วิธีการตั้งโปรแกรมเครื่องกลึง CNC – คู่มือฉบับสมบูรณ์
การเขียนโปรแกรมเครื่องกลึง CNC ช่วยให้คุณสามารถดำเนินการตัด การแกะสลัก และการเจาะที่มีความแม่นยำได้
ความจริงแล้ว การเขียนโปรแกรมเครื่องกลึง CNC ต้องใช้ประสบการณ์และความเชี่ยวชาญ เนื่องจากคุณต้องคุ้นเคยกับ การใช้งานเครื่อง CNC และรหัส
ในคู่มือนี้ เราจะสำรวจแนวทางเชิงปฏิบัติโดยละเอียดเกี่ยวกับกระบวนการเขียนโปรแกรมเครื่องกลึง CNC
ลองดูสิ:

ทำความเข้าใจการเขียนโปรแกรมเครื่องกลึง CNC
การเขียนโปรแกรมเครื่องกลึง CNC คือการเขียนโค้ด ซึ่งช่วยให้เครื่องจักรได้รับข้อมูลเกี่ยวกับวิธีการตัด การกลึง ตลอดจนรูปร่างของชิ้นงานของคุณ สำหรับสิ่งนี้ รหัส Gและรหัส M ใช้เพื่ออธิบายการเคลื่อนไหว ความเร็ว และฟังก์ชันการเปลี่ยนเครื่องมือที่ใช้งานบนเครื่องจักร
ในทางอุดมคติทั้งหมดนี้จะอยู่ในหัวข้อกว้างๆ ที่เรียกว่า การควบคุมเชิงตัวเลข-
การเตรียมการสำหรับการเขียนโปรแกรมเครื่องกลึง CNC
1. การเลือกเครื่องกลึง CNC ที่เหมาะสม
มันเป็นของคุณ เครื่องจักรกลซีเอ็นซี ความต้องการที่คุณควรเลือกให้ถูกต้อง เครื่องกลึงซีเอ็นซีเครื่องกลึง CNC มีหลายประเภท เช่น เครื่อง CNC แนวนอน- ซีเอ็นซีแนวตั้ง, และ ประเภท CNC สวิสซึ่งมีข้อดีหลายประการ เครื่องกลึงประเภทสวิสเหมาะอย่างยิ่งสำหรับการสร้างความแม่นยำให้กับชิ้นส่วนขนาดเล็กและซับซ้อน
ในทางกลับกัน เครื่องกลึงแนวนอนช่วยรองรับและทำให้ชิ้นส่วนขนาดใหญ่มีความเสถียรได้ดีกว่า ตัวเลือกของคุณยังขึ้นอยู่กับปัจจัยต่างๆ เช่น กำลังของแกนหมุน ความจุของเครื่องมือ และคุณสมบัติอัตโนมัติ ดังนั้น หากตอบสนองความต้องการด้านการผลิตได้ คุณก็หลีกเลี่ยงการทำงานที่ไม่มีประสิทธิภาพและข้อผิดพลาดที่มีค่าใช้จ่ายสูงจากเครื่องจักรของคุณได้
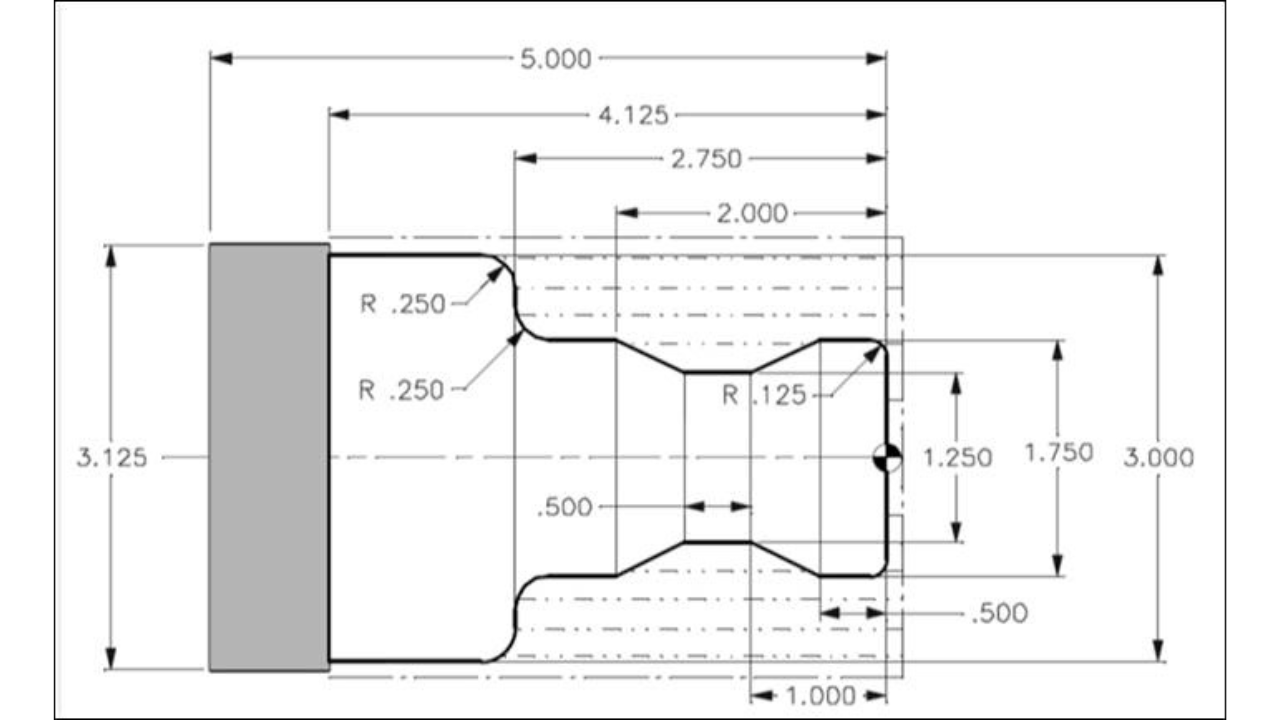
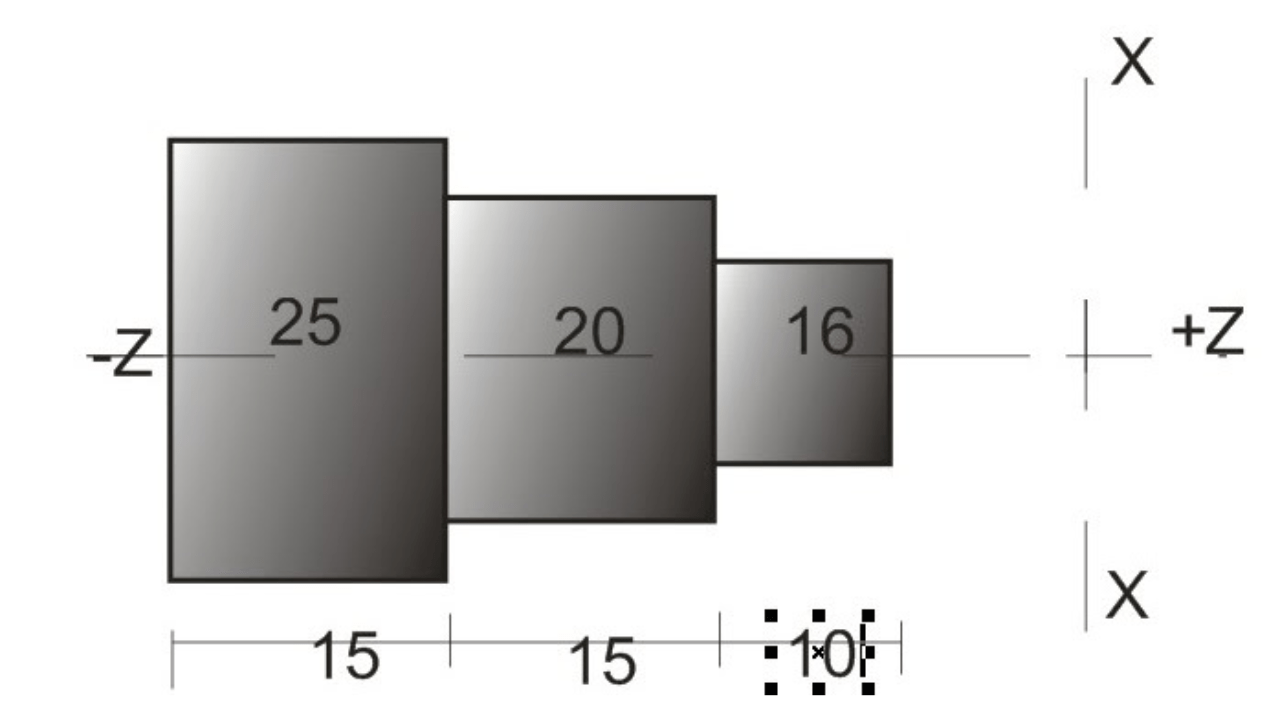
2. ทราบรายละเอียดชิ้นงาน
การเขียนโปรแกรมเครื่องกลึง CNC จำเป็นต้องมีความรู้เบื้องต้นบางประการ รวมถึงความรู้เกี่ยวกับวัสดุและขนาด โดยเฉพาะชิ้นงาน ควรทราบว่าพารามิเตอร์การตัดจะแตกต่างกันระหว่างโลหะ เช่น อะลูมิเนียม เหล็ก และไททาเนียม เมื่อเทียบกับโพลิเมอร์หรือวัสดุผสม
นอกจากนี้ วัสดุแต่ละชนิดยังตอบสนองต่อความร้อนและแรงดันต่างกัน ส่งผลให้อัตราป้อนและการเลือกเครื่องมือได้รับผลกระทบด้วย หากไม่คำนึงถึงปัจจัยเหล่านี้ อาจทำให้เกิดการตัดที่ผิดพลาด ของเสียมากเกินไป หรือเครื่องมือถูกทำลาย
3. การเลือกเครื่องมือที่เหมาะสมสำหรับการตัด
ปัจจัยที่สำคัญที่สุดในการเลือกเครื่องมือตัดคือการเลือกเครื่องมือตัด โดยเลือกที่จับเครื่องมือและเม็ดมีดที่เหมาะสมกับวัสดุของชิ้นงานและประเภทของกระบวนการตัดเฉือนที่เกี่ยวข้อง
เม็ดมีดคาร์ไบด์เหมาะสำหรับการตัดความเร็วสูงมากกว่า และเครื่องมือเหล็กความเร็วสูงจะทำงานได้ดีกว่าในความเร็วในการตัดที่ช้ากว่า เนื่องจากโดยทั่วไปแล้วเม็ดมีดคาร์ไบด์จะมีความยืดหยุ่นมากกว่า
รูปทรงของเครื่องมือ โดยเฉพาะมุมเอียงและตัวหักเศษโลหะยังมีผลต่อการตกแต่งพื้นผิวและการคายเศษโลหะด้วย ดังนั้น การใช้เครื่องมือที่ถูกต้องจะช่วยลดการสึกหรอ ลดระยะเวลาหยุดทำงาน และส่งผลต่อประสิทธิภาพโดยรวมในการตัดเฉือน
4. วิธีการยึดและติดอุปกรณ์
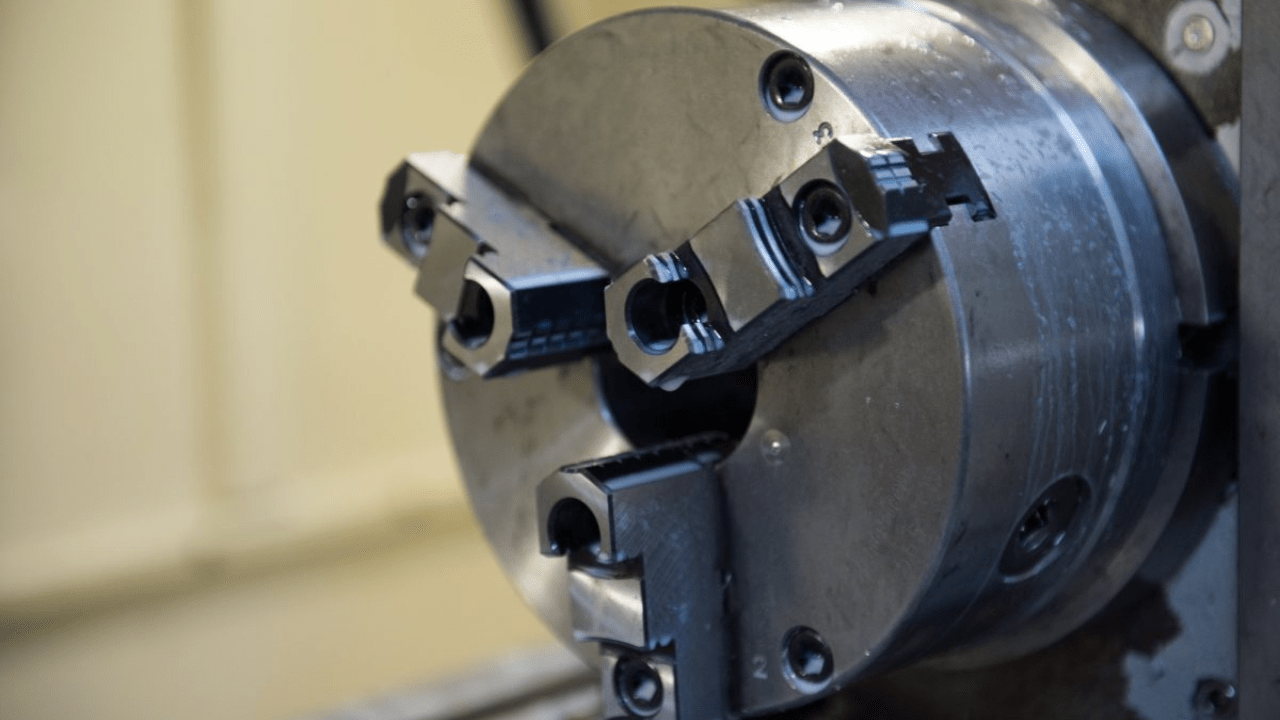
วิธีที่คุณยึดชิ้นงานควรป้องกันการเคลื่อนไหวระหว่างการตัดเฉือนและส่งเสริมความแม่นยำ อุปกรณ์ยึดชิ้นงานประกอบด้วยหัวจับ ปลอกจับ และแผ่นหน้า เป็นต้น ซึ่งทำงานได้ดีที่สุดกับชิ้นส่วนต่างๆ
หัวจับแบบสามขากรรไกรเหมาะสำหรับการจับชิ้นงานทรงกลมทั่วไป ในขณะที่ปลอกจับให้ความแม่นยำสูงกว่าสำหรับชิ้นส่วนขนาดเล็ก ในทางกลับกัน แผ่นหน้าจะยึดชิ้นงานที่มีรูปร่างแปลกๆ ได้
ดังนั้นการยึดชิ้นงานที่ดีจะช่วยลดการสั่นสะเทือน ยึดชิ้นงานให้มั่นคง และป้องกันการจัดตำแหน่งที่ไม่ถูกต้องขณะกลึง หากยึดชิ้นงานไม่ถูกต้อง อาจทำให้เครื่องจักรไม่แม่นยำหรือเสียหายได้
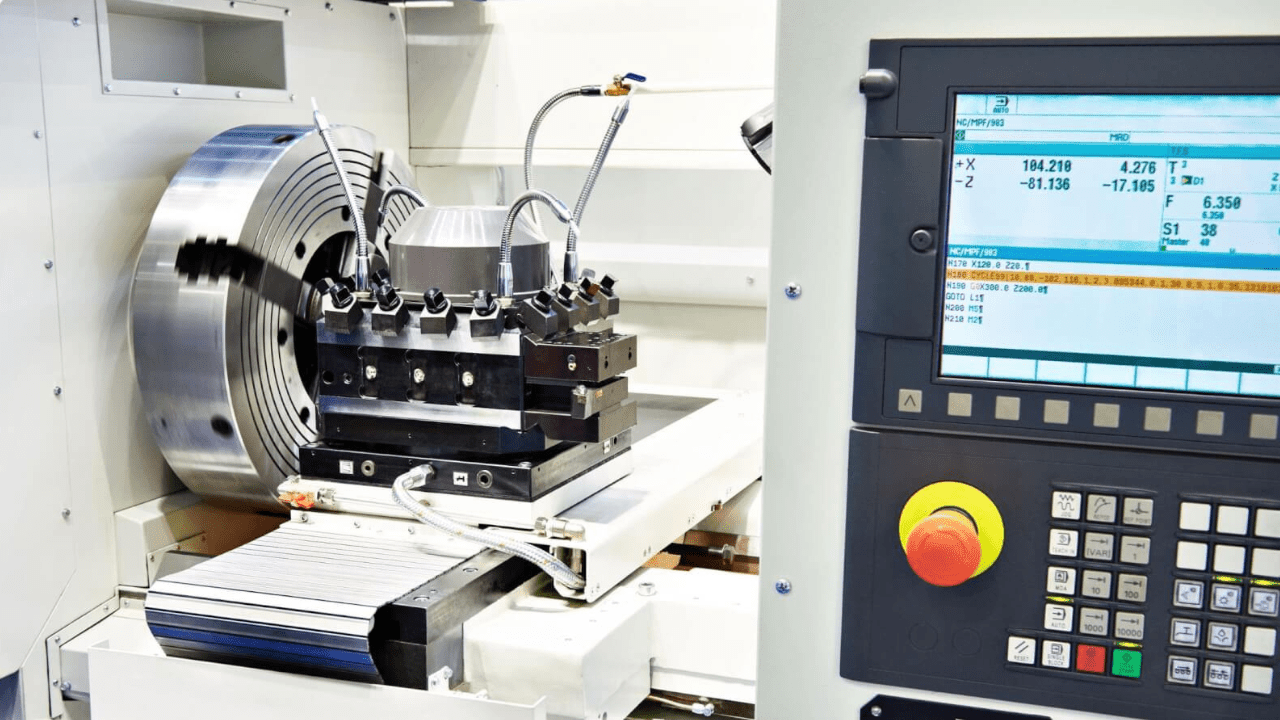
การตั้งค่าเครื่องกลึง CNC
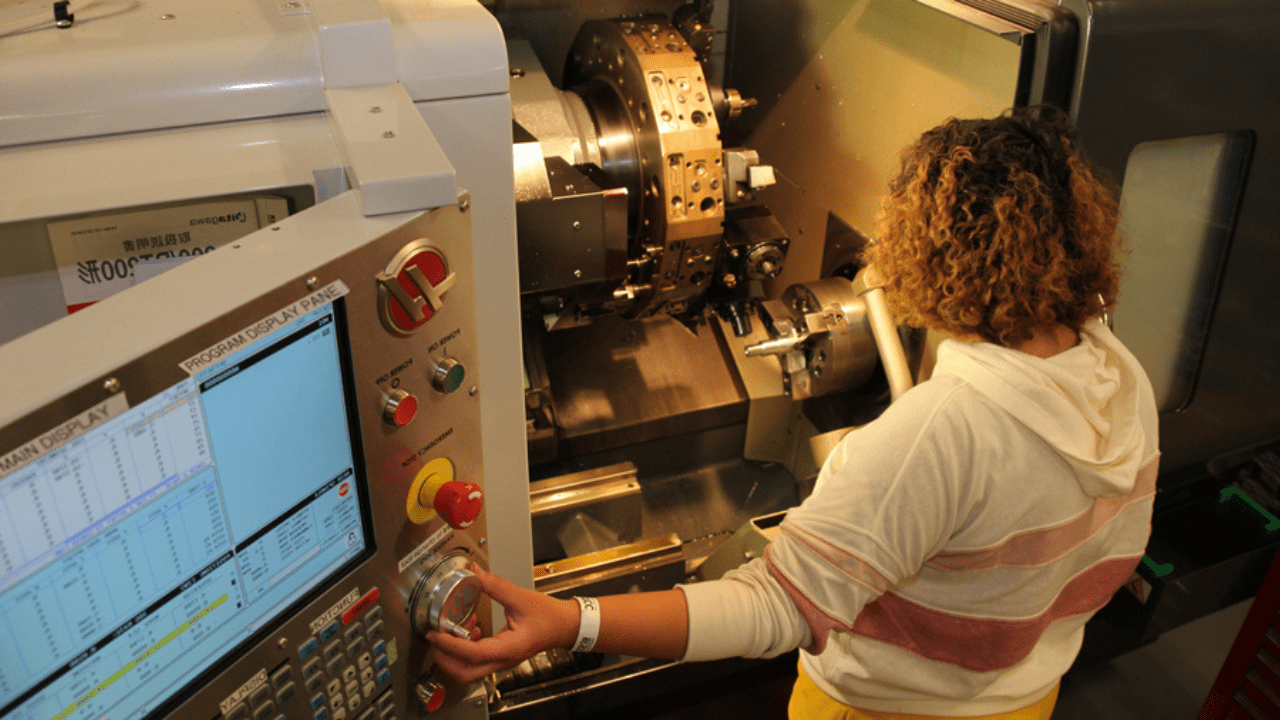
· การเปิดเครื่องและการเริ่มต้นใช้งานเครื่องจักร
ขั้นตอนแรกสุดในการเขียนโปรแกรมและการตัดบนเครื่องกลึง CNC คือการเปิดเครื่อง เมื่อเปิดเครื่องแล้ว ระบบควบคุมจะทำงานผ่านการวินิจฉัยตนเองเพื่อตรวจสอบว่าทุกอย่างทำงานถูกต้อง
ตัวอย่างเช่น กระบวนการกลับสู่ตำแหน่งเดิมเป็นกระบวนการที่เคลื่อนย้ายเครื่องจักรไปยังตำแหน่งอ้างอิง รีเซ็ตแกนและเตรียมพร้อมสำหรับการเคลื่อนไหวที่แม่นยำ การละเลยกระบวนการนี้อาจส่งผลให้เครื่องมือวางผิดตำแหน่งหรือวางตำแหน่งไม่ถูกต้อง ด้วยแผงควบคุม คุณสามารถตรวจสอบการตั้งค่าระบบ ออฟเซ็ตของเครื่องมือ และพารามิเตอร์ของแกนหมุนก่อนเริ่มดำเนินการตัดเฉือน
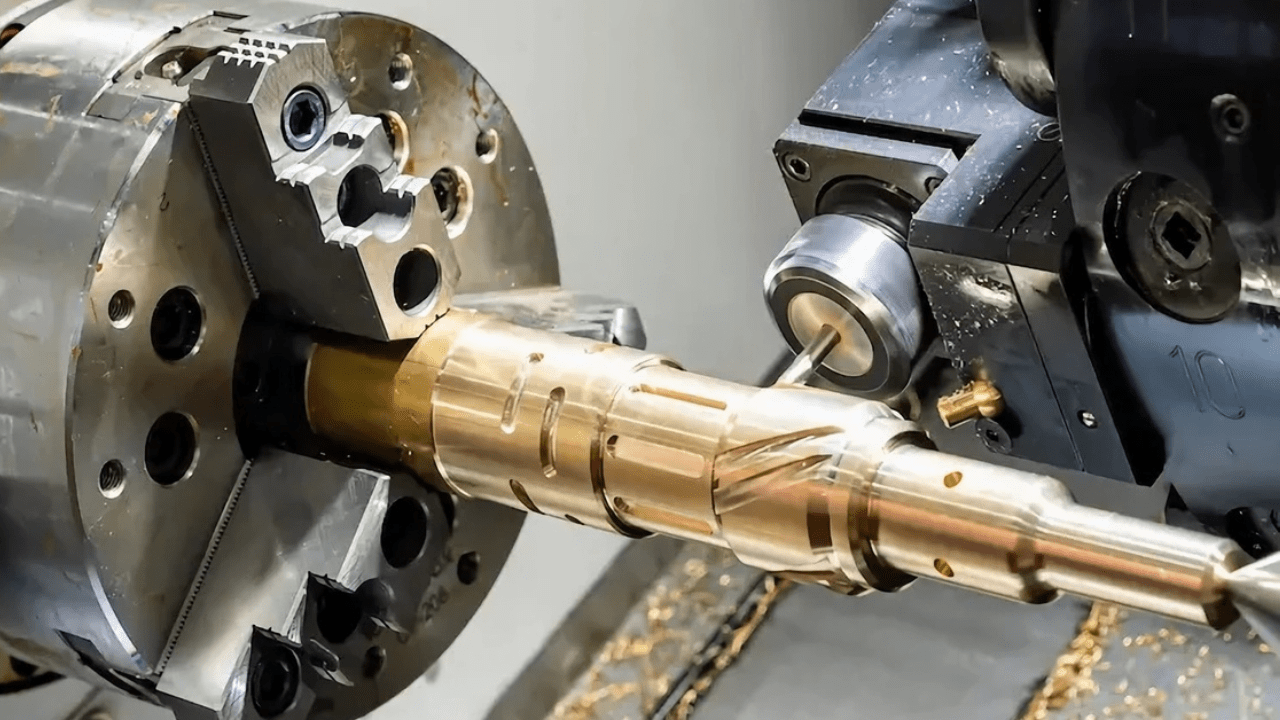
· การโหลดชิ้นงานและการยึดให้ถูกต้อง
การวางตำแหน่งชิ้นงานให้ดีเป็นสิ่งจำเป็นสำหรับการตัดเฉือนที่มีความแม่นยำ โดยวิธีการยึดชิ้นงานจะถูกเลือกขึ้นอยู่กับรูปร่าง ขนาด และประเภทของวัสดุของชิ้นงาน
ตัวอย่างเช่น คุณจะใช้หัวจับสามขากรรไกรในการกลึงชิ้นส่วนกลม แต่จำเป็นต้องใช้หัวจับสี่ขากรรไกรเพื่อยึดรูปร่างที่ไม่สม่ำเสมอเพื่อให้จัดตำแหน่งได้แม่นยำยิ่งขึ้น อย่างไรก็ตาม สำหรับชิ้นส่วนขนาดเล็ก หัวจับแบบปลอกจับจะจับได้อย่างเหมาะสมโดยไม่ต้องใช้แรงกดมากเกินไป ดังนั้น การจัดตำแหน่งที่ดีจะช่วยป้องกันการสั่นสะเทือน ซึ่งเป็นสิ่งสำคัญเพื่อให้แน่ใจว่าการตัดจะราบรื่นและแม่นยำ
นอกจากนี้ แรงยึดจะต้องสมดุลกันเพื่อป้องกันการเสียรูปของชิ้นงาน การยึดมากเกินไปอาจทำให้ชิ้นงานถูกบดอัด ในขณะที่การยึดไม่เพียงพออาจทำให้ชิ้นงานลื่นไถลได้
ดังนั้น คุณควรทดสอบเครื่องกลึงโดยหมุนแกนด้วยมือเพื่อดูว่าชิ้นงานยึดแน่นหรือไม่ หากสังเกตเห็นการเคลื่อนไหวหรือการสั่นคลอนในชิ้นงาน ต้องทำการปรับเปลี่ยนเพื่อหลีกเลี่ยงข้อผิดพลาดในการตัดเฉือน ดังนั้น การยึดจับที่เหมาะสมจะช่วยลดโอกาสที่เครื่องมือจะแตกหักและเพิ่มความแม่นยำของขนาดระหว่างกระบวนการ
· การเลือกเครื่องมือและการตั้งค่าออฟเซ็ตเครื่องมือ
การเลือกเครื่องมือที่เหมาะสมกับงานจะกำหนดประสิทธิภาพในการตัดและการตกแต่งพื้นผิว มีเครื่องมือหลายประเภทที่ทำหน้าที่แตกต่างกัน เช่น การกัดหยาบ การเจาะ การตกแต่ง และการต๊าป
ตัวอย่างเช่น เม็ดมีดคาร์ไบด์มีความทนทานมาก จึงเหมาะสำหรับการตัดโลหะด้วยความเร็วสูง ส่วนเหล็กกล้าความเร็วสูงมีความยืดหยุ่นมากกว่าสำหรับวัสดุที่อ่อนกว่า
ในทางกลับกัน ด้ามจับเครื่องมือมีความจำเป็นสำหรับความเสถียรและการลดการเบี่ยงเบน ดังนั้น การตั้งค่าเครื่องมือที่แข็งแรงจึงช่วยลดการสั่นสะเทือน ทำให้เครื่องมือมีอายุการใช้งานยาวนานขึ้น และให้ผลลัพธ์ที่ทำซ้ำได้
นอกจากนี้ ยังใช้ค่าออฟเซ็ตของเครื่องมือสำหรับการตัดที่แม่นยำ เครื่องมือแต่ละชิ้นจะมีค่าออฟเซ็ตแยกกันซึ่งใช้เพื่อกำหนดตำแหน่งที่แน่นอนของเครื่องมือนั้นเมื่อเทียบกับชิ้นงาน หากไม่ป้อนค่าเหล่านี้ลงในการควบคุม CNC อย่างถูกต้อง จะไม่สามารถรับประกันความลึกของการตัดที่ถูกต้องได้ และอาจเกิดการชนกันได้
เครื่องจักรบางเครื่องมีการวัดเครื่องมืออัตโนมัติโดยใช้หัววัด ในขณะที่บางเครื่องต้องป้อนข้อมูลด้วยมือ การตรวจสอบค่าออฟเซ็ตของเครื่องมือก่อนเริ่มดำเนินการตัดเฉือนใดๆ จะช่วยลดข้อผิดพลาดที่มีค่าใช้จ่ายสูงและรักษาคุณภาพของชิ้นส่วนได้
· การตั้งจุดศูนย์ของชิ้นงาน
การกำหนดศูนย์หมายความว่าเครื่องกลึง CNC สามารถรันคำสั่งที่ตั้งโปรแกรมไว้ทั้งหมดได้อย่างแม่นยำ ซึ่งเป็นข้อมูลอ้างอิงสำหรับเครื่องจักรในการเริ่มตัด เนื่องจากเครื่องกลึงส่วนใหญ่ในปัจจุบันใช้ระบบการชดเชยงาน เช่น G54 ถึง G59 จึงสามารถกำหนดตำแหน่งศูนย์ที่แตกต่างกันได้สำหรับการตั้งค่าต่างๆ
สิ่งสำคัญคือถ้าไม่ได้ตั้งจุดนั้นไว้อย่างถูกต้อง เครื่องมือจะตัดในตำแหน่งที่ผิดและทำให้ชิ้นงานหรืออุปกรณ์เสียหายได้
โดยทั่วไป จุดศูนย์อาจกำหนดได้โดยใช้เครื่องมือสัมผัสหรือตัวค้นหาขอบ ในเครื่องกลึง CNC บางเครื่อง ระบบตรวจสอบอัตโนมัติจะตั้งตำแหน่งนี้อย่างแม่นยำ เมื่อตั้งจุดศูนย์แล้ว เส้นทางเครื่องมือทั้งหมดจะถูกวัดจากการอ้างอิงนี้
หากไม่ทำเช่นนี้ จะทำให้วัดชิ้นส่วนไม่ถูกต้องและสิ้นเปลืองวัสดุ การตั้งค่าอ้างอิงศูนย์อย่างแม่นยำจะช่วยให้มั่นใจว่าชิ้นส่วนได้รับการจัดตำแหน่งอย่างถูกต้องและหลีกเลี่ยงข้อผิดพลาดระหว่างการตัดเฉือน
· การคำนวณความเร็วของแกนหมุนและอัตราป้อน
ความเร็วของแกนหมุนคือความเร็วที่เครื่องมือตัดหมุนในขณะที่อัตราป้อนสอดคล้องกับความเร็วที่เครื่องตัดเคลื่อนที่เข้าไปในวัสดุ คุณควรตั้งค่าพารามิเตอร์ทั้งสองนี้อย่างระมัดระวังเพื่อขจัดวัสดุอย่างมีประสิทธิภาพโดยไม่ทำให้เครื่องมือสึกหรอ
นอกจากนี้ ช่วงที่เหมาะสมยังแตกต่างกันไปตามวัสดุชิ้นงาน ประเภทของเครื่องมือ และการตกแต่งพื้นผิวที่ต้องการ จำเป็นต้องใช้ความเร็วที่ต่ำกว่าสำหรับวัสดุที่แข็งกว่า และสามารถทนต่อความเร็วที่สูงขึ้นสำหรับวัสดุที่อ่อนกว่าได้ โดยไม่เกิดความร้อนสะสม
อัตราป้อนยังส่งผลต่อประสิทธิภาพการตัดและการสร้างเศษโลหะด้วย ดังนั้น อัตราป้อนที่ช้าจะช่วยให้ชิ้นงานมีความเรียบเนียน แต่ก็อาจทำให้เครื่องมือเสียดสี ส่งผลให้มีอายุการใช้งานสั้นลง

การเขียนโปรแกรมเครื่องกลึง CNC
1.รูปแบบและโครงสร้างของโปรแกรม
โปรแกรม CNC ต้องมีรูปแบบที่กำหนดไว้ แต่ละบรรทัดประกอบด้วยรหัส G (คำสั่งการเคลื่อนไหว) และรหัส M (คำสั่งเครื่องจักร) การจัดรูปแบบที่ดีจะช่วยให้ไม่มีข้อผิดพลาดและดำเนินการได้อย่างราบรื่น
2. ความคิดเห็นและเอกสารประกอบ
การเขียนโปรแกรมในรูปแบบคำอธิบายช่วยให้โปรแกรมเมอร์สามารถทำความเข้าใจโค้ดได้ในภายหลัง ตัวอย่างเช่น “TOOL CHANGE FOR ROUGH CUTTING” เป็นการอธิบายว่าคำสั่งนี้ใช้ทำอะไร โปรแกรมที่มีการบันทึกข้อมูลอย่างดีจะช่วยลดโอกาสเกิดความสับสนและจำเป็นอย่างยิ่งในการตรวจจับข้อผิดพลาด
3. รหัส CNC G-Codes และ M-Codes ที่สำคัญ
รหัส G ที่ใช้ในการกลึง (G00, G01, G02, G03)
- G00 – การเคลื่อนไหวรวดเร็ว (การเคลื่อนไหวไม่ตัด)
- G01 – การตัดแบบเส้นตรงด้วยฟีดที่ควบคุมได้
- G02 – การตัดส่วนโค้งตามเข็มนาฬิกา
- G03 – การตัดส่วนโค้งทวนเข็มนาฬิกา
การเคลื่อนย้ายและการวางตำแหน่งเครื่องมือ
- G90 (การวางตำแหน่งสัมบูรณ์): การเคลื่อนไหวจะขึ้นอยู่กับการอ้างอิงจุดศูนย์
- G91 (การวางตำแหน่งเพิ่มขึ้น): การเคลื่อนไหวจะขึ้นอยู่กับตำแหน่งก่อนหน้า
คำสั่งควบคุมแกนหมุนและเปลี่ยนเครื่องมือ (M03, M04, M06)
- M03 – แกนหมุนเปิด (ตามเข็มนาฬิกา)
- M04 – แกนหมุนเปิด (ทวนเข็มนาฬิกา)
- M06 – การเปลี่ยนเครื่องมือ
การสร้างโปรแกรมเครื่องกลึง CNC ขั้นพื้นฐาน
1. คำสั่งการตั้งค่าเริ่มต้น
ก่อนที่จะเริ่มงานกลึง คุณต้องตั้งค่าให้เหมาะสมเพื่อให้ทำงานได้อย่างราบรื่น โปรแกรมเริ่มต้นด้วยคำสั่งเตรียมการเพื่อตั้งค่าเครื่องจักรให้พร้อมสำหรับการทำงาน
ตัวอย่างเช่น G21 ใช้เพื่อตั้งค่าการวัดแบบเมตริก ในขณะที่ G20 ใช้สำหรับการวัดแบบนิ้วเพื่อหลีกเลี่ยงข้อผิดพลาดในการแปลง
นอกจากนี้ จะต้องกำหนดระบบพิกัดการทำงานโดยใช้ G54, G55 หรือค่าชดเชยอื่นๆ ซึ่งจะกำหนดตำแหน่งของชิ้นงานเพื่อให้สามารถเคลื่อนที่ได้อย่างแม่นยำ
การตั้งค่ายังรวมถึงการเปิดใช้งานแกนหมุนและการเลือกเครื่องมือที่เหมาะสมด้วย คำสั่ง M03 จะเปิดใช้งานแกนหมุนตามเข็มนาฬิกา ในขณะที่คำสั่ง M04 จะสั่งให้หมุนทวนเข็มนาฬิกา คุณควรกำหนดความเร็วแกนหมุนด้วยคำสั่ง S ตามข้อกำหนดของการตัดวัสดุ
ยิ่งไปกว่านั้น การเลือกเครื่องมือที่เหมาะสมโดยใช้ T และ M06 จะทำให้เครื่องจักรโหลดเครื่องตัดที่ถูกต้อง คำสั่งเหล่านี้เป็นส่วนสำคัญของกระบวนการตัดเฉือนที่เป็นระเบียบและมีประสิทธิภาพ ซึ่งถ้าไม่มีคำสั่งเหล่านี้ เครื่องจักรก็จะไม่สามารถทำงานอย่างถูกต้องได้
2. คำสั่งการ Roughing Pass และการ Finishing Pass
การทำงานแบบหยาบมีวัตถุประสงค์เพื่อกำจัดสสารส่วนเกินอย่างรวดเร็วและมีประสิทธิภาพ คำสั่งเช่น G00 สำหรับการวางตำแหน่งอย่างรวดเร็วและ G01 สำหรับการเคลื่อนไหวเชิงเส้นที่ควบคุมได้จะถูกนำมาใช้ในการนำทางเครื่องมือตลอดการตัดครั้งแรก
คุณต้องใช้คำสั่ง F เพื่อระบุอัตราป้อนที่เหมาะสมโดยพิจารณาจากความเร็วเทียบกับแรงตัด
ดังนั้นการกลึงหยาบโดยทั่วไปจะต้องมีการเพิ่มความลึกหลายระดับเพื่อลดความเครียดบนเครื่องมือและป้องกันการสะสมของความร้อนที่มากเกินไป
3. การเจาะ การทำเกลียว การทำร่อง
การเจาะนั้นจำเป็นต้องมีตำแหน่งที่แม่นยำและการควบคุมความลึกเพื่อเจาะรูได้อย่างแม่นยำ วงจรการเจาะแบบง่ายจะเปิดใช้งานด้วย G81 ในขณะที่การเจาะแบบจิกจะดำเนินการด้วย G83
นอกจากนี้ คุณต้องระบุความเร็วของแกนหมุน อัตราป้อน และความลึก เพื่อป้องกันการแตกหักของเครื่องมือ การใช้ขนาดดอกสว่านที่ถูกต้องร่วมกับการใช้สารหล่อเย็นอย่างเหมาะสมจะช่วยรักษาคุณภาพของรูและอายุการใช้งานของเครื่องมือให้ยาวนานที่สุด
ดังนั้น การใช้กลยุทธ์ที่ไม่เพียงพอในการเจาะ ส่งผลให้เกิดเศษโลหะสะสม เครื่องมือเบี่ยงเบน และเส้นผ่านศูนย์กลางของรูแตกต่างกัน
การร้อยเกลียวช่วยประสานการหมุนของแกนหมุนและการเคลื่อนที่ของเครื่องมือเข้าด้วยกัน G76 และ G92 จะกำหนดคำสั่งสำหรับการสร้างเกลียวภายนอกหรือภายในที่แม่นยำ เพื่อหลีกเลี่ยงการฉีกขาดของวัสดุและการสึกหรอที่ไม่เหมาะสมของเครื่องมือ คุณต้องควบคุมความลึกในการตัด
สำหรับงานกัดร่อง เครื่องมือยังใช้ในการตัดร่องหรือร่องในชิ้นงานอีกด้วย เครื่องมือได้รับแรงกดน้อยลง และการกำจัดเศษโลหะทำได้ง่ายขึ้นด้วยคำสั่งกัดร่อง G75
4. การใช้ซับโปรแกรมและลูป
โปรแกรมย่อยช่วยลดภาระงานการเขียนโปรแกรมสำหรับกระบวนการตัดเฉือนที่ซ้ำซาก ตัวอย่างเช่น คำสั่ง M98 จะเรียกใช้โปรแกรมย่อยเพื่อให้สามารถใช้ลำดับการตัดที่ป้อนล่วงหน้าซ้ำได้ ช่วยประหยัดเวลาและลดโอกาสที่อาจเกิดข้อผิดพลาดในการเขียนโปรแกรม
ในกรณีของการกลึงชิ้นส่วนที่เหมือนกันหลายชิ้น โปรแกรมย่อยจะรับประกันว่าโค้ดชุดเดียวกันจะถูกนำไปใช้โดยไม่ต้องเขียนโค้ดใหม่ การละเลยการใช้โปรแกรมย่อยมักจะส่งผลให้โปรแกรมยาวขึ้นและยากต่อการดีบักและปรับเปลี่ยนมากขึ้น
นอกจากนี้ ลูปยังช่วยลดความซับซ้อนของการเพิ่มประสิทธิภาพการเคลื่อนที่ของเครื่องมือโดยให้ความสามารถในการทำซ้ำคำสั่งบางคำสั่ง ตัวอย่างเช่น คำสั่ง M99 อนุญาตให้ทำซ้ำโปรแกรมย่อยใดๆ ที่ใช้ในการผลิต ลูปสามารถใช้กับการดำเนินการซ้ำๆ เช่น การเจาะรู การทำเกลียว หรือการทำเส้นขอบ
การป้อนข้อมูลและการจำลองโปรแกรม
1. การถ่ายโอนโปรแกรมไปยังเครื่องกลึง CNC
คุณยังต้องโอนโปรแกรมไปยังเครื่องจักรเมื่อคุณเขียนโปรแกรมเครื่องกลึง CNC เสร็จเรียบร้อยแล้ว การใช้ไดรฟ์ USB การควบคุมเชิงตัวเลขโดยตรง หรือการพิมพ์โดยตรงผ่านแผงควบคุมเป็นวิธีการถ่ายโอนทั่วไปในเครื่องกลึง CNC ส่วนใหญ่
วิธีที่ง่ายและรวดเร็วที่สุดในการอัปโหลดโปรแกรมสำหรับเครื่องเดี่ยวคือผ่านการถ่ายโอน USB Direct Numerical Control เชื่อมต่อเครื่องกลึง CNC เข้ากับคอมพิวเตอร์และอนุญาตให้ถ่ายโอนข้อมูลได้แบบเรียลไทม์
ในทางกลับกัน การป้อนรหัสด้วยตนเองนั้นต้องกดแป้นพิมพ์อย่างระมัดระวังเพื่อหลีกเลี่ยงการทำผิดพลาด แต่การเปลี่ยนแปลงเล็กน้อยสามารถทำได้โดยตรงบนเครื่อง วิธีการถ่ายโอนส่วนใหญ่นั้นขึ้นอยู่กับเวิร์กโฟลว์ของคุณ ความสามารถของเครื่อง และข้อกำหนดที่กำหนดขึ้นตามความซับซ้อนของโปรแกรม
2. การดำเนินการทดลอง
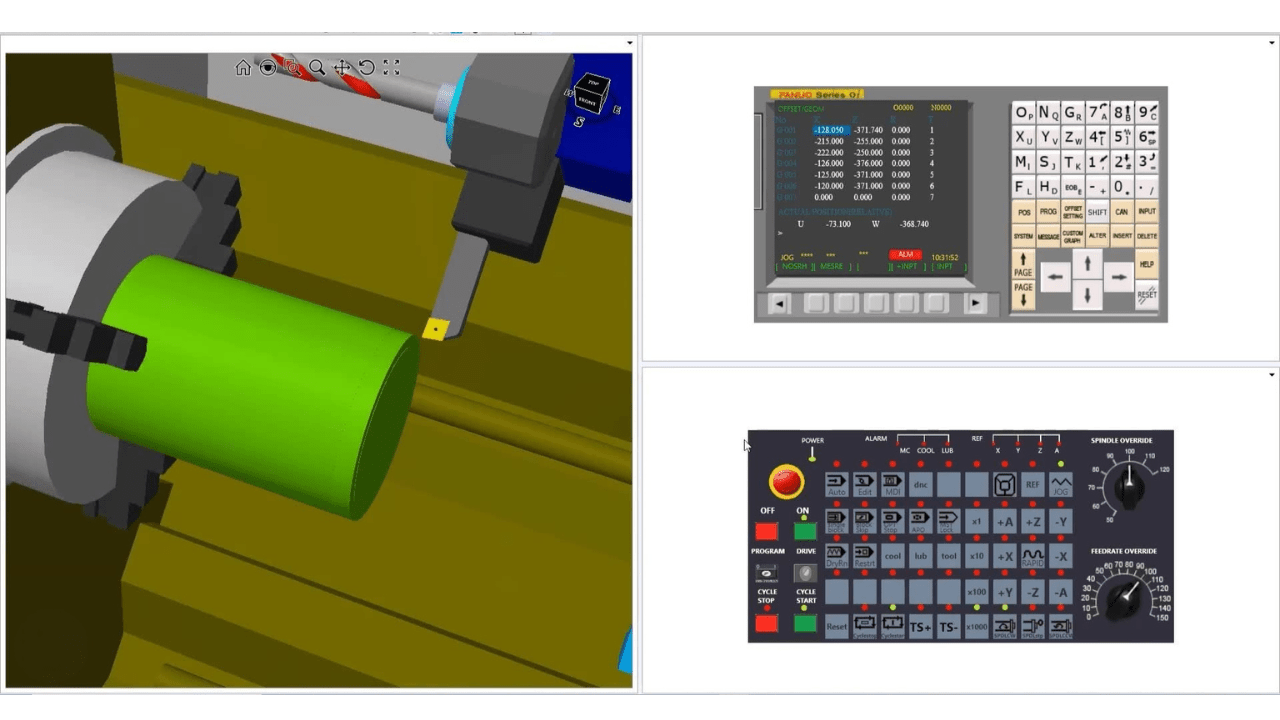
การรันโปรแกรมแบบแห้งก่อนการกลึงชิ้นส่วนจะช่วยตรวจสอบความถูกต้องของการเขียนโปรแกรม การรันโปรแกรมแบบแห้งช่วยให้เครื่องกลึง CNC สามารถรันโปรแกรมได้ในขณะที่ไม่ตัดวัสดุ ทำให้การเคลื่อนไหวของเครื่องมือเป็นไปตามเส้นทางที่ต้องการ
การทดสอบเบื้องต้นจะช่วยค้นหาค่าออฟเซ็ตของเครื่องมือที่ไม่ถูกต้อง พิกัดที่ไม่ถูกต้อง และเครื่องมือขัดข้องโดยไม่คาดคิดจากข้อผิดพลาดในการเขียนโปรแกรม เครื่องกลึง CNC หลายเครื่องมีตัวเลือกการจำลองแบบกราฟิกสำหรับการแสดงภาพการเคลื่อนไหวของเครื่องมือเพื่อให้ตรวจพบข้อผิดพลาดได้ง่ายขึ้น การตรวจจับแต่เนิ่นๆ จะช่วยหลีกเลี่ยงข้อผิดพลาดที่มีค่าใช้จ่ายสูง และความเสียหายต่อเครื่องจักรหรือชิ้นงาน
นอกจากนี้ การทดลองใช้งานจริงจะรวมถึงการตรวจสอบพฤติกรรมของเส้นทางเครื่องมือเพื่อให้การทำงานราบรื่น หากมีการหยุดที่ไม่ต้องการ การกระตุกกะทันหัน หรือใช้ความเร็วที่ไม่ถูกต้องโดยแกนหมุน แสดงว่าเกิดข้อผิดพลาดในการเขียนโปรแกรมและจำเป็นต้องได้รับการแก้ไข
ยิ่งไปกว่านั้น การตรวจสอบอัตราฟีดและการเปลี่ยนแปลงเครื่องมือระหว่างการจำลองจะช่วยให้มั่นใจได้ว่าการทำงานแต่ละอย่างจะดำเนินการตามที่ตั้งใจไว้ ในกรณีที่เกิดข้อผิดพลาด การวิเคราะห์โปรแกรมทีละบรรทัดจะช่วยแก้ไขข้อผิดพลาดได้
3. การดีบักเส้นทางเครื่องมือ
แม้หลังจากการทดสอบใช้งานจริงแล้ว การวิเคราะห์โปรแกรมเพื่อเพิ่มประสิทธิภาพจะช่วยเพิ่มประสิทธิภาพการตัดเฉือนได้ การตรวจสอบเส้นทางเครื่องมือช่วยให้แน่ใจว่าทุกการเคลื่อนไหวจะเคลื่อนที่ไปในเส้นทางที่ตรงและมีประสิทธิภาพมากที่สุด
การดึงเครื่องมือกลับมากเกินไป การเคลื่อนไหวเร็วเกินไป และการเคลื่อนที่ที่ไม่จำเป็น จะทำให้เวลาในการทำงานเพิ่มขึ้นและทำให้เครื่องมือตัดเสียหาย ดังนั้น การปรับเส้นทางเหล่านี้จะช่วยลดเวลาการตัดโดยไม่กระทบต่อความแม่นยำ
นอกจากนี้ การปรับอัตราป้อนและความเร็วของแกนหมุนให้เหมาะกับลักษณะการตัดของวัสดุนั้นๆ ช่วยให้โปรแกรมมีประสิทธิภาพการทำงานที่เหมาะสมที่สุด ดังนั้น การปรับเปลี่ยนเล็กน้อยจะทำให้ผลิตภาพได้เพิ่มขึ้นและมีอายุการใช้งานเครื่องมือที่ยาวนานขึ้น
นอกจากนี้ ขั้นตอนสุดท้ายของการดีบักหมายถึงการค้นหาและแก้ไขข้อผิดพลาดสุดท้ายในโปรแกรม การตรวจสอบ G-code และ M-code อย่างรอบคอบจะช่วยให้มั่นใจได้ว่าคำสั่งต่างๆ จะทำงานตามคำสั่ง การตรวจสอบการเปลี่ยนเครื่องมือที่หายไป เวลาทำงานที่ไม่ถูกต้อง หรือคำสั่งที่ขัดแย้งกันจะช่วยป้องกันการหยุดชะงักที่ไม่จำเป็นในระหว่างการตัดเฉือน
การรันโปรแกรมบนเครื่องกลึง CNC
ตรวจสอบการจัดตำแหน่งของแกนหมุนและชิ้นงานของคุณ รวมถึงจำนวนค่าออฟเซ็ตของเครื่องมือก่อนใช้งาน
· เริ่มกระบวนการกลึงทีละขั้นตอน
ให้เริ่มด้วยการรันทีละขั้นตอนเพื่อให้แน่ใจว่าการเคลื่อนไหวทั้งหมดถูกต้องก่อนที่จะรันโปรแกรมทั้งหมด
· การตรวจสอบการสึกหรอของเครื่องมือ
คอยสังเกตการสึกหรอหรือการแตกหักของเครื่องมืออยู่เสมอ อาจเป็นเพราะต้องปรับอัตราป้อนให้เหมาะสมหรือเครื่องมืออาจสึกหรอจนต้องเปลี่ยนใหม่
· การจัดการกับข้อผิดพลาดที่ไม่คาดคิด
ในกรณีที่มีสัญญาณเตือน คุณควรหยุดเครื่องจักรและวินิจฉัยปัญหาโดยใช้หน้าจอ CNC หรือคู่มือ

การควบคุมคุณภาพหลังการประมวลผล
· การตรวจสอบชิ้นงานที่เสร็จสมบูรณ์
เมื่อใช้คาลิปเปอร์หรือไมโครมิเตอร์ คุณควรเปรียบเทียบขนาดโดยรวมกับขนาดที่เสนอ
· การวัดขนาด
เกจวัดความหยาบมีประโยชน์ในการตรวจสอบการตกแต่งที่เหมาะสม
· การปรับค่าออฟเซ็ต
หากการวัดคลาดเคลื่อนเล็กน้อย คุณควรปรับค่าความคลาดเคลื่อนโดยการเปลี่ยนแปลงการทำงานหรือค่าชดเชยเครื่องมือเพื่อเพิ่มความแม่นยำ
· การบันทึกและเพิ่มประสิทธิภาพโปรแกรมสำหรับการใช้งานในอนาคต
คุณควรเก็บรักษาโปรแกรมการทำงานไว้เสมอและเพิ่มประสิทธิภาพการเขียนโค้ดเพื่อให้ใช้เวลาการทำงานน้อยลง
เทคนิคการใช้เครื่องกลึง CNC ระดับสูงสำหรับการเขียนโปรแกรม
1. การใช้แมโครและพาราเมตริก
คุณสามารถใช้แมโครและการเขียนโปรแกรมพารามิเตอร์เพื่อทำให้งานที่เกิดขึ้นซ้ำๆ เป็นแบบอัตโนมัติได้อย่างง่ายดาย และทำให้โปรแกรมของคุณมีความยืดหยุ่น
แทนที่จะเขียนโค้ดแยกกันสำหรับการดำเนินการที่คล้ายคลึงกันมากหรือน้อย คุณสามารถกำหนดตัวแปรและใช้เงื่อนไขเพื่อให้สามารถสร้างเส้นทางเครื่องมือแบบไดนามิกได้ ซึ่งจะช่วยประหยัดเวลาในการเขียนโปรแกรมและตรวจสอบข้อผิดพลาด นอกจากนี้ ยังช่วยให้ปรับเปลี่ยนขนาดและค่าความคลาดเคลื่อนได้อย่างรวดเร็วโดยไม่จำเป็นต้องเขียนโปรแกรมใหม่ทั้งหมด
2. การใช้ซอฟต์แวร์ CAD CAM
ซอฟต์แวร์ CAD CAM สามารถออกแบบและสร้างโปรแกรม CNC สำหรับการผลิตชิ้นส่วนที่ซับซ้อนมาก ช่วยให้คุณสามารถสร้างแบบจำลองดิจิทัลและสร้างเส้นทางเครื่องมือที่เหมาะสมโดยอัตโนมัติแทนที่จะสร้างการเคลื่อนไหวทุกครั้งในโปรแกรมด้วยตนเอง ดังนั้น คุณจึงสามารถบรรลุความแม่นยำและลดข้อผิดพลาดของมนุษย์ได้ด้วยวิธีนี้
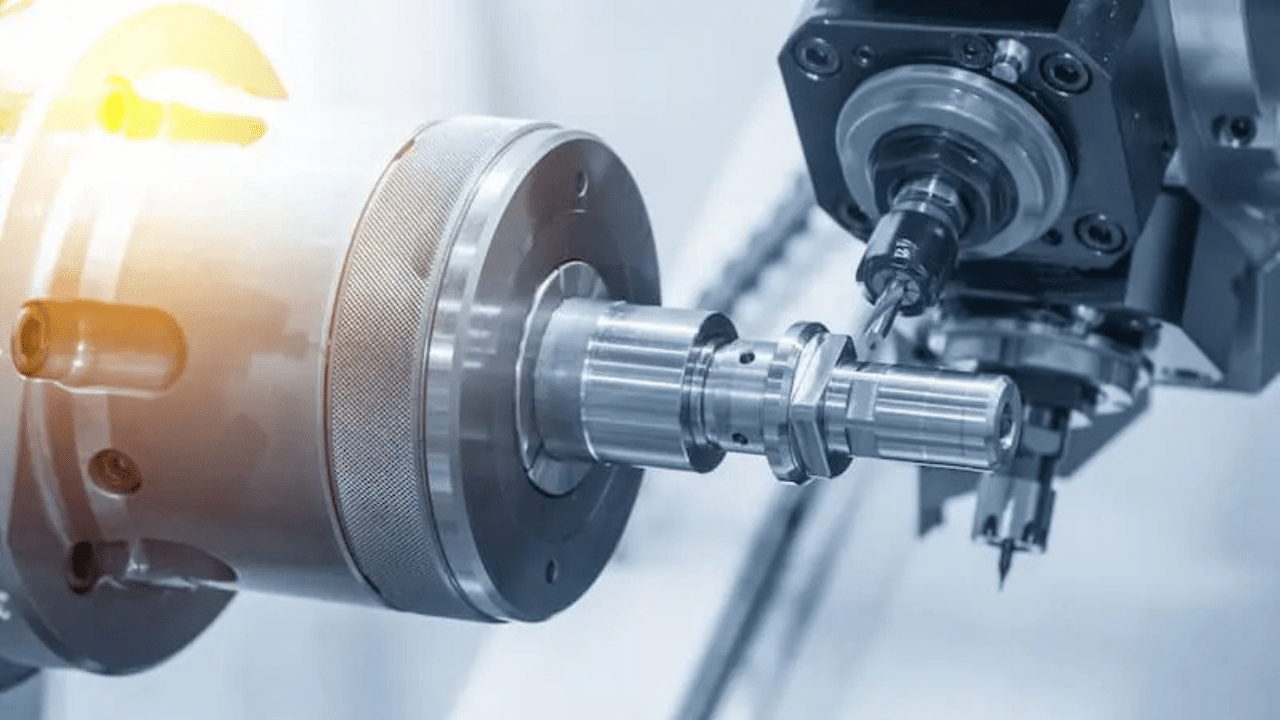
3. การกลึงหลายแกน
สามารถกลึงรูปทรงขั้นสูงได้หลากหลายในคราวเดียวโดยใช้การกลึงหลายแกน แทนที่จะต้องเคลื่อนย้ายชิ้นงานไปยังตำแหน่งต่างๆ การเคลื่อนที่พร้อมกันด้วยแกนจะช่วยให้สามารถกลึง กัด หรือเจาะได้
การผสานเครื่องมือแบบสดช่วยให้สามารถกลึง เจาะ หรือต๊าปได้ ช่วยลดเวลาในการทำงานและการประมวลผลเครื่องจักรเพิ่มเติม ดังนั้น การใช้เทคโนโลยีหลายแกนจึงช่วยเพิ่มความแม่นยำและปรับปรุงประสิทธิภาพการผลิต
4. ระบบอัตโนมัติ
ระบบอัตโนมัติและเครื่องจักรที่ปรับเปลี่ยนได้ทำให้กระบวนการผลิตมีประสิทธิภาพมากขึ้น เครื่องเปลี่ยนเครื่องมืออัตโนมัติร่วมกับเครื่องโหลดแบบหุ่นยนต์ช่วยให้กระบวนการต่างๆ ดำเนินไปอย่างไม่หยุดชะงักโดยลดการสัมผัสของมนุษย์

ข้อผิดพลาดในการเขียนโปรแกรมเครื่องกลึง CNC ทั่วไปและวิธีหลีกเลี่ยง
· การชดเชยเครื่องมือและการตั้งค่าพิกัดไม่ถูกต้อง
การชดเชยที่ผิดจะทำให้เกิดการจัดตำแหน่งที่ไม่ถูกต้องและข้อผิดพลาดในการตัดเฉือน ดังนั้น ควรตรวจสอบค่าต่างๆ เสมอ ก่อนที่จะทำการตัด
· การเลือกฟีดและความเร็วที่ไม่เหมาะสม
การตั้งค่าที่ไม่ถูกต้องจะส่งผลให้ชิ้นงานไม่สวยงามหรือเครื่องมือสึกหรอ ดังนั้น คุณควรปฏิบัติตามคำแนะนำของผู้ผลิต
· การดูแลขั้นตอนด้านความปลอดภัย
การไม่ผ่านขั้นตอนการตรวจสอบความปลอดภัยอาจทำให้คุณได้รับบาดเจ็บหรือทำให้เครื่องจักรเสียหายได้
· การตีความฟังก์ชัน G-Code และ M-Code ไม่ถูกต้อง
ความเข้าใจที่ลึกซึ้งยิ่งขึ้นในแต่ละคำสั่งช่วยป้องกันการเคลื่อนไหวของเครื่องมือที่ไม่สามารถคาดเดาได้
บทสรุป
ความแม่นยำและการตั้งค่าโปรแกรมเครื่องกลึง CNC ต้องใช้สมาธิและความระมัดระวังเป็นอย่างยิ่ง นอกจากนี้ ความรู้เกี่ยวกับ G-code เครื่องมือ และการควบคุมคุณภาพจะช่วยให้คุณพัฒนาโปรแกรมได้อย่างรวดเร็วและไม่มีข้อผิดพลาด
กำลังมองหาผู้เชี่ยวชาญด้านการผลิตและการเขียนโปรแกรมเครื่องกลึง CNC ช่างเทคนิค TSINFA พร้อมให้ความช่วยเหลือ ติดต่อเราตอนนี้-