
Superplastic Forming 101: um guia detalhado para iniciantes e especialistas
A conformação superplástica tornou possível produzir peças com formatos únicos, leves e muito resistentes, diferentemente da moldagem.
Esta abordagem complexa é implementada em diversas esferas, incluindo aeroespacial e automotiva, dispositivos médicos e eletrônicos de consumo.
O que é conformação superplástica?
A conformação superplástica é um método de fabricação no qual uma folha de metal quente é esticada e moldada em designs complexos por meio de pressão de gás.
Você coloca o metal no forno a uma temperatura que transforma o metal em um superplástico esticado sem que ele rasgue. Você segue isso usando a pressão do gás para sérier o processo de moldagem em uma matriz.
Técnica de conformação superplástica
Você faz isso transformando a estrutura básica em uma forma complexa e detalhada ou aprimorando a estrutura básica. Nas indústrias aeroespacial e automotiva, é comum manter o peso da peça baixo enquanto aumenta a resistência e a capacidade.
Vantagens da conformação superplástica.
Economia de custos com a formação de peça única
Ele permite não apenas combinar vários componentes em uma parte, mas também diminuir dois recursos preciosos de uma empresa.
Isso se deve ao fato de que os formatos fabricados são complexos em uma única operação, resultando em menos peças necessárias para montagem. Menos etapas de montagem e custos de mão de obra associados, o que, em última análise, se traduz em enormes economias de custos na produção.
Melhor capacidade de produção
Essa tecnologia permite produzir peças do mesmo tamanho ou maiores, mais resistentes e mais leves, impossíveis de fabricar com métodos convencionais.
Esses componentes são projetados para serem ideais para indústrias aeroespaciais, automotivas e muitas outras indústrias onde a relação resistência/peso é uma questão crucial.
Menos retorno
A deformação superplástica possui um baixo retorno elástico que garantirá que as peças mantenham suas formas perfeitamente no perfil final após serem formadas.
A capacidade deste recurso de produzir tolerâncias estreitas e alta precisão dimensional elimina a necessidade de ajustes ou retrabalho pós-formação.
Requisito de ferramenta única.
Embora a conformação superplástica tenha apenas um molde, ela segue um procedimento mais simples com as ferramentas e reduz os custos com ferramentas. Em contraste com os procedimentos convencionais de modelagem que podem exigir múltiplas ferramentas para formas complexas.
A conformação superplástica composta pode criar formas complexas com uma única ferramenta, simplificando a produção e minimizando o custo geral.
Formas Complexas
Com a conformação superplástica, você pode criar formas complicadas, difíceis ou impossíveis usando métodos convencionais. Essa técnica permite fazer peças com curvas, ângulos e detalhes finos que geralmente atendem às necessidades dos designs modernos.
Operações secundárias reduzidas
Através da eliminação de operações complicadas de usinagem ou união, a conformação superplástica ACB reduz as normas e os tempos de produção e, ao mesmo tempo, economiza custos. Esta propriedade única permite a produção de peças moldadas prontas para uso, evitando etapas desnecessárias e perda de material.
Propriedades de materiais aprimoradas
Com a conformação superplástica, você pode manter a integridade estrutural e a resistência do material enquanto ele é moldado em um formato específico.
Isso culmina em peças com propriedades mecânicas aumentadas, como relações resistência-peso aprimoradas e limites de resistência estendidos, levando ao desempenho geral e à longevidade do produto.
Características de Deformação na Superplasticidade.
· Alta ductilidade
Embora se deformem em superplasticidade, os materiais metálicos demonstram uma ductilidade excepcionalmente alta, permitindo-lhes sofrer grandes deformações sem quebrar.
Através deste recurso, você pode criar formas complicadas e esticar o material em formas tridimensionais sem qualquer falha estrutural.
· Deformação Homogênea
Superplasticidade permite a deformação homogênea de todos os componentes do material, garantindo forma e espessura uniformes. Por esse motivo, os defeitos são minimizados, são obtidos produtos finais que se deformam de maneira homogênea e há garantia de propriedades mecânicas de qualidade previsível.
· Baixa Sensibilidade à Taxa de Deformação
Num estado superplástico, os metais apresentam pouca sensibilidade à taxa de deformação, o que implica que podem manter a sua ductilidade dentro de uma ampla gama de valores de taxa de deformação.
Tais atributos permitem um percurso de conformação afinado, levando à produção de peças exatas com a mesma qualidade e precisão.
· Deslizamento do limite de grãos
O principal princípio da superplasticidade é o deslizamento dos contornos de grão, que é observado em fases individuais ou em contornos de grão que estão sob tensão. Esta função permite que o material seja prensado a baixa temperatura e alta taxa de deformação, podendo assim fluir facilmente para o molde durante o processo de formação superplástica.
· Localização de fluxo
A deformação localizada ou concentração de fluxo pode ocorrer nos materiais superplásticos vizinhos às características geométricas ou áreas de foco de tensão. A regulação capilar por localização é considerável, pois pode ser prejudicial à deformação uniforme e, em última análise, levar à falha prematura.
Processo de formação superplástica
Aquecendo o material
Primeiro, você aquece a chapa metálica até sua temperatura superplástica, que geralmente fica dentro de uma faixa especificada, dependendo da composição do material.
Esta temperatura é vital para iniciar uma condição superplástica, que permite ao material sofrer deformações prolongadas sem rachar. O aquecimento pode ser obtido através do aquecimento do forno ou do aquecimento por indução localizada, o que proporciona uma distribuição uniforme da temperatura por toda a chapa.
Preparando a matriz de formação
Coloque a matriz de formação no formato desejado do componente final. A mandíbula da matriz deve ser usinada com precisão para lidar com contornos delicados da peça e bom fluxo de material, necessários para o processo de conformação. A matriz pode ser tratada com tratamentos de superfície ou revestimentos especiais para reduzir o atrito e garantir uma liberação suave da peça após a conclusão do procedimento.
Colocando a Folha Aquecida
Posicione com precisão a chapa de metal quente na matriz de formação, garantindo alinhamento e orientação para obter a forma desejada. A folha deve ser fixada ou segurada com segurança para garantir que não ocorra nenhum deslocamento durante o processo de conformação e, assim, a precisão de todas as dimensões tenha sido mantida.
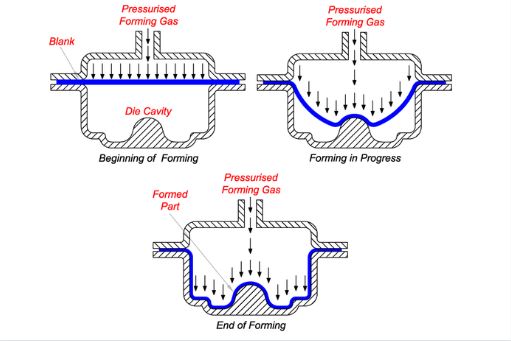
Aplicando Pressão de Gás
Você faz com que o gás argônio ou nitrogênio preencha a câmara de formação e pressione a chapa de metal aquecida. Uma vez que existe pressão de gás aplicada à folha, a folha deformar-se-ia e fluiria para dentro dos contornos da matriz de formação.
Regular a pressão e a distribuição de gás com o objetivo de obter deformação uniforme e manter a integridade do produto.
Formando o Componente
A alta pressão apropriada dos gases faz com que o material se modifique; o material superplástico se estica e se adapta ao formato do molde de teste.
Supervisione o processo cuidadosamente para que o material continue a fluir uniformemente e evite defeitos como enrugamento ou afinamento. Altere as condições de processamento enquanto continua a melhorar as condições de conformação para produzir as dimensões das peças e especificações de superfície desejadas.
Resfriando e removendo o componente
Uma vez concluído o processo de conformação, abaixe gradativamente a temperatura da peça conformada para manter sua forma e propriedades mecânicas estáveis.
O resfriamento pode ser obtido por taxa de resfriamento manual ou têmpera, dependendo das especificações do material e da peça. Após o processo de resfriamento, retire lentamente a peça moldada do molde, com especial atenção para evitar defeitos estruturais ou distorções.
Operações de pós-formação como corte, acabamento ou montagem podem ser realizadas conforme necessário para preparar o componente para seu uso final.

Processo de formação superplástica
Fatores que afetam o processo de conformação superplástica.
· Temperatura
Você deve garantir que a temperatura do material esteja dentro da faixa superplástica para uma deformação bem-sucedida. Sob temperaturas mais altas, a ductilidade aumenta, diminuindo a pressão do fluxo e tornando o material mais dúctil.
A temperatura está sendo controlada com muita precisão para evitar que o boneco cresça muito e deteriore a qualidade do material da peça.
· Taxa de deformação
Altere a velocidade de aplicação do alongamento ao material. Taxas de deformação mais baixas apresentam principalmente fenômenos de refinamento de deformação que favorecem o comportamento plástico e, portanto, o material é capaz de se alongar até o seu limite. No entanto, baixas taxas de deformação podem prolongar o ciclo de conformação se aplicadas de forma extensiva.
Ajuste a taxa de deformação pelas características do material, e não pela própria taxa de deformação, e imponha a deformação necessária devido às suas qualidades.
· Tamanho de grão
Anote o tamanho do grão do material porque grãos mais finos geralmente estão associados a excelentes características superplásticas.
A colagem dos grãos forma uma zona de deslizamento dos limites dos grãos, facilitando a superplasticidade ao proporcionar uma deformação uniforme e uma distribuição uniforme de deformações.
· Composição material
Escolha materiais com componentes adequados para conformação superplástica, geralmente ligas que possuem alta ductilidade e microestrutura finamente distribuída.
A liga também impacta esses atributos através da aplicação de modificações químicas, como o tamanho do grão, a estabilidade de fase e o mecanismo de deformação. Escolha algumas das matérias-primas que tenham uma boa superplasticidade e sejam fáceis de modelar.
· Controle de Pressão e Gás
Faça ajustes no fluxo de gás e no tamanho da comporta de fechamento (câmara) para garantir o fluxo suave do material e que ele se deforme no formato exato. Espalhar várias quantidades de pressão primeiro garantirá a eliminação de qualquer enrugamento ou afinamento do wafer. Mantenha as taxas de fluxo e as pressões do processo de conformação sintonizadas ao máximo e torne a peça com maior nível de qualidade.
· Projeto de ferramentas e matrizes
Obtenha acessórios personalizados de limpeza e conformação, matrizes de moldagem que foram desenvolvidas de acordo com as especificações de conformação de superplásticos.
Definir as etapas da matriz desde a configuração (modelagem) até o acabamento e controle de temperatura; e simplificar o movimento de materiais (encaixá-los de forma mais suave) para frequências sonoras mais altas. Analise cuidadosamente os ângulos de inclinação, raios e linhas de partição para facilitar a liberação das peças formadas e evitar defeitos causados pelas ferramentas.
Diferentes Técnicas de Conformação Superplástica.
Formação por sopro de folha única
Folha única Formação de sopro empregar um folha superplástica que tem que ser aquecido antes de ser formado em uma única cavidade de matriz com a pressão do gás. O método usado é melhor para fazer as peças com formato simples, e frequentemente protótipos ou produção de baixo volume é o que ele é usado.

Formação de sopro de folha
Formação por sopro em alta velocidade
Ao manipular a pressão rápida do gás, os plásticos flexíveis permitem que a pessoa reforme o produto rapidamente de acordo com sua vontade, em uma velocidade considerável. Assim, esperamos que a produtividade e o tempo de ciclo também cresçam.

Formação de sopro de alta velocidade
Devido ao exemplo do robô industrial, a velocidade, o rendimento e a eficiência são os fatores de preocupação mais predominantes.
Formação de cavidade oca
Faça vazios ou vazios enlouquecendo e ativando funções adicionais, como fresa de topo na base da matriz. Durante este processo, o material superplástico é esticado e formado em torno das outras partes em peças complexas com fluxos internos.
É amplamente utilizado na produção de membros estruturais leves, produzindo sistemas de cavidades ocas, especialmente nas divisões aérea e automotiva.

Formação de cavidade oca
Formação de múltiplas folhas
Aplicar materiais superplásticos acoplados e fabricados simultaneamente para produzir estruturas com diferentes espessuras ou resistências materiais.
É a capacidade de trazer diferentes materiais ou adicionar camadas de reforço que permitem ter componentes com melhor desempenho e funcionalidade.

Formação incremental de folhas em vários estágios
Formação rápida de plástico
Ao reduzir a ingestão de calor e o tempo gasto no processamento, implicando que a quantidade de energia utilizada seria menor.
A super plasticidade com métodos de aquecimento rápido de aquecimento por indução ou aquecimento por microondas são as tecnologias por trás do aquecimento rápido moldagem de plástico com altas taxas de produção, mantendo as boas características das peças. Parecem ser os mais eficazes para áreas onde altas velocidades econômicas e alta produção são cruciais.

Formação rápida de plástico
Tipos de materiais superplásticos.
- Ligas de alumínio (AA5083 e AA7475.
- Liga de titânio Ti-AI-4V.
- Liga de magnésio AZ31 (a 425).
- Superligas à base de níquel.
Limitações da conformação superplástica
Limitações materiais
Antes de começar com o estreitamento na conformação superplástica, alguns materiais que você precisa se preocupar com a seleção do material não são adequados para nenhuma conformação superplástica. Certos materiais não possuem flexibilidade ou granulação necessária, o que é importante para a deformação. Selecione os materiais com base no processo de conformação, bem como nas características necessárias para o componente.
Equipamentos e Instalações
É importante ressaltar que esse processo exige recursos como equipamentos e ferramentais especiais acomodados a um preço elevado tanto para compra quanto para manutenção.
Analise o investimento que abrange as principais máquinas, como fornos, prensas de conformação e matrizes. Com alto risco de manutenção e substituição de ferramentas e outros custos operacionais.
Falta de simulação da vida real
Certifique-se de saber que o SPF é bom para moldar formas 3D de complexidade simples a moderada e não peças exatas simétricas.
Peças tão grandes ou pequenas quanto possam ser e suas formas complexas podem se tornar um desafio no fluxo uniforme de materiais, bem como no projeto de ferramentas. Verifique a geometria e a capacidade de formação que devem corresponder aos parâmetros do equipamento, bem como às propriedades dos materiais.
Desafios de controle de processos.
Certifique-se de enfrentar o desafio dos problemas de controle de processo que a conformação superplástica pode gerar o tempo todo, incluindo uniformidade de temperatura, distribuição de pressão de gás e consistência de deformação.
Condições de formação quase ideais necessitam de ajuste preciso de parâmetros, incluindo taxas de aquecimento, taxas de deformação e taxas de resfriamento, que estão principalmente sujeitas a interrupções, dificultando assim a consistência do processo de formação.
Crescimento de grãos materiais
Neste contexto, portanto, certifique-se de que, ao se formar em altas temperaturas, o risco de crescimento do grão não apareça, como poderia acontecer, e as propriedades seriam diminuídas.
As ultradistâncias dos grãos de Mayer podem prejudicar a superplasticidade e, assim, produzir defeitos como rachaduras e rasgos. Retarde o crescimento do grão por meio de esquemas, como faixa de temperatura ou refinamento do material, o que melhora significativamente a estrutura do grão do material.
Aplicações práticas
- Componentes Aeroespaciais.
- Painéis de carroceria automotiva.
- Fabricação de dispositivos médicos.
- Carcaça de eletrônicos de consumo.
- Equipamentos de energia renovável.
- Defesa e Aplicações Militares
Conclusão
A conformação superplástica é uma técnica que está mudando o processo de fabricação, permitindo que as empresas criem designs sofisticados. Se você procura um fornecedor para investir na produção de peças como na indústria automotiva, essa técnica tornará seu trabalho mais eficiente.
Mais recursos:
Tipos de máquinas CNC – Fonte: TSINFA
Formação de Plástico – Fonte: CIÊNCIA DIRETA

