

Cara Memotong Ulir Kiri pada Mesin Bubut CNC
Anda perlu memahami siklus threading, menggunakan pemrograman yang akurat, dan bekerja dengan pengaturan alat yang tepat saat memotong ulir kiri Mesin bubut CNC. Berbeda dengan ulir kanan yang dibuat khusus, Anda memotong ulir kiri dengan cara yang berlawanan, yang memerlukan beberapa penyesuaian. Dengan panduan ini, Anda akan mempelajari cara mengerjakan ulir kiri dengan akurat.
Apa itu Benang Kiri?

Ulir kiri adalah ulir sekrup yang mengencang setiap kali berputar berlawanan arah jarum jam, yang berlawanan dengan ulir kanan yang biasa. Ulir ini berguna dalam aplikasi yang putaran normalnya dapat menyebabkan ulir kanan mengendur, seperti pada fitting gas, pedal sepeda, dan mesin yang berputar.
Anda dapat mengidentifikasi ulir ini melalui indikasi “LH” dan memerlukan pemrograman dan alat khusus saat mengerjakan mesin bubut CNC. Anda juga dapat memotong ulir kiri dengan menggunakan alat pembuat ulir serupa yang digunakan oleh ulir kanan, namun, ada kebutuhan untuk menyesuaikan putaran spindel dan arah umpan. Memahami proses pengerjaan dan seluruh tujuannya penting untuk mencapai komponen ulir yang andal dan aman di berbagai industri.
Menyiapkan Mesin Bubut CNC untuk Ulir Kiri

Memilih Alat Pemotong yang Tepat
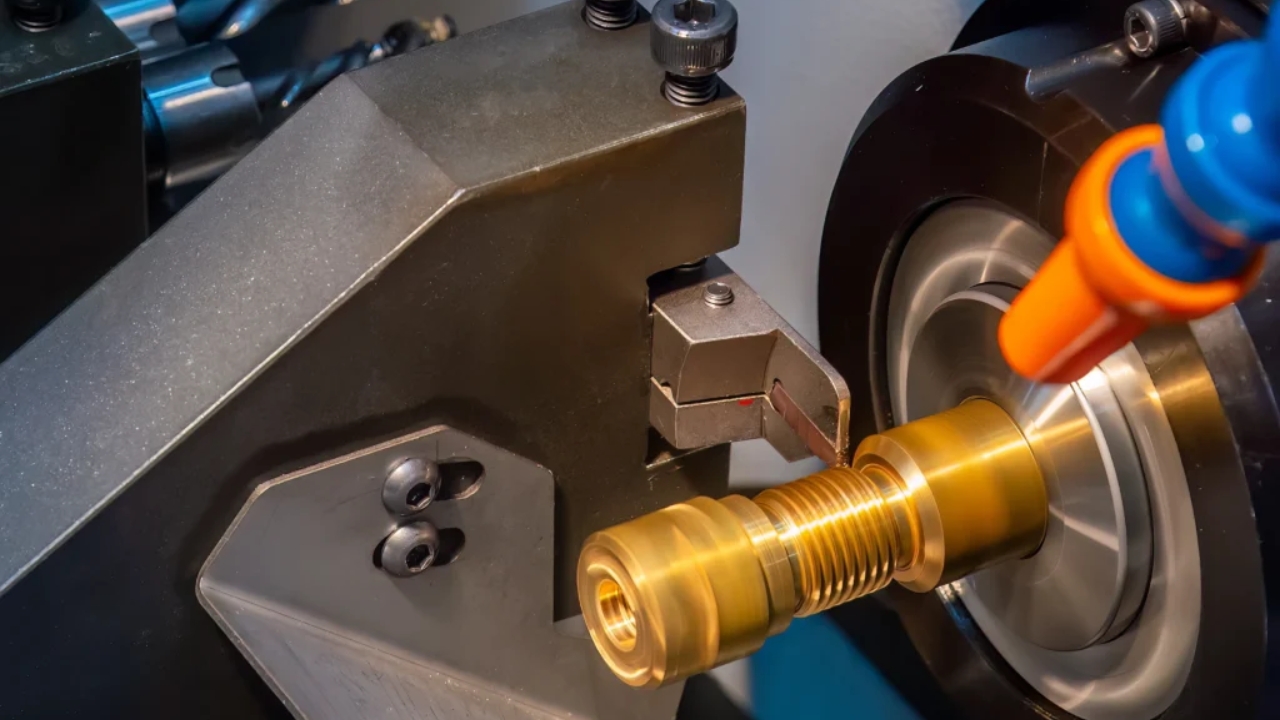
Saat Anda mengerjakan ulir kiri pada mesin bubut, penting bagi Anda untuk memilih alat pemotong yang tepat. Sisipan karbida merupakan pilihan yang lebih baik karena kemampuannya menahan panas, terutama saat digunakan pada material yang lebih keras.
Baja kecepatan tinggi (HSS) lebih ideal untuk material yang lebih lunak, meskipun kurang tahan lama. Saat menggunakan sisipan, pastikan sisipan memiliki profil ulir yang tepat dan dapat memotong ke arah kiri. Anda dapat mengurangi frekuensi keausan alat jika menggunakan alat yang memiliki geometri yang tepat. Ini juga membantu membuat ulir yang bersih dan akurat.
Pemilihan Material Benda Kerja
Kecepatan umpan atau kecepatan pemotongan yang Anda gunakan bergantung pada jenis material yang sedang dikerjakan. Misalnya, baja, material keras, memerlukan kecepatan yang lebih lambat dan perkakas karbida. Di sisi lain, aluminium, material lunak, memerlukan kecepatan yang lebih tinggi. Namun, Anda perlu menggunakan perkakas tajam untuk material ini guna mencegah terbentuknya tepi yang tajam. Untuk kuningan, sebaiknya gunakan perkakas HSS atau karbida untuk memastikan ulir yang efisien. Anda juga perlu menyesuaikan parameter sesuai dengan sifat material.
Kekakuan Mesin dan Penahanan Kerja Sempurna
Dengan pegangan kerja yang tepat, Anda dapat mencegah getaran berlebih. Getaran berlebih dapat memengaruhi kualitas ulir. Oleh karena itu, manfaatkan sistem collet untuk mengamankan benda kerja Anda dengan sempurna. Selain itu, slide mesin dan perkakas harus kaku untuk mendapatkan profil ulir yang akurat. Dengan pengaturan yang stabil, Anda dapat memperoleh ulir kiri yang berkualitas.
Cara Memprogram Thread Kiri di G-Code

Anda memerlukan modifikasi pemrograman tertentu saat memotong ulir kiri. Ini penting untuk mendapatkan hasil yang presisi. Ulir kiri selalu bergerak ke arah chuck. Oleh karena itu, ulir kiri memerlukan penyesuaian yang tepat pada arah umpan, gerakan alat, dan putaran spindel. Dalam panduan ini, kami membahas perintah dasar G-code dan modifikasi yang tepat yang Anda perlukan untuk ulir kiri.
Perintah G-Code untuk Pemotongan Benang
Jika Anda memotong benang dengan menggunakan kode-G, Anda perlu mengetahui perintah-perintah penting yang harus digunakan. G76, G92, dan G32 adalah perintah-perintah umum yang harus digunakan.
- G76 – Ini adalah siklus threading multi-pass yang memberi Anda kontrol kedalaman dan kemiringan yang akurat.
- G92 – Perintah ini memprogram setiap lintasan secara manual.
- G32 – Melakukan gerakan threading kustom.
Modifikasi yang perlu Anda lakukan untuk ulir kiri
- Rotasi Spindel Terbalik:Saat Anda perlu menjalankan spindel berlawanan arah jarum jam, Anda menggunakan M04 daripada M03
- Mengubah arah gerakan alat:Untuk mencapainya, gerakkan alat Anda dari kiri ke kanan.
- Atur posisi alat: Anda harus menyiapkan alat Anda untuk memotong benang pada arah berlawanan demi jarak bebas.
Proses pemrograman dan pemotongan ulir kiri pada mesin bubut akan berhasil jika Anda menerapkan modifikasi di atas.
Contoh G-Code untuk Threading Tangan Kiri

Rincian Program Contoh Langkah demi Langkah
Pemrograman ulir kiri pada mesin bubut CNC memerlukan penyesuaian putaran spindel, arah umpan, dan parameter siklus ulir. Alat harus bergerak dari kiri ke kanan, memotong ke arah chuck. Program dimulai dengan menyetel unit, putaran spindel, dan memposisikan alat. Anda kemudian menjalankan siklus ulir menggunakan perintah multi-pass, memastikan kedalaman dan pitch yang tepat. Akhirnya, program diakhiri dengan retraksi alat dan penghentian spindel.
Parameter Penting yang Harus Anda Ketahui
- Kedalaman benang: Parameter ini menjelaskan kedalaman ulir yang dipotong pada material. Anda perlu menentukan kedalaman tambahan untuk setiap lintasan dan diameter akhir ulir.
- Jarak ulir: Pitch ulir mengukur jarak antar pitch ulir. Dengan pitch yang lebih halus, Anda dapat memperoleh ulir yang lebih rapat. Namun, pitch yang kasar memungkinkan pengikatan yang lebih cepat.
- Jumlah lintasan: Dengan beberapa kali proses pemotongan, material akan terbuang secara bertahap sekaligus mencegah keausan alat. Kedalaman pemotongan untuk setiap proses berkurang saat mencapai dimensi akhir.
Tips Pemecahan Masalah yang Harus Anda Ketahui untuk Kesalahan Eksekusi Kode
- Arah benang salah: Anda harus menggerakkan alat ke arah chuck. Spindel juga harus berputar berlawanan arah jarum jam.
- Profil ulir tidak seimbang: Jika Anda merasakan tekanan ekstrem pada alat, kurangi laju umpan dan lakukan penyesuaian pada kedalaman pemotongan.
- Hasil akhir permukaan yang buruk: Anda perlu memverifikasi faktor-faktor seperti kecepatan pemotongan, kekakuan mesin, dan ketajaman alat.
Dimungkinkan untuk memperoleh ulir kiri yang presisi dengan memecahkan masalah dan mengatur program dengan benar.
Apa Strategi dan Praktik Pemotongan Terbaik?

Strategi pemotongan yang tepat membantu dalam memperoleh ulir kiri dengan tekanan mesin dan keausan alat yang lebih sedikit. Bekerja dengan praktik terbaik memastikan kecocokan ulir, penyelesaian permukaan, dan akurasi yang lebih baik.
Memilih Kedalaman Benang Terbaik
Anda dapat memperoleh kedalaman ulir secara bertahap dengan memanfaatkan banyak lintasan untuk mengurangi gaya pemotongan dan mencegah kerusakan alat. Salah satu strategi yang bagus adalah memulai dengan pemotongan yang lebih dalam dan kemudian menguranginya secara bertahap saat Anda mencapai ukuran akhir. Jumlah lintasan bergantung pada pitch ulir, kekakuan alat, dan material.
Menghindari Getaran dan Defleksi Alat
Defleksi alat menyebabkan kualitas permukaan rendah dan ulir kurang akurat. Untuk menghindarinya, Anda harus menggunakan pengaturan alat yang kuat dengan overhang yang berkurang. Saat Anda mengurangi kedalaman pemotongan untuk setiap lintasan dan mempertahankan laju umpan terbaik, Anda dapat menghilangkan getaran dan mengendalikan getaran.
Kontrol Panas Menggunakan Pendingin
Panas yang berlebihan saat melakukan threading dapat mengakibatkan permukaan akhir yang buruk dan keausan alat. Bekerja dengan pendingin yang sesuai (berbasis air atau berbasis minyak untuk aluminium dan baja) membantu menghilangkan panas serta membuang serpihan. Selain itu, ini mengurangi pembentukan tepi yang terakumulasi, sehingga menghasilkan profil ulir yang lebih bersih dan lebih baik.
Periksa kecocokan ulir menggunakan pengukur ulir
Setelah Anda selesai memotong, verifikasi dimensi ulir dengan menggunakan pengukur sumbat atau cincin. Dengan ini, Anda memastikan fungsi yang akurat dan kesesuaian yang lebih baik, mencegah masalah yang berkaitan dengan perakitan. Jika perlu, sempurnakan lintasan akhir Anda untuk memastikan keakuratan.
Kesalahan Umum yang Harus Anda Hindari

Tidak membalikkan putaran spindel
Dengan ulir kiri, Anda harus memutar spindel berlawanan arah jarum jam. Jika Anda lupa melakukannya, arah pemotongan akan salah, merusak ulir, dan merusak alat.
Penempatan Alat yang Salah
Jika Anda gagal memposisikan perkakas dengan benar, hal itu akan menyebabkan permukaan akhir yang buruk dan ulir yang tidak rata. Pastikan perkakas terpasang dengan benar pada ketinggian yang sesuai dan tegak lurus dengan benda kerja Anda untuk mendapatkan akurasi.
Memilih Sudut Umpan yang Salah
Penggunaan sudut pemasukan yang tidak tepat menyebabkan peningkatan getaran dan keausan alat. Sudut pemasukan sebesar 29 hingga 30 derajat membantu mendistribusikan gaya pemotongan secara merata, sehingga meningkatkan kualitas ulir dan masa pakai alat Anda.
Kesimpulan
Anda memerlukan pengaturan alat yang tepat dan pemrograman yang sempurna untuk memotong ulir kiri pada Mesin bubut. Selain itu, ada faktor lain yang perlu Anda perhatikan, yaitu posisi alat, penggunaan beberapa lintasan yang tepat, dan putaran spindel yang terbalik. Untuk memastikan kecocokan yang tepat, Anda harus memeriksa ulir menggunakan pengukur yang tepat.
FAQ
Bagaimana Anda mengetahui benang kidal?
Mudah untuk mengidentifikasi ulir kidal melalui tanda “LH”-nya. Selain itu, ulir kidal diamankan berlawanan arah jarum jam. Ulir kidal ideal dalam aplikasi di mana putaran normal dapat melonggarkan ulir kanan.
Bagaimana cara menghitung ulir CNC?
Untuk menghitung pitch ulir, rumusnya adalah 1 / TPI (Threads per inch) sedangkan Anda menghitung laju umpan sebagai Feed = Pitch
Apa Kode Threading untuk Mesin Bubut CNC?
Kode ulir yang umum digunakan untuk mesin bubut CNC adalah G92, G32, dan G76. G92 adalah kode untuk ulir satu lintasan, sedangkan G32 adalah kode untuk mengendalikan ulir manual. G76 adalah kode untuk siklus ulir multi lintasan.

