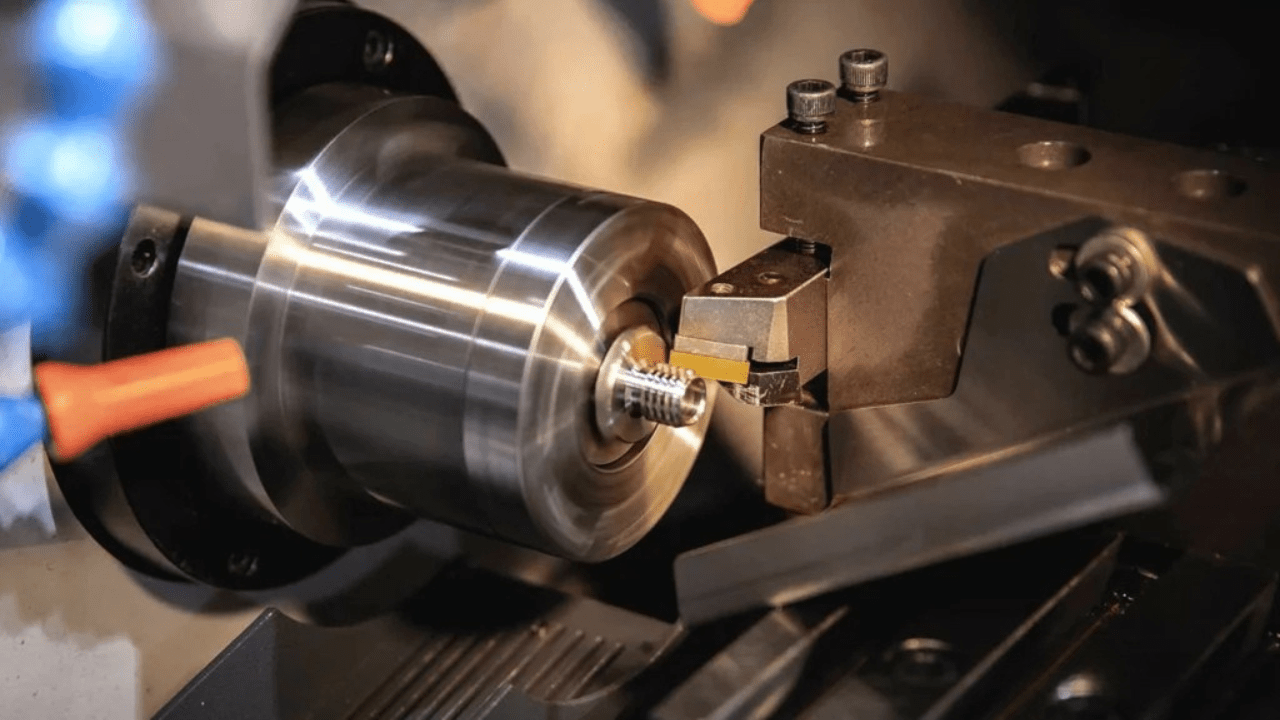
วิธีการตัดเกลียวซ้ายบนเครื่องกลึง CNC
คุณจำเป็นต้องเข้าใจวงจรการร้อยเกลียว ใช้การเขียนโปรแกรมที่แม่นยำ และทำงานด้วยการตั้งค่าเครื่องมือที่เหมาะสมเมื่อตัดเกลียวซ้าย เครื่องกลึงซีเอ็นซีต่างจากเกลียวขวาแบบกำหนดเอง คุณจะต้องตัดเกลียวซ้ายในลักษณะตรงกันข้าม ซึ่งต้องมีการปรับแต่งเล็กน้อย ด้วยคู่มือนี้ คุณจะเรียนรู้วิธีการกลึงเกลียวซ้ายอย่างแม่นยำ
เธรดซ้ายมือคืออะไร?
เกลียวซ้ายเป็นเพียงเกลียวสกรู ซึ่งจะขันให้แน่นเมื่อหมุนทวนเข็มนาฬิกา ซึ่งตรงข้ามกับเกลียวขวาปกติ เกลียวซ้ายมีประโยชน์ในการใช้งานที่การหมุนตามปกติอาจทำให้เกลียวขวาคลายตัวได้ เช่น อุปกรณ์แก๊ส แป้นเหยียบจักรยาน และเครื่องจักรที่หมุนด้วยการหมุน
คุณสามารถระบุเกลียวเหล่านี้ได้โดยใช้เครื่องหมาย "LH" และต้องใช้โปรแกรมและเครื่องมือพิเศษเมื่อกลึงบนเครื่องกลึง CNC นอกจากนี้ คุณสามารถตัดเกลียวซ้ายได้โดยใช้เครื่องมือเกลียวแบบเดียวกับที่ใช้กับเกลียวขวา อย่างไรก็ตาม จำเป็นต้องปรับการหมุนของแกนหมุนและทิศทางการป้อน การทำความเข้าใจกระบวนการกลึงและวัตถุประสงค์ทั้งหมดมีความสำคัญต่อการบรรลุส่วนประกอบเกลียวที่เชื่อถือได้และปลอดภัยในอุตสาหกรรมต่างๆ
การตั้งค่าเครื่องกลึง CNC สำหรับเกลียวซ้าย
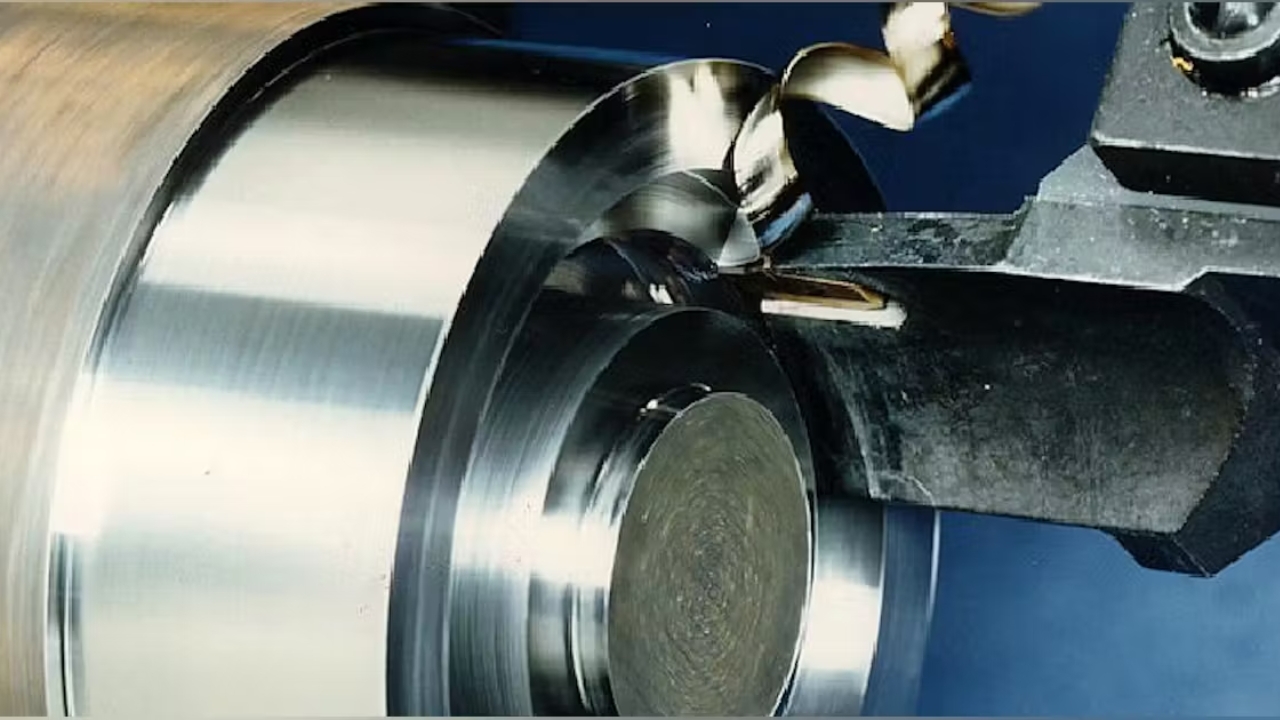
การเลือกเครื่องมือตัดที่เหมาะสม
เมื่อคุณกำลังกลึงเกลียวซ้ายบนเครื่องกลึง สิ่งสำคัญคือคุณต้องเลือกเครื่องมือตัดที่ถูกต้อง เม็ดมีดคาร์ไบด์เป็นตัวเลือกที่น่าพิจารณามากกว่าเนื่องจากทนความร้อนได้ โดยเฉพาะอย่างยิ่งเมื่อใช้กับวัสดุที่แข็งกว่า
เหล็กกล้าความเร็วสูง เครื่องมือ HSS เหมาะกับวัสดุที่อ่อนกว่ามากกว่า แม้ว่าจะมีความทนทานน้อยกว่าก็ตาม เมื่อใช้เม็ดมีด ให้แน่ใจว่ามีเกลียวที่เหมาะสมและสามารถตัดในทิศทางซ้ายได้ คุณสามารถลดความถี่ของการสึกหรอของเครื่องมือได้หากคุณใช้เครื่องมือที่มีรูปทรงที่ถูกต้อง นอกจากนี้ยังช่วยให้สร้างเกลียวได้สะอาดและแม่นยำอีกด้วย
การเลือกวัสดุชิ้นงาน
อัตราป้อนหรือความเร็วในการตัดที่คุณใช้ขึ้นอยู่กับประเภทของวัสดุที่จะกลึง ตัวอย่างเช่น เหล็กซึ่งเป็นวัสดุแข็งต้องใช้ความเร็วที่ช้ากว่าและเครื่องมือคาร์ไบด์ ในทางกลับกัน อลูมิเนียมซึ่งเป็นวัสดุอ่อนต้องใช้ความเร็วที่สูงกว่า อย่างไรก็ตาม คุณต้องใช้เครื่องมือที่คมสำหรับวัสดุนี้เพื่อป้องกันขอบที่สะสม สำหรับทองเหลือง ควรใช้เครื่องมือ HSS หรือคาร์ไบด์เพื่อให้แน่ใจว่าเกลียวมีประสิทธิภาพ นอกจากนี้ คุณยังต้องปรับพารามิเตอร์ตามคุณสมบัติของวัสดุด้วย
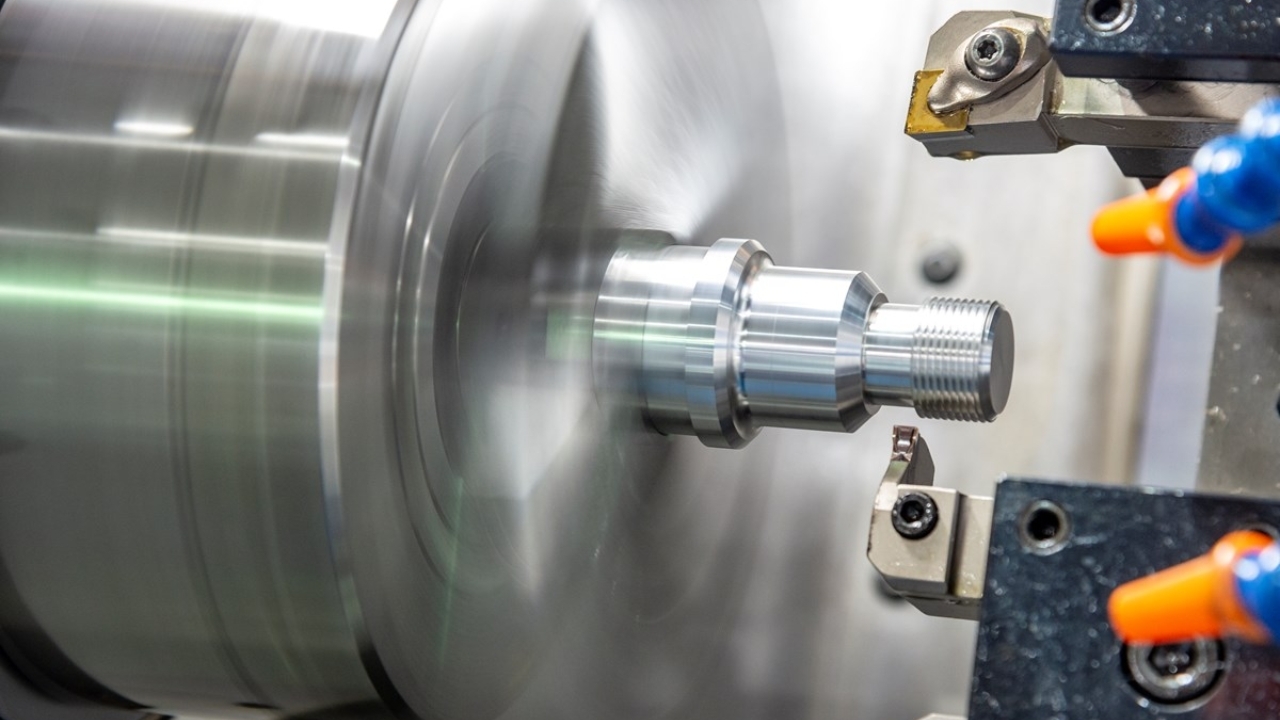
ความแข็งแกร่งของเครื่องจักรและการยึดจับงานที่สมบูรณ์แบบ
การยึดชิ้นงานที่เหมาะสมจะช่วยป้องกันไม่ให้เกิดการสั่นสะเทือนมากเกินไป การสั่นสะเทือนมากเกินไปอาจส่งผลต่อคุณภาพของเกลียว ดังนั้นควรใช้ระบบปลอกจับเพื่อยึดชิ้นงานของคุณให้แน่นหนา นอกจากนี้ สไลด์ของเครื่องจักรและเครื่องมือจะต้องแข็งแรงเพื่อให้ได้เกลียวที่แม่นยำ ด้วยการตั้งค่าที่มั่นคง คุณจะได้เกลียวซ้ายที่มีคุณภาพ
คุณสามารถเขียนโปรแกรมเธรดซ้ายใน G-Code ได้อย่างไร

คุณต้องปรับเปลี่ยนโปรแกรมบางอย่างเมื่อทำการตัดเกลียวซ้าย ซึ่งเป็นสิ่งสำคัญมากในการให้ได้ผลลัพธ์ที่แม่นยำ เกลียวซ้ายจะเคลื่อนเข้าหาหัวจับเสมอ ดังนั้นจึงต้องปรับเปลี่ยนทิศทางการป้อน การเคลื่อนที่ของเครื่องมือ และการหมุนของแกนหมุนให้เหมาะสม ในคู่มือนี้ เราจะพูดถึงคำสั่ง G-code พื้นฐานและการปรับเปลี่ยนที่ถูกต้องที่คุณต้องใช้สำหรับเกลียวซ้าย
คำสั่ง G-Code สำหรับการตัดด้าย
หากคุณกำลังตัดด้ายโดยใช้ รหัส Gคุณต้องรู้คำสั่งสำคัญที่จะใช้ G76, G92 และ G32 เป็นคำสั่งทั่วไปที่ต้องใช้
- จี 76 – นี่คือรอบการร้อยเกลียวหลายรอบที่ช่วยให้คุณควบคุมความลึกและระดับเสียงได้อย่างแม่นยำ
- จี 92 – คำสั่งนี้จะตั้งโปรแกรมด้วยตนเองในแต่ละครั้ง
- จี32 – ดำเนินการเคลื่อนไหวการเกลียวแบบกำหนดเอง
การแก้ไขที่คุณต้องทำสำหรับเธรดด้านซ้าย
- การหมุนแกนหมุนย้อนกลับ:เมื่อคุณจำเป็นต้องหมุนแกนหมุนทวนเข็มนาฬิกา ให้ใช้ M04 แทน M03
- เปลี่ยนทิศทางการเคลื่อนที่ของเครื่องมือ:เพื่อให้บรรลุสิ่งนี้ ให้ย้ายเครื่องมือของคุณจากซ้ายไปขวา
- ตั้งค่าตำแหน่งเครื่องมือ:คุณต้องตั้งค่าเครื่องมือของคุณเพื่อตัดเกลียวในทิศทางตรงข้ามเพื่อให้มีระยะห่าง
กระบวนการตั้งโปรแกรมและการตัดเกลียวซ้ายบนเครื่องกลึงจะสำเร็จได้หากคุณใช้การปรับเปลี่ยนข้างต้น
ตัวอย่าง G-Code สำหรับการเกลียวซ้าย

การแบ่งย่อยโปรแกรมตัวอย่างทีละขั้นตอน
การเขียนโปรแกรมเกลียวซ้ายบนเครื่องกลึง CNC จำเป็นต้องปรับการหมุนของแกนหมุน ทิศทางการป้อน และพารามิเตอร์รอบการเกลียว เครื่องมือจะต้องเคลื่อนที่จากซ้ายไปขวา โดยตัดเข้าหาหัวจับ โปรแกรมเริ่มต้นด้วยการตั้งค่าหน่วย การหมุนของแกนหมุน และการวางตำแหน่งเครื่องมือ จากนั้นจึงดำเนินการรอบการเกลียวโดยใช้คำสั่งแบบหลายรอบเพื่อให้แน่ใจว่ามีความลึกและระยะพิทช์ที่แม่นยำ ในที่สุด โปรแกรมจะสิ้นสุดด้วยการหดเครื่องมือและหยุดแกนหมุน
พารามิเตอร์ที่สำคัญที่คุณควรทราบ
- ความลึกของเกลียว:พารามิเตอร์นี้จะอธิบายความลึกของเกลียวที่ตัดในวัสดุ คุณต้องระบุความลึกที่เพิ่มขึ้นสำหรับแต่ละรอบและเส้นผ่านศูนย์กลางสุดท้ายของเกลียว
- ระยะพิทช์ของเกลียว:ระยะพิทช์ของเกลียวจะวัดระยะห่างระหว่างระยะพิทช์ของเกลียว หากใช้ระยะพิทช์ที่ละเอียดกว่า ก็สามารถเกลียวให้แน่นขึ้นได้ อย่างไรก็ตาม ระยะพิทช์ที่หยาบจะช่วยให้เข้าเกลียวได้เร็วยิ่งขึ้น
- จำนวนครั้งที่ผ่าน:ด้วยการร้อยเกลียวหลายรอบ วัสดุจะถูกขจัดออกทีละน้อยในขณะที่ป้องกันการสึกหรอของเครื่องมือ ความลึกของการตัดในแต่ละครั้งจะลดลงเมื่อถึงขนาดสุดท้าย
เคล็ดลับการแก้ไขปัญหาที่คุณควรทราบสำหรับข้อผิดพลาดในการดำเนินการโค้ด
- ทิศทางของเกลียวไม่ถูกต้อง: คุณควรเลื่อนเครื่องมือไปทางหัวจับ แกนหมุนควรหมุนทวนเข็มนาฬิกาด้วย
- โปรไฟล์เกลียวไม่สมดุล:หากคุณสังเกตเห็นว่ามีแรงกดมากเกินไปบนเครื่องมือ ให้ลดอัตราป้อนและปรับความลึกของการตัด
- ผิวสำเร็จไม่ดีคุณต้องตรวจสอบปัจจัยต่างๆ เช่น ความเร็วในการตัด ความแข็งแกร่งของเครื่องจักร และความคมของเครื่องมือ
เป็นไปได้ที่จะบรรลุเธรดซ้ายที่แม่นยำโดยการแก้ไขปัญหาและตั้งค่าโปรแกรมอย่างถูกต้อง
กลยุทธ์และวิธีปฏิบัติในการตัดที่ดีที่สุดคืออะไร?
กลยุทธ์การตัดที่เหมาะสมช่วยให้ได้เกลียวซ้ายที่มีแรงกดของเครื่องจักรและการสึกหรอของเครื่องมือน้อยลง การทำงานตามแนวทางปฏิบัติที่ดีที่สุดจะช่วยให้เกลียวพอดี ผิวสำเร็จ และแม่นยำยิ่งขึ้น
การเลือกความลึกของเกลียวที่ดีที่สุด
คุณสามารถค่อยๆ เพิ่มความลึกของเกลียวได้โดยใช้การผ่านหลายๆ ครั้งเพื่อลดแรงในการตัดและป้องกันไม่ให้เครื่องมือแตกหัก กลยุทธ์ที่ดีอย่างหนึ่งคือเริ่มต้นด้วยการตัดที่ความลึกมากขึ้น จากนั้นค่อยๆ ลดความลึกลงเมื่อได้ขนาดที่ต้องการ จำนวนครั้งในการผ่านจะขึ้นอยู่กับระยะพิทช์ของเกลียว ความแข็งของเครื่องมือ และวัสดุ
การหลีกเลี่ยงการพูดคุยและการเบี่ยงเบนของเครื่องมือ
การเบี่ยงเบนของเครื่องมือทำให้คุณภาพพื้นผิวต่ำและเกลียวมีความแม่นยำน้อยลง เพื่อหลีกเลี่ยงปัญหานี้ คุณต้องใช้เครื่องมือที่มีความแข็งแรงและมีส่วนยื่นที่ลดลง เมื่อคุณลดความลึกของการตัดในแต่ละครั้งและรักษาอัตราป้อนที่ดีที่สุดเท่าที่จะทำได้ คุณก็จะกำจัดการสั่นสะเทือนและควบคุมการสั่นสะเทือนได้
การควบคุมความร้อนโดยใช้สารหล่อเย็น
ความร้อนที่มากเกินไปขณะทำเกลียวอาจส่งผลให้พื้นผิวไม่เรียบเนียนและเครื่องมือสึกหรอ การใช้สารหล่อเย็นที่เหมาะสม (แบบน้ำหรือแบบน้ำมันสำหรับอลูมิเนียมและเหล็กตามลำดับ) จะช่วยระบายความร้อนและชะล้างเศษโลหะออกไปได้ นอกจากนี้ยังช่วยลดการเกิดขอบสะสม ทำให้ได้เกลียวที่สะอาดและสวยงามยิ่งขึ้น
ตรวจสอบความพอดีของเกลียวโดยใช้เกจวัดเกลียว
เมื่อตัดเสร็จแล้ว ให้ตรวจสอบขนาดของเกลียวโดยใช้เกจวัดแบบปลั๊กหรือแหวน วิธีนี้จะช่วยให้มั่นใจได้ว่าการทำงานจะแม่นยำและพอดีมากขึ้น ช่วยป้องกันปัญหาที่เกี่ยวข้องกับการประกอบ หากจำเป็น ให้ปรับแต่งขั้นตอนสุดท้ายให้ละเอียดขึ้นเพื่อให้แน่ใจถึงความแม่นยำ
ข้อผิดพลาดทั่วไปที่คุณควรหลีกเลี่ยง

ไม่ย้อนทิศทางการหมุนของแกนหมุน
หากใช้เกลียวซ้าย ต้องหมุนแกนหมุนทวนเข็มนาฬิกา หากลืมหมุน จะทำให้หมุนผิดทิศทาง เกลียวเสียหาย และเครื่องมือเสียหาย
วางเครื่องมือผิดตำแหน่ง
หากคุณวางเครื่องมือไม่ถูกต้อง อาจทำให้พื้นผิวไม่สวยงามและเกลียวไม่เรียบ ตรวจสอบให้แน่ใจว่าเครื่องมือตั้งตรงในระดับความสูงที่เหมาะสมและตั้งฉากกับชิ้นงานเพื่อความแม่นยำ
การเลือกมุมป้อนที่ไม่ถูกต้อง
การใช้มุมป้อนที่ไม่เหมาะสมจะทำให้เกิดการสั่นสะเทือนและการสึกหรอของเครื่องมือเพิ่มขึ้น มุมป้อนที่ 29 ถึง 30 องศาจะช่วยกระจายแรงตัดได้อย่างสม่ำเสมอ จึงช่วยปรับปรุงคุณภาพของเกลียวและอายุการใช้งานของเครื่องมือ
บทสรุป
คุณต้องมีการติดตั้งเครื่องมือที่เหมาะสมและการเขียนโปรแกรมที่สมบูรณ์แบบเพื่อตัดเกลียวซ้ายบน เครื่องกลึงนอกจากนี้ ยังมีปัจจัยอื่นๆ ที่คุณต้องใส่ใจด้วย ได้แก่ การวางตำแหน่งของเครื่องมือ การใช้หลายรอบอย่างถูกต้อง และการย้อนกลับการหมุนของแกนหมุน เพื่อให้แน่ใจว่าพอดี คุณควรตรวจสอบเกลียวของคุณโดยใช้เกจวัดที่ถูกต้อง
คำถามที่พบบ่อย
คุณรู้ได้อย่างไรว่าด้ายซ้าย?
การระบุเกลียวซ้ายทำได้ง่ายโดยดูจากเครื่องหมาย "LH" นอกจากนี้ เกลียวซ้ายยังยึดในทิศทางทวนเข็มนาฬิกา เกลียวซ้ายเหมาะอย่างยิ่งสำหรับการใช้งานที่การหมุนตามปกติสามารถคลายเกลียวขวาได้
คำนวณเกลียว CNC อย่างไร?
ในการคำนวณระยะพิทช์ของเกลียว ให้ใช้สูตร 1 / TPI (เกลียวต่อนิ้ว) ในขณะที่คำนวณอัตราฟีดเป็น ฟีด = ระยะพิทช์
รหัสเกลียวสำหรับเครื่องกลึง CNC คืออะไร?
รหัสการตอกที่ใช้สำหรับเครื่องกลึง CNC ทั่วไป ได้แก่ G92, G32 และ G76 โดย G92 เป็นการเกลียวแบบผ่านเดียว G32 เป็นรหัสสำหรับควบคุมเกลียวด้วยมือ G76 เป็นรหัสสำหรับรอบการเกลียวแบบหลายรอบ