¿Cuál es la diferencia entre fresado periférico y fresado frontal?
Cuando se trata del proceso de fresado, algunas de las tecnologías más comunes son el fresado periférico y el fresado frontal.
En ocasiones, decidir cuál es el proceso de fresado adecuado puede ser una tarea ardua. Para que todo el proceso te resulte más sencillo, veamos las diferencias entre estos procesos de fresado:
¿Qué es el fresado periférico?
El fresado periférico también se conoce como fresado de losas. En este caso, el corte se realiza dentro de la periferia del sistema de herramientas.
Esta técnica se utiliza para cortar material de los lados de la pieza de trabajo. Es la más adecuada para cortar ranuras y rebordes, así como para hacer perfiles.
 ¿Qué es el fresado frontal?
¿Qué es el fresado frontal?
En el proceso de fresado frontal, la herramienta de corte eliminará el material no deseado de la sección superior de la pieza de trabajo. Este método se aplica al mecanizar superficies planas y horizontales. Es ideal para la pasada final y el sellado de superficies planas grandes en una sola etapa.
Diferencias entre fresado periférico y fresado frontal
Orientación del cortador
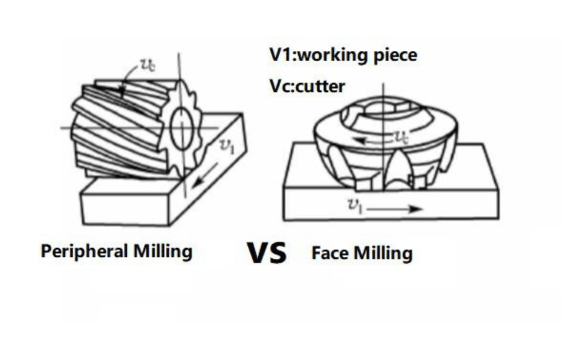
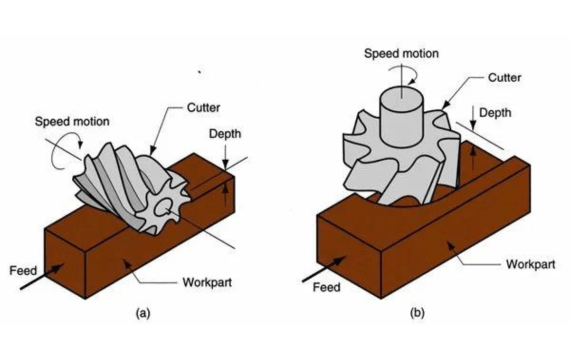
- Fresado periférico:El eje de la herramienta de corte y la superficie de la pieza de trabajo son paralelos. La acción de corte se concentra en el borde de la herramienta.
Al cortar, los lados de la herramienta entran en contacto con el material, por lo que es perfecta para operaciones como el mecanizado de planos verticales, contornos y bordes. Gracias a esta orientación, el fresado periférico permite realizar cortes más profundos en el material.
- Fresado frontal:El eje de la herramienta de corte y la pieza de trabajo están en un ángulo perpendicular. Con la cara plana de la herramienta, se realiza la acción de corte.
Esta orientación hace que el fresado frontal sea perfecto para el mecanizado de superficies horizontales planas de gran tamaño. En comparación con el fresado periférico, se puede cubrir un área más amplia específica en menos pasadas.
Solicitud
- Fresado periférico: Este método se utiliza para realizar contornos elaborados, cortar ranuras y dar forma a los bordes. Es el más adecuado para aquellas operaciones que implican el mecanizado de superficies verticales o curvas con una precisión muy alta.
El fresado periférico es bueno para usted si tiene que fresar ranuras, hombros o cualquier otra forma compleja, ya que proporciona la precisión que necesita.
- Fresado frontal: Utilice el fresado frontal cuando necesite mecanizar superficies planas con una eficiencia y una velocidad óptimas. Esto se puede utilizar en operaciones de acabado para alisar superficies planas de gran tamaño, como superficies horizontales.
Sin embargo, si está trabajando en una pieza de trabajo que necesita una superficie plana en un área grande, es preferible el fresado frontal. Por ejemplo, se aplica el fresado frontal en los últimos pasos del mecanizado de componentes masivos como bloques de motor o placas de metal.
Acabado de la superficie
- Fresado periférico: Aquí, la cuchilla entra en contacto con el material desde los lados, por lo que se consigue un acabado muy liso incluso en zonas verticales o con algún tipo de contorno.
Este método tiene la ventaja de permitir una alta precisión en el acabado del borde y contornos elaborados.
Generalmente, se utiliza el fresado periférico cuando el acabado fino de la superficie y la precisión de las superficies verticales son de gran importancia, es decir, en la fabricación de moldes o en niveles de fresado de mayor precisión.
- Fresado frontal: Al utilizar el fresado frontal, se obtiene un acabado más suave y mejor en superficies más grandes y planas. Como la fresa interactúa con una gran parte de la pieza de trabajo, es capaz de eliminar material de manera uniforme.
Esto produce un acabado superficial más suave, especialmente cuando se necesita un acabado fino.
El fresado frontal se aplica normalmente en operaciones de acabado, donde a las superficies planas se les dan altos estándares de acabado.
Desgaste y configuración de las herramientas
- Fresado periférico: El desgaste de la herramienta en el fresado periférico suele ser desigual, ya que el proceso de corte se produce principalmente a lo largo de los bordes de la herramienta. Cuando se utilizan los lados de la herramienta, esta encuentra mucha resistencia y, por lo tanto, se desgasta rápidamente.
Además, el fresado periférico necesita más precisión, ya que es necesario colocar la fresa y la pieza de trabajo correctamente para realizar los cortes del perfil.
Es posible que con frecuencia tenga que cambiar la posición de una herramienta o ajustarla debido a los patrones de desgaste.
- Fresado frontal: El desgaste de la herramienta se distribuye de manera más uniforme en el fresado frontal porque la fresa interactúa con un área más grande. Esto hace que tenga una vida útil más larga que el fresado periférico. La configuración es relativamente más fácil ya que el fresado frontal se aplica a superficies planas, por lo que no es necesario realizar una alineación complicada.
También se pueden reducir los cambios de herramientas, lo que permite mantener la eficiencia, especialmente cuando se utilizan herramientas para líneas de producción grandes en las que es deseable la uniformidad en el rendimiento de las herramientas.
Diseño de cortador
- Fresado periférico: En este caso, se utilizan fresas cilíndricas que tienen filos de corte en toda la periferia. Las fresas periféricas pueden incluir fresas de extremo, fresas de ranuras y fresas de losas.
Estas fresas están diseñadas para cortar material desde el lateral de la pieza de trabajo, por lo tanto, son adecuadas para usar al fresar perfiles, ranurar o cortar ranuras.
La fresa tiene forma cilíndrica, lo que permite realizar cortes más profundos; por este motivo, el fresado periférico es mejor para aplicaciones donde se requiere un corte vertical preciso.
- Fresado frontal: Con esto se aplican fresas de mayor diámetro y están dotadas de filos de corte tanto en las caras como en la periferia. Algunas de las fresas de planear más comunes son las fresas de virola y las fresas de planear indexables.
La naturaleza de estos cortadores les permite cortar material desde la superficie más superior de la pieza de trabajo.
Las fresas de planear funcionan mejor en casos en los que es necesario cubrir superficies grandes con un número limitado de pasadas. Por ello, son muy útiles para mecanizar superficies planas de las piezas.
Debido a la capacidad de reemplazar insertos de carburo, las fresas de planear indexables ofrecen versatilidad y un uso más prolongado de la herramienta.
Eliminación de materiales
- Fresado periférico: Aquí hay que retirar material de los lados de la pieza de trabajo. El mecanizado de perfiles complejos grandes, ranuras y superficies verticales se realiza mejor con este método.
Debido a que la acción de corte se lleva a cabo a lo largo del borde del cortador, se pueden obtener formas y figuras intrincadas con gran precisión.
El fresado periférico se aplica mejor en casos en los que es necesario controlar estrictamente la profundidad de corte o la forma del corte requerido.
- Fresado frontal: Aquí se extrae el material de la parte superior de la pieza de trabajo. Con esta técnica de fresado, se pueden mecanizar superficies amplias más rápido. Se utilizará esta técnica cuando se necesite cortar grandes porciones de material en comparativamente menos pasadas.
El amplio contacto entre la fresa y la pieza de trabajo es ideal para eliminar grandes volúmenes de material en superficies planas y anchas. Esto lo hace apropiado tanto para desbastar como para terminar superficies planas grandes.
Elegir entre fresado frontal y fresado periférico
En primer lugar, la elección de una técnica de fresado dependerá de los requisitos de la pieza de material.
Por ejemplo, si su objetivo principal es producir perfiles precisos, ranuras o surcos profundos, o incluso cortes verticales, debe optar por el fresado periférico.
Esto hace que este método sea adecuado para prácticas detalladas, ya que ofrece la precisión y el control necesarios en Trabajo de mecanizado.
Pero si necesita mecanizar superficies planas de gran tamaño, el fresado frontal es la opción que puede elegir. El fresado frontal es excelente para cubrir áreas grandes en un número limitado de pasadas, lo que lo hace adecuado para el acabado y desbaste de piezas grandes.
Algunas de las pocas cosas que se deben tener en cuenta antes de elegir incluyen la orientación de la herramienta y los requisitos de acabado de la superficie. Además, el estado o el desgaste de la herramienta y su aplicación particular.
Conclusión
La base de la diferencia entre el fresado periférico y el fresado frontal es la orientación de la fresa, la aplicación y el tipo de superficie que se necesita producir.
Comprender estas diferencias le permitirá elegir los procesos de fresado adecuados a sus necesidades, de modo que no comprometa el rendimiento de sus ejercicios de mecanizado.
Recursos relacionados:
Fresado horizontal versus vertical – Fuente: TSINFA
Fresado dinámico – Fuente: TSINFA
Diferencia entre 3 ejes, 4 ejes y 5 ejes – Fuente: TSINFA
Proceso de fresado – Fuente: WIKIPEDIA
Fresado de rosca – Fuente: TINSFA