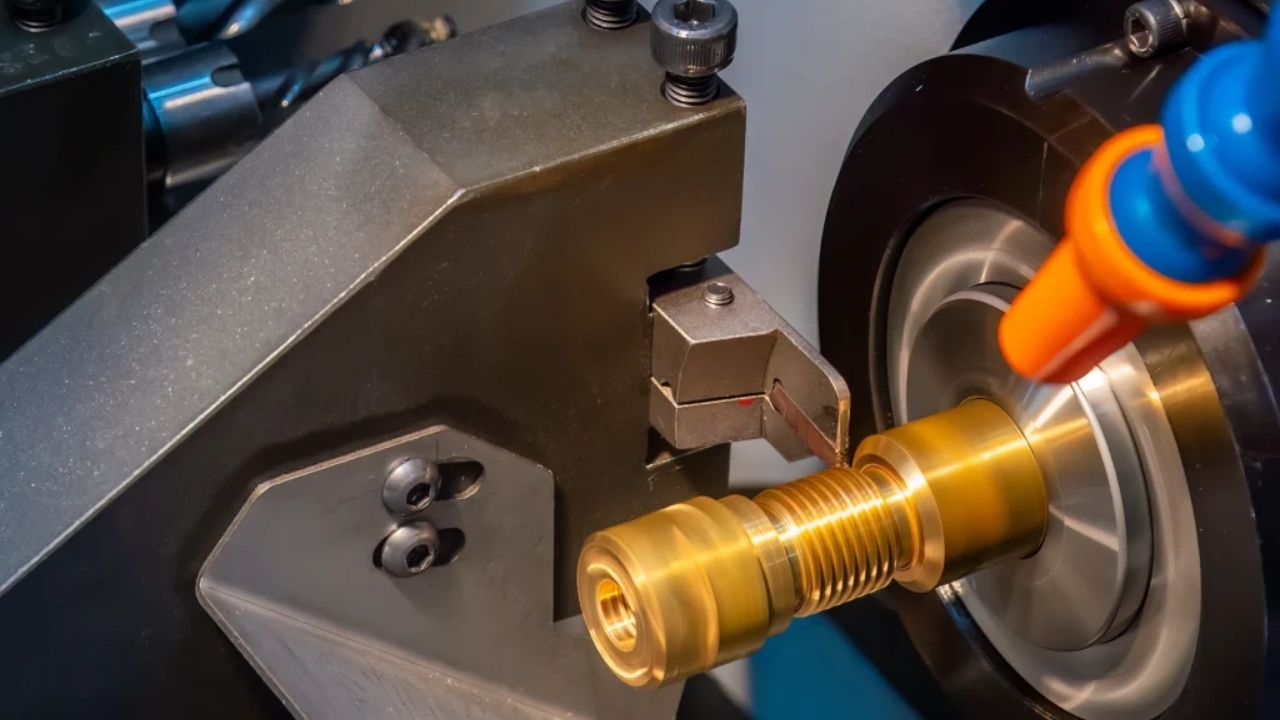
Khi bạn gia công ren trái trên máy tiện, điều quan trọng là bạn phải chọn đúng dụng cụ cắt. Chèn cacbua là lựa chọn đáng cân nhắc hơn do khả năng chịu nhiệt, đặc biệt là khi sử dụng trên các vật liệu cứng hơn.
Thép tốc độ cao Các công cụ (HSS) lý tưởng hơn cho các vật liệu mềm hơn, mặc dù chúng kém bền hơn. Khi sử dụng chèn của bạn, hãy đảm bảo nó có cấu hình ren phù hợp và có thể cắt theo hướng bên trái. Bạn có thể giảm tần suất hao mòn dụng cụ nếu sử dụng một công cụ có hình dạng phù hợp. Điều này cũng giúp tạo ra các ren sạch và chính xác.
Lựa chọn vật liệu phôi
Tốc độ cấp liệu hoặc tốc độ cắt mà bạn sử dụng phụ thuộc vào loại vật liệu được gia công. Ví dụ, thép, một vật liệu cứng, yêu cầu tốc độ chậm hơn và dụng cụ cacbua. Mặt khác, nhôm, một vật liệu mềm, yêu cầu tốc độ cao hơn. Tuy nhiên, bạn cần sử dụng các công cụ sắc bén cho vật liệu này để ngăn ngừa bất kỳ cạnh nào tích tụ. Đối với đồng thau, lý tưởng nhất là sử dụng các công cụ HSS hoặc cacbua để đảm bảo ren hiệu quả. Ngoài ra, bạn cần điều chỉnh các thông số theo các đặc tính của vật liệu.
Độ cứng của máy và khả năng giữ công việc hoàn hảo
Với việc giữ chặt vật liệu thích hợp, bạn có thể ngăn ngừa rung động quá mức. Rung động quá mức có thể ảnh hưởng đến chất lượng ren. Do đó, hãy sử dụng hệ thống kẹp để cố định phôi gia công của bạn một cách hoàn hảo. Ngoài ra, các thanh trượt của máy và dụng cụ phải cứng để đạt được các cấu hình ren chính xác. Với thiết lập ổn định, bạn có thể đạt được các ren trái chất lượng.
Làm thế nào bạn có thể lập trình các luồng tay trái trong G-Code

Bạn cần một số sửa đổi lập trình nhất định khi cắt ren trái. Điều này rất quan trọng để đạt được kết quả chính xác. Ren trái luôn di chuyển về phía mâm cặp. Do đó, chúng cần được điều chỉnh đúng hướng cấp liệu, chuyển động của dụng cụ và vòng quay của trục chính. Trong hướng dẫn này, chúng tôi thảo luận về các lệnh mã G cơ bản và các sửa đổi phù hợp mà bạn cần cho ren trái.
Lệnh G-Code để cắt ren
Nếu bạn đang cắt sợi bằng cách sử dụng mã G, bạn cần biết các lệnh quan trọng để sử dụng. G76, G92 và G32 là các lệnh thường dùng.
- G76 – Đây là chu trình luồn chỉ nhiều lần giúp bạn kiểm soát độ sâu và bước ren chính xác.
- G92 – Lệnh này lập trình thủ công từng lần chạy.
- G32 – Thực hiện các chuyển động luồn chỉ tùy chỉnh.
Những sửa đổi bạn cần thực hiện cho các luồng bên trái
- Đảo ngược trục chính quay: Khi bạn cần chạy trục chính ngược chiều kim đồng hồ, bạn sử dụng M04 thay vì M03
- Thay đổi hướng di chuyển của công cụ:Để thực hiện điều này, hãy di chuyển công cụ từ trái sang phải.
- Đặt vị trí công cụ:Bạn phải thiết lập dụng cụ của mình để cắt ren theo hướng ngược lại để tạo khoảng trống.
Quá trình lập trình và cắt ren trái trên máy tiện sẽ thành công nếu bạn áp dụng các sửa đổi ở trên.
Ví dụ về G-Code cho ren trái

Phân tích từng bước của một chương trình mẫu
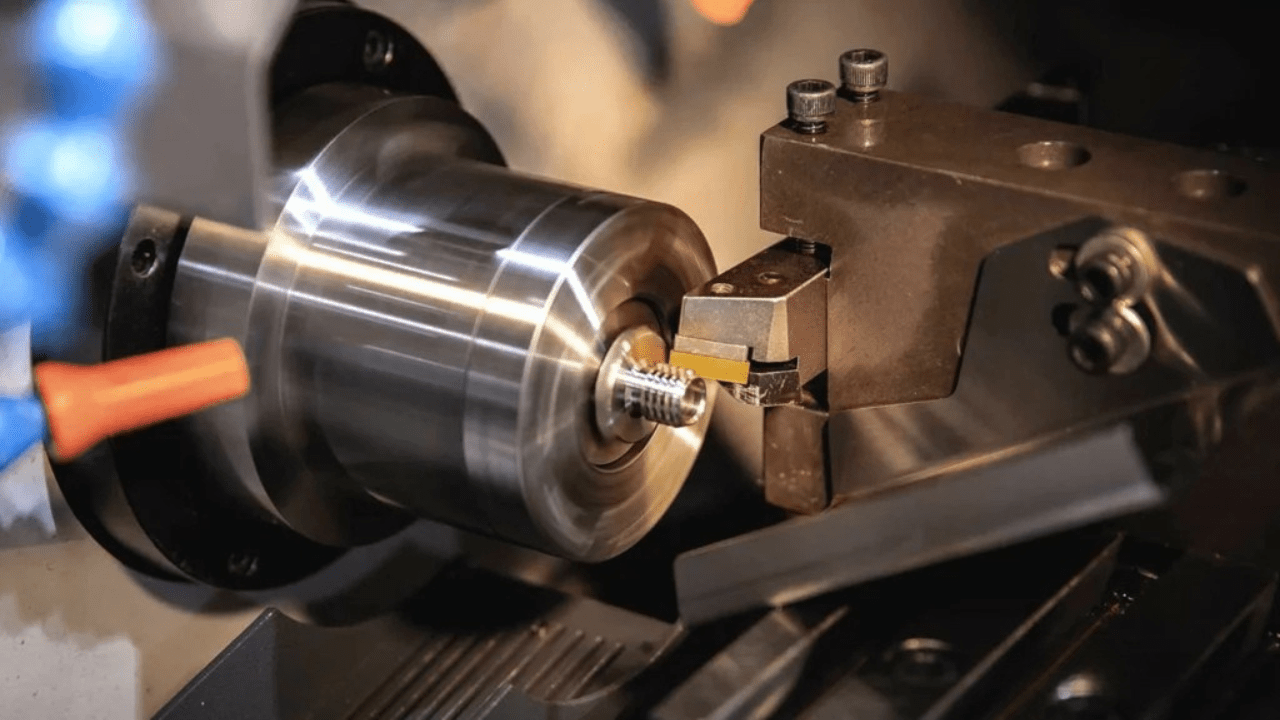
Lập trình ren trái trên máy tiện CNC đòi hỏi phải điều chỉnh vòng quay trục chính, hướng cấp liệu và các thông số chu kỳ cắt ren. Công cụ phải di chuyển từ trái sang phải, cắt về phía mâm cặp. Chương trình bắt đầu bằng cách thiết lập các đơn vị, vòng quay trục chính và định vị công cụ. Sau đó, bạn thực hiện chu kỳ cắt ren bằng lệnh nhiều lần, đảm bảo độ sâu và bước ren chính xác. Cuối cùng, chương trình kết thúc bằng việc thu dao và dừng trục chính.
Các thông số quan trọng bạn nên biết
- Độ sâu của sợi: Tham số này giải thích độ sâu của đường cắt ren trong vật liệu. Bạn cần chỉ định độ sâu gia tăng cho mỗi lần cắt và đường kính cuối cùng của ren.
- Bước ren: Bước ren đo khoảng cách giữa các bước ren. Với bước ren mịn hơn, bạn có thể đạt được các sợi ren khít hơn. Tuy nhiên, bước ren thô cho phép khớp nối nhanh hơn.
- Số lần vượt qua: Với nhiều lần luồn chỉ, vật liệu được loại bỏ dần dần trong khi ngăn ngừa mài mòn dụng cụ. Độ sâu cắt cho mỗi lần luồn chỉ giảm dần khi đạt đến kích thước cuối cùng.
Mẹo khắc phục sự cố bạn nên biết cho lỗi thực thi mã
- Hướng luồng không đúng: Bạn nên di chuyển dụng cụ về phía đầu kẹp. Trục chính cũng nên quay ngược chiều kim đồng hồ.
- Hồ sơ luồng không cân bằng:Nếu bạn thấy dụng cụ chịu áp lực quá lớn, hãy giảm tốc độ chạy dao và điều chỉnh độ sâu cắt.
- Bề mặt hoàn thiện kém:Bạn cần kiểm tra các yếu tố như tốc độ cắt, độ cứng của máy và độ sắc bén của dụng cụ.
Có thể đạt được các luồng bên trái chính xác bằng cách khắc phục sự cố và thiết lập chương trình đúng cách.
Chiến lược và phương pháp cắt tốt nhất là gì?
Các chiến lược cắt phù hợp giúp đạt được các ren trái với ít ứng suất máy và hao mòn dụng cụ hơn. Làm việc với các phương pháp tốt nhất đảm bảo độ khít ren, độ hoàn thiện bề mặt và độ chính xác tốt hơn.
Lựa chọn độ sâu ren tốt nhất
Bạn có thể đạt được độ sâu ren dần dần bằng cách sử dụng nhiều lần cắt để giảm lực cắt và ngăn ngừa gãy dụng cụ. Một chiến lược tuyệt vời là bắt đầu bằng các vết cắt có độ sâu lớn hơn và sau đó giảm dần khi bạn đạt được kích thước cuối cùng. Số lần cắt phụ thuộc vào bước ren, độ cứng của dụng cụ và vật liệu.
Tránh rung lắc và lệch dụng cụ
Độ lệch của dụng cụ dẫn đến chất lượng bề mặt thấp và ren kém chính xác. Để tránh điều này, bạn phải sử dụng thiết lập dụng cụ chắc chắn có độ nhô ra ít hơn. Khi bạn giảm độ sâu cắt cho mỗi lần cắt và duy trì tốc độ nạp tốt nhất có thể, bạn có thể loại bỏ tiếng kêu và kiểm soát độ rung.
Kiểm soát nhiệt bằng chất làm mát
Nhiệt độ quá cao khi luồn chỉ có thể dẫn đến bề mặt hoàn thiện kém và dụng cụ bị mòn. Làm việc với chất làm mát phù hợp (gốc nước hoặc gốc dầu cho nhôm và thép tương ứng) giúp tản nhiệt cũng như rửa trôi phoi. Ngoài ra, điều này làm giảm sự hình thành cạnh tích tụ, do đó đạt được các cấu hình ren sạch hơn và tốt hơn.
Kiểm tra độ vừa vặn của ren bằng thước đo ren
Sau khi cắt xong, hãy kiểm tra kích thước của ren bằng cách sử dụng thước đo phích cắm hoặc vòng. Với cách này, bạn sẽ đảm bảo hoạt động chính xác và vừa vặn hơn, tránh các vấn đề liên quan đến lắp ráp. Nếu quan trọng, hãy tinh chỉnh các lần cắt cuối cùng để đảm bảo độ chính xác.
Những Sai Lầm Thường Gặp Bạn Nên Tránh

Không đảo ngược vòng quay của trục chính
Với ren trái, bạn phải thực hiện xoay trục chính ngược chiều kim đồng hồ. Nếu bạn quên thực hiện điều này, nó sẽ dẫn đến hướng cắt sai, phá hủy ren và gây hư hỏng cho dụng cụ.
Vị trí công cụ không đúng
Nếu bạn không định vị đúng các dụng cụ, bề mặt sẽ không đẹp và ren không đều. Đảm bảo dụng cụ được đặt đúng ở độ cao thích hợp và vuông góc với phôi để có độ chính xác.
Chọn sai góc nạp liệu
Sử dụng góc nạp dao không phù hợp sẽ làm tăng độ rung và mài mòn dụng cụ. Góc nạp dao từ 29 đến 30 độ giúp phân bổ lực cắt đều, do đó cải thiện chất lượng ren và tuổi thọ của dụng cụ.
Phần kết luận
Bạn cần thiết lập các công cụ phù hợp và lập trình hoàn hảo để cắt các ren bên trái trên máy tiện. Ngoài ra, còn có những yếu tố khác mà bạn cần chú ý bao gồm vị trí dụng cụ, sử dụng đúng nhiều lần chạy dao và đảo ngược vòng quay của trục chính. Để đảm bảo vừa vặn, bạn nên kiểm tra ren bằng đúng cỡ ren.
Câu hỏi thường gặp
Làm sao để biết được sợi chỉ dành cho người thuận tay trái?
Rất dễ để nhận dạng ren trái thông qua ký hiệu “LH” của chúng. Ngoài ra, ren trái được cố định ngược chiều kim đồng hồ. Ren trái lý tưởng trong các ứng dụng mà vòng quay bình thường có thể làm lỏng ren phải.
Làm thế nào để tính toán ren CNC?
Để tính bước ren, công thức là 1 / TPI (Số ren trên một inch) trong khi bạn tính tốc độ cấp liệu là Bước ren = Bước ren
Mã ren cho máy tiện CNC là gì?
Các mã gia công thường được sử dụng cho máy tiện CNC là G92, G32 và G76. G92 là mã gia công ren một lần G32 là mã để điều khiển ren thủ công. G76 là mã cho chu kỳ gia công ren nhiều lần.