
Süperplastik Şekillendirme 101: Yeni Başlayanlar ve Uzmanlar İçin Ayrıntılı Bir Kılavuz
Süperplastik şekillendirme, kalıplamadan farklı olarak hafif ve çok dayanıklı, benzersiz formlara sahip parçalar üretmeyi mümkün kılmıştır.
Bu karmaşık yaklaşım, havacılık ve otomotiv, tıbbi cihazlar ve tüketici elektroniği dahil olmak üzere çeşitli alanlarda uygulanmaktadır.
Süperplastik Şekillendirme Nedir?
Süperplastik şekillendirme, sıcak bir metal levhanın gaz basıncı vasıtasıyla gerildiği ve karmaşık tasarımlara kalıplandığı bir üretim yöntemidir.
Metali, metali yırtılmadan gerilmiş bir süper plastiğe dönüştürecek bir sıcaklıkta fırına koyarsınız. Bunu, kalıplama işlemini bir kalıpta seri hale getirmek için gaz basıncını kullanarak takip edersiniz.
Süperplastik Şekillendirme Tekniği
Bunu ya temel yapıyı karmaşık ve ayrıntılı bir şekle sokarak ya da temel yapıyı geliştirerek yapabilirsiniz. Havacılık ve otomotiv endüstrilerinde parçanın ağırlığını düşük tutarken dayanıklılığı ve kabiliyeti artırmak yaygın bir uygulamadır.
Süperplastik Şekillendirmenin Avantajları.
Tek Parçalı Formasyondan Kaynaklanan Maliyet Tasarrufu
Yalnızca birkaç bileşeni tek bir parçada birleştirmenize değil, aynı zamanda bir işletmenin iki değerli kaynağının azaltılmasına da olanak tanır.
Bunun nedeni, üretilen şekillerin tek bir işlemde karmaşık olması ve bunun sonucunda montaj için daha az parçaya ihtiyaç duyulmasıdır. Daha az montaj adımı ve buna bağlı işçilik maliyetleri, sonuçta üretimde büyük maliyet tasarrufu anlamına gelir.
Daha İyi Üretim Yeteneği
Bu teknoloji, geleneksel yöntemlerle üretilmesi mümkün olmayan aynı boyutta veya daha büyük, daha güçlü ve daha hafif parçaları üretmenizi mümkün kılıyor.
Bu bileşenler havacılık, otomotiv ve güç-ağırlık oranının önemli olduğu diğer birçok endüstri için ideal olacak şekilde tasarlanmıştır.
Daha Az Geri Yayılma
Süperplastik deformasyon, parçaların oluşturulduktan sonra nihai profilde şekillerini mükemmel bir şekilde korumasını sağlayacak şekilde düşük bir geri esnemeye sahiptir.
Bu özelliğin yakın toleranslar ve yüksek boyutsal doğruluk üretme yeteneği, şekillendirme sonrası ayarlamalar veya yeniden işleme ihtiyacını ortadan kaldırır.
Tek Alet Gereksinimi.
Süperplastik şekillendirmede tek bir kalıp bulunurken, aletlerle daha basit bir prosedür izlenir ve alet maliyetleri azalır. Karmaşık şekiller için birden fazla araç gerektirebilen geleneksel şekillendirme prosedürlerinin aksine.
Kompozit süperplastik şekillendirme, tek bir aletle karmaşık şekiller oluşturabilir, üretimi basitleştirebilir ve genel maliyeti en aza indirebilir.
Karmaşık Şekiller
Süperplastik şekillendirme ile geleneksel yöntemleri kullanarak karmaşık, zor veya imkansız şekiller oluşturabilirsiniz. Bu teknik size genellikle günümüz tasarımlarının ihtiyaçlarını karşılayan ince kıvrımlara, açılara ve ayrıntılara sahip parçalar yapma yeteneği verir.
Azaltılmış İkincil İşlemler
Karmaşık işleme veya birleştirme işlemlerinin ortadan kaldırılması sayesinde acb süperplastik şekillendirme, üretim normlarını ve sürelerini azaltırken aynı zamanda maliyetlerden de tasarruf sağlar. Bu benzersiz özellik, şekillendirilmiş parçaların kullanıma hazır olarak üretilmesine olanak tanır, böylece gereksiz adımların ve malzeme kaybının önüne geçilir.
Geliştirilmiş Malzeme Özellikleri
Süperplastik şekillendirme ile malzemenin belirli bir forma dönüştürülürken yapısal bütünlüğünü ve gücünü koruyabilirsiniz.
Bu, gelişmiş güç-ağırlık oranları ve genişletilmiş dayanıklılık sınırları gibi artırılmış mekanik özelliklere sahip parçalarla sonuçlanır ve bu da genel ürün performansına ve uzun ömürlülüğe yol açar.
Süperplastisitede Deformasyon Özellikleri.
· Yüksek Süneklik
Süper plastiklikte deforme olurken, metalik malzemeler alışılmadık derecede yüksek süneklik sergiler ve kırılmadan büyük deformasyonlara uğramalarına olanak tanır.
Bu özellik sayesinde karmaşık formlar oluşturabilir ve herhangi bir yapısal bozulma olmadan malzemeyi üç boyutlu şekillere esnetebilirsiniz.
· Homojen Deformasyon
Süperplastisite tüm malzeme bileşenlerinin homojen deformasyonuna olanak tanır ve tek biçimli şekil ve kalınlığı garanti eder. Bu nedenle kusurlar en aza indirilir, homojen deforme olan nihai ürünler elde edilir ve öngörülebilir kalitede mekanik özellik güvencesi sağlanır.
· Düşük Gerinim Oranı Hassasiyeti
Süperplastik durumda metaller çok az gerinim hızı duyarlılığı gösterir, bu da onların sünekliklerini geniş bir gerinim oranı değerleri aralığında tutabilecekleri anlamına gelir.
Bu tür nitelikler, aynı kalite ve hassasiyetle tam parçaların üretilmesine yol açan, ince ayarlı bir şekillendirme işlemine olanak sağlar.
· Tane Sınırı Kayması
Temel süperplastisite prensibi, bireysel fazlarda ya da gerilim altındaki tane sınırlarında gözlenen tane sınırı kaymasıdır. Bu fonksiyon, malzemenin düşük sıcaklıkta ve yüksek gerinim oranında preslenmesini ve böylece süperplastik şekillendirme işlemi sırasında kalıbın içine kolaylıkla akmasını sağlar.
· Akış Yerelleştirmesi
Geometrik özelliklere veya gerilim odak alanlarına komşu olan süperplastik malzemelerde lokal deformasyon veya akış konsantrasyonu meydana gelebilir. Kılcal damarın lokalizasyona göre düzenlenmesi önemlidir çünkü bu, tekdüze deformasyona zarar verebilir ve sonuçta erken arızaya yol açabilir.
Süperplastik Şekillendirme Prosesi
Malzemenin Isıtılması
Öncelikle metal levhayı, malzemenin bileşimine bağlı olarak genellikle belirli bir aralıkta kalan süper plastik sıcaklığına kadar ısıtırsınız.
Bu sıcaklık, malzemenin çatlamadan uzun süreli deformasyona uğramasını sağlayan süperplastik bir durumun başlatılması için hayati öneme sahiptir. Isıtma, fırın ısıtması veya tabaka boyunca eşit bir sıcaklık dağılımı sağlayan lokal indüksiyonlu ısıtma yoluyla elde edilebilir.
Şekillendirme Kalıbının Hazırlanması
Şekillendirme kalıbını son bileşenin istenen şekline yerleştirin. Şekillendirme işlemi için gerekli olan parçanın hassas hatlarını ve iyi malzeme akışını sağlamak için kalıp çenesinin hassas bir şekilde işlenmesi gerekir. Kalıp, sürtünmeyi azaltmak ve işlem tamamlandıktan sonra parçanın düzgün bir şekilde serbest bırakılmasını sağlamak için özel yüzey işlemleri veya kaplamalarla işlenebilir.
Isıtılmış Sacın Yerleştirilmesi
Hedef formu elde etmek için hizalamayı ve yönlendirmeyi sağlayarak sıcak metal levhayı şekillendirme kalıbına tam olarak konumlandırın. Şekillendirme işlemi sırasında hiçbir kaymanın meydana gelmediğinden ve dolayısıyla tüm boyutların doğruluğunun korunduğundan emin olmak için sac güvenli bir şekilde sıkıştırılmalı veya tutulmalıdır.
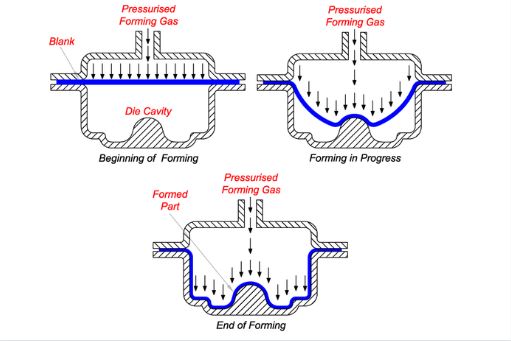
Gaz Basıncının Uygulanması
Argon veya nitrojen gazının şekillendirme odasını doldurmasını sağlarsınız ve ısıtılmış metal levhaya baskı uygularsınız. Tabakaya gaz basıncı uygulandığı için tabaka deforme olacak ve şekillendirme kalıbının dış hatlarına doğru akacaktır.
Eşit deformasyon elde etmek ve ürün bütünlüğünü korumak amacıyla basınç ve gaz dağıtımını düzenleyin.
Bileşenin Oluşturulması
Uygun derecede yüksek gaz basıncı malzemenin kendisini değiştirmesine neden olur; süperplastik malzeme esner ve deneme kalıbının şekline uyum sağlar.
Malzemenin eşit şekilde akmaya devam etmesi ve buruşma veya incelme gibi kusurlu kusurların önlenmesi için süreci dikkatli bir şekilde denetleyin. İstenilen parça boyutlarını ve yüzey özelliklerini üretmek için şekillendirme koşullarını iyileştirmeye devam ederken işleme koşullarını değiştirin.
Bileşeni Soğutma ve Çıkarma
Şekillendirme işlemi tamamlandıktan sonra, şeklini ve mekanik özelliklerini sabit tutmak için şekillendirilen parçanın sıcaklığını kademeli olarak düşürün.
Soğutma, malzeme ve parça özelliklerine bağlı olarak manuel soğutma hızı veya söndürme ile sağlanabilir. Soğuma işleminden sonra, yapısal kusurları veya çarpıklıkları önlemek için şekillendirilmiş parçayı kalıptan yavaşça çıkarın.
Bileşeni son kullanıma hazırlamak amacıyla kırpma, son işlem veya montaj gibi sonradan şekillendirme işlemleri gerektiği şekilde yapılabilir.

Süperplastik Şekillendirme Prosesi
Süperplastik Şekillendirme İşlemini Etkileyen Faktörler.
· Sıcaklık
Başarılı deformasyon için malzemenin sıcaklığının süperplastik aralığında olduğundan emin olmalısınız. Daha yüksek sıcaklıklarda süneklik artar, akış basıncı azalır ve malzeme daha sünek hale gelir.
Dollicle'ın çok büyüyerek parçanın malzeme kalitesini bozmasını önlemek için sıcaklık çok hassas bir şekilde kontrol ediliyor.
· Gerilme oranı
Malzemeye germe uygulama hızını değiştirin. Daha düşük gerinim oranları çoğunlukla plastik davranışı destekleyen gerinim iyileştirme olayını sunar ve dolayısıyla malzeme kendi sınırına kadar uzayabilir. Bununla birlikte, düşük gerinim oranları, kapsamlı bir şekilde uygulandığında şekillendirme döngüsünü uzatabilir.
Gerinim oranını, gerinim oranının kendisi yerine malzeme özelliklerine göre ayarlayın ve nitelikleri nedeniyle gerekli deformasyonu uygulayın.
· Tane büyüklüğü
Malzemenin tane boyutuna dikkat edin çünkü daha ince taneler genellikle mükemmel süperplastik özelliklerle ilişkilendirilir.
Tanelerin incelmesi, tane sınırı kayması bölgesi oluşturur ve eşit bir deformasyon ve düzgün bir gerinim dağılımı sağlayarak süper plastisiteyi kolaylaştırır.
· Malzeme bileşimi
Süperplastik şekillendirme için uygun bileşenlere sahip malzemeleri, genellikle yüksek sünekliğe ve ince dağılmış bir mikro yapıya sahip olan alaşımları seçin.
Alaşımlama ayrıca tane boyutu, faz stabilitesi ve deformasyon mekanizması gibi kimyasal modifikasyonlar uygulayarak bu özellikleri de etkiler. İyi bir süperplastisiteye sahip olan ve şekillendirme dostu olan bazı hammaddeleri seçin.
· Basınç ve Gaz Kontrolü
Malzemenin düzgün akışını ve deforme olmasını sağlamak için gaz akışında ve kapatma kapısının (bölme) boyutunda ayarlamalar yapın. Önce çeşitli miktarlarda basıncın yayılması, herhangi bir kırışıklığın veya ince tabakanın ortadan kaldırılmasını garanti edecektir. Şekillendirme prosesinin akış hızlarını ve basınçlarını en yüksek seviyeye ayarlayın ve parçayı daha yüksek kalitede yapın.
· Kalıp ve Kalıp Tasarımı
Süperplastik şekillendirme spesifikasyonlarına göre geliştirilmiş özel temizleme ve şekillendirme fikstürleri ve kalıplama kalıpları edinin.
Konfigürasyondan (şekillendirmeden), bitirme ve sıcaklık kontrolüne kadar kalıbın adımlarını tanımlayın; ve daha yüksek ses frekansları için malzemelerin hareketini basitleştirin (onları daha düzgün bir şekilde yerleştirin). Şekillendirilmiş parçaların kolayca serbest bırakılmasını kolaylaştırmak ve takımların neden olduğu kusurları önlemek için taslak açılarını, yarıçapları ve ayırma çizgilerini dikkatlice analiz edin.
Süperplastik Şekillendirmede Farklı Teknikler.
Tek Sayfada Şişirme Şekillendirme
Tek yaprak Üfleme Şekillendirme birini işe almak süperplastik levha gaz basıncıyla tek bir kalıp boşluğunda oluşturulmadan önce ısıtılması gereken. Kullanılan yöntem, basit şekilli parçalar yapmak için en iyisidir ve genellikle prototipler veya düşük hacimli üretim için kullanılır.

Sac Üfleme Şekillendirme
Yüksek Hızlı Üfleme Şekillendirme
Hızlı gaz basıncını manipüle eden Esnek plastikler, kişinin ürünü kendi isteğine göre oldukça hızlı bir şekilde yeniden şekillendirmesine olanak tanır. Böylece verimliliğin ve çevrim süresinin de artmasını bekliyoruz.

Yüksek Hızlı Şişirme Şekillendirme
Endüstriyel robot örneği nedeniyle hız, verim ve verimlilik en önemli faktörlerdir.
İçi Boş Boşluk Şekillendirme
Çılgına dönüp kalıbın tabanındaki parmak freze gibi ek işlevleri etkinleştirerek boşluk veya boşluk yaratın. Bu işlem sırasında süperplastik malzeme gerilir ve diğer parçaların etrafında iç akışlarla karmaşık parçalar halinde oluşturulur.
Özellikle hava ve otomotiv bölümlerinde içi boş sistemler üreten hafif yapı elemanlarının üretiminde yaygın olarak kullanılmaktadır.

İçi Boş Boşluk Şekillendirme
Çok Yapraklı Şekillendirme
Farklı kalınlıklara veya malzeme mukavemetlerine sahip yapılar üretmek için bir araya getirilen ve aynı anda üretilen süper plastik malzemeleri uygulayın.
Bu, gelişmiş performans ve işlevselliğe sahip bileşenlere sahip olmayı mümkün kılan, farklı malzemeleri bir araya getirme veya takviye katmanları ekleme yeteneğidir.

Çok Aşamalı Artımlı Sac Şekillendirme
Hızlı Plastik Şekillendirme
Isı alımını ve işlem için harcanan süreyi azaltarak, kullanılan enerji miktarının daha az olacağı anlamına gelir.
Hızlı ısıtma yöntemleri olan indüksiyon ısıtma veya mikrodalga ısıtma ile süper esneklik, hızlı ısıtmanın arkasındaki teknolojilerdir. plastik kalıplama İyi parça özelliklerini korurken yüksek üretim oranlarına sahipler. Hızlı ekonomik hızların ve büyük üretimin kritik olduğu alanlar için en etkili seçenekler gibi görünüyorlar.

Hızlı Plastik Şekillendirme
Süperplastik Malzeme Çeşitleri.
- Alüminyum Alaşımları (AA5083 ve AA7475.
- Titanyum alaşımı Ti-AI-4V.
- Magnezyum alaşımı AZ31 (425'te).
- Nikel bazlı Süperalaşımlar.
Süperplastik Şekillendirmenin Sınırlamaları
Malzeme Sınırlamaları
Süperplastik şekillendirmede boyunlandırma işlemine başlamadan önce dikkat etmeniz gereken bazı malzemeler herhangi bir süperplastik şekillendirmeye uygun olmayan malzeme seçimidir. Bazı malzemelerin deformasyon için önemli olan gerekli esnekliği veya tanecikliliği yoktur. Şekillendirme prosesine ve bileşen için gerekli özelliklere göre malzemeleri seçin.
Ekipman ve tesisler
Bu sürecin, hem satın alma hem de bakım için yüksek bir fiyata sunulan özel ekipman ve aletler gibi özellikler gerektirdiğini unutmamak önemlidir.
Fırınlar, şekillendirme presleri ve kalıplar gibi ana makineleri kapsayan yatırımı analiz edin. Alet bakımı, değişimi ve diğer işletme maliyetleri riski yüksektir.
Gerçek Hayat Simülasyonlarının Eksikliği
SPF'nin simetrik kesin parçalar yerine basit ila orta karmaşıklıktaki 3D şekillerin dökümü için iyi olduğunu bildiğinizden emin olun.
Ne kadar büyük veya küçük olursa olsun parçalar ve bunların karmaşık şekilleri, takım tasarımının yanı sıra tek tip malzeme akışında da zorluk yaratabilir. Ekipmanın parametrelerinin yanı sıra malzemelerin özelliklerine de uyması gereken geometriyi ve oluşum kapasitesini kontrol edin.
Proses Kontrolü Zorlukları.
Sıcaklık eşitliği, gaz basıncı dağılımı ve deformasyon tutarlılığı da dahil olmak üzere, süperplastik şekillendirmenin her zaman oluşturabileceği proses kontrol sorunlarının zorluklarına göğüs gerdiğinizden emin olun.
İdeale yakın şekillendirme koşulları, çoğunlukla kesintilere maruz kalan ısıtma hızları, gerinim hızları ve soğuma hızları gibi parametrelerin hassas şekilde ayarlanmasını gerektirir, dolayısıyla şekillendirme işleminin tutarlılığını engeller.
Malzeme Tahıl Büyümesi
Bu bağlamda yüksek sıcaklıklarda oluştuğundan olabileceği gibi tane büyüme tehlikesinin ortaya çıkmamasına ve özelliklerinin azalmasına dikkat edin.
Mayer taneciğinin aşırı mesafeleri süper plastisiteyi bozabilir ve dolayısıyla çatlak ve yırtılma gibi kusurların ortaya çıkmasına neden olabilir. Malzemenin tane yapısını önemli ölçüde artıran sıcaklık aralığı veya arıtma malzemesi gibi şemalar aracılığıyla tane büyümesini yavaşlatın.
Pratik uygulamalar
- Havacılık Bileşenleri.
- Otomotiv gövde panelleri.
- Tıbbi Cihaz İmalatı.
- Tüketici Elektroniği Muhafazası.
- Yenilenebilir enerji ekipmanları.
- Savunma ve Askeri Uygulamalar
Çözüm
Süperplastik şekillendirme, üretim sürecini değiştiren ve şirketlerin sofistike tasarımlar oluşturmasına olanak tanıyan bir tekniktir. Otomotiv sektörü gibi parça üretimine yatırım yapacak tedarikçi arıyorsanız bu teknik işinizi daha verimli hale getirecektir.
Daha fazla kaynak:
CNC Makine Çeşitleri – Kaynak: TSINFA
Plastik Şekillendirme – Kaynak: SCIENCE DIRECT

