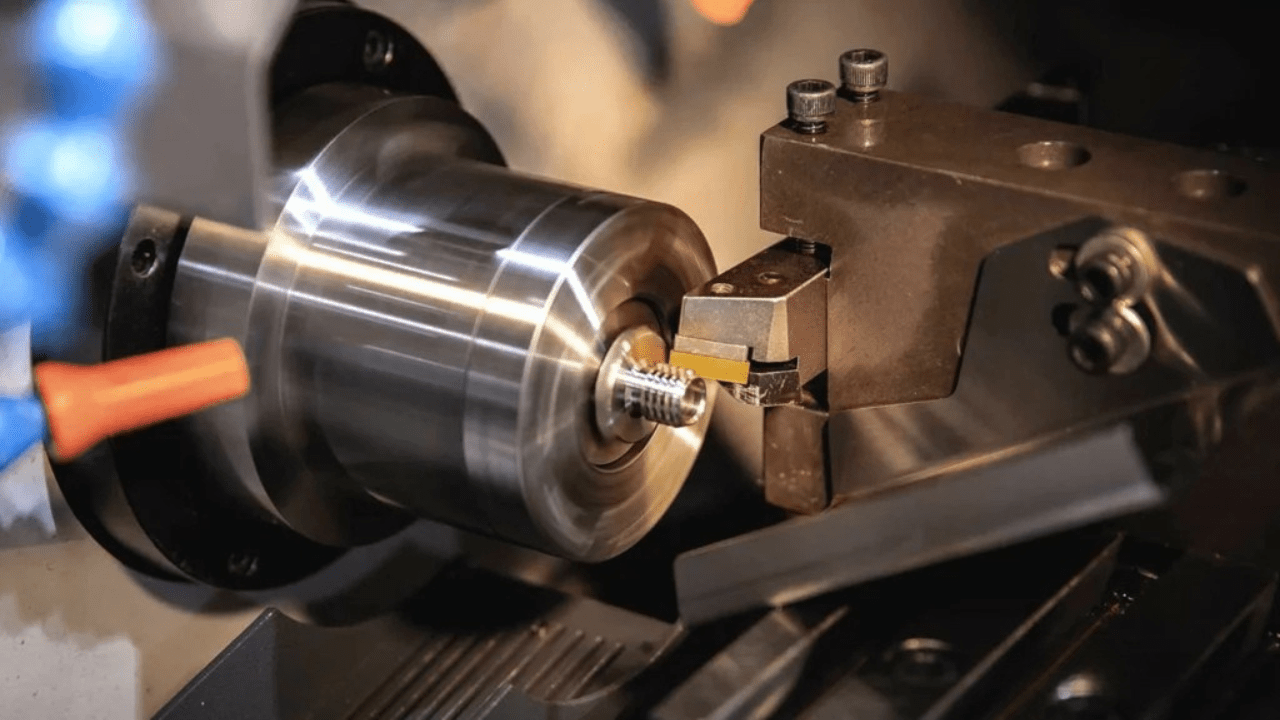
Cómo cortar roscas a izquierdas en un torno CNC
Es necesario que comprenda los ciclos de roscado, utilice una programación precisa y trabaje con una configuración de herramientas adecuada al cortar roscas izquierdas. Tornos CNCA diferencia de las roscas derechas personalizadas, las roscas izquierdas se cortan al revés, lo que requiere algunos ajustes. Con esta guía, aprenderá a mecanizar roscas izquierdas con precisión.
¿Qué son las roscas a izquierdas?
Las roscas izquierdas son simplemente roscas de tornillo que se tensan al girar en sentido antihorario, lo cual es opuesto a las roscas derechas habituales. Son útiles en aplicaciones donde la rotación normal podría provocar el aflojamiento de la rosca derecha, como en accesorios de gas, pedales de bicicleta y maquinaria rotativa.
Estas roscas se identifican mediante la indicación "LH" y requieren programación y herramientas especiales al mecanizar en tornos CNC. También se pueden cortar roscas a izquierdas utilizando herramientas de roscado similares a las utilizadas para roscas a derechas; sin embargo, es necesario ajustar la rotación del husillo y la dirección de avance. Comprender el proceso de mecanizado y su propósito es fundamental para lograr un componente roscado fiable y seguro en diferentes industrias.
Configuración del torno CNC para roscas a izquierdas
Cómo seleccionar las herramientas de corte adecuadas
Al mecanizar roscas a izquierdas en un torno, es fundamental elegir la herramienta de corte adecuada. Las plaquitas de carburo son una opción más recomendable debido a su resistencia al calor, especialmente al utilizarlas en materiales más duros.
acero de alta velocidad Las herramientas de acero rápido (HSS) son ideales para materiales más blandos, aunque su durabilidad es menor. Al usar la plaquita, asegúrese de que tenga el perfil de roscado correcto y que pueda cortar a la izquierda. Puede reducir la frecuencia del desgaste de la herramienta si utiliza una herramienta con la geometría adecuada. Esto también ayuda a crear roscas limpias y precisas.
Elección del material de la pieza de trabajo
Las velocidades de avance o de corte que utilice dependen del tipo de material a mecanizar. Por ejemplo, el acero, un material duro, requiere velocidades más bajas y herramientas de carburo. Por otro lado, el aluminio, un material blando, requiere mayor velocidad. Sin embargo, es necesario utilizar herramientas afiladas para este material a fin de evitar la acumulación de filo. Para el latón, lo ideal es utilizar herramientas de acero rápido (HSS) o de carburo para garantizar un roscado eficiente. Además, es necesario ajustar los parámetros según las propiedades del material.
Rigidez de la máquina y perfecta sujeción del trabajo
Con la sujeción adecuada, puede evitar el exceso de vibración. Este puede afectar la calidad de la rosca. Por lo tanto, utilice un sistema de pinzas para asegurar la pieza de trabajo a la perfección. Además, las correderas de la máquina y las herramientas deben ser rígidas para lograr perfiles de rosca precisos. Con una configuración estable, puede lograr roscas a izquierdas de calidad.
Cómo programar hilos de mano izquierda en G-Code

Se requieren ciertas modificaciones de programación al cortar roscas a izquierdas. Esto es crucial para obtener resultados precisos. Las roscas a izquierdas siempre se mueven hacia el mandril. Por lo tanto, requieren ajustes adecuados en la dirección de avance, el movimiento de la herramienta y la rotación del husillo. En esta guía, analizamos los comandos básicos de código G y las modificaciones necesarias para el roscado a izquierdas.
Comandos de código G para corte de roscas
Si está cortando hilo con el uso de código gNecesitas conocer los comandos importantes a utilizar. G76, G92 y G32 son los comandos más comunes.
- G76 – Este es un ciclo de roscado de múltiples pasadas que le brinda control preciso de profundidad y paso.
- G92 – Este comando programa manualmente cada pasada.
- G32 – Realiza movimientos de roscado personalizados.
Modificaciones que debes realizar para roscas de mano izquierda
- Rotación inversa del husillo:Cuando necesite girar el husillo en sentido antihorario, utilice M04 en lugar de M03
- Cambiar la dirección del movimiento de la herramientaPara lograr esto, mueva la herramienta de izquierda a derecha.
- Establecer la posición de la herramienta:Debe configurar su herramienta para cortar la rosca en la dirección opuesta para dejar espacio libre.
El proceso de programación y corte de roscas a izquierdas en un torno será exitoso si aplica las modificaciones anteriores.
Ejemplo de código G para roscado a la izquierda

Desglose paso a paso de un programa de muestra
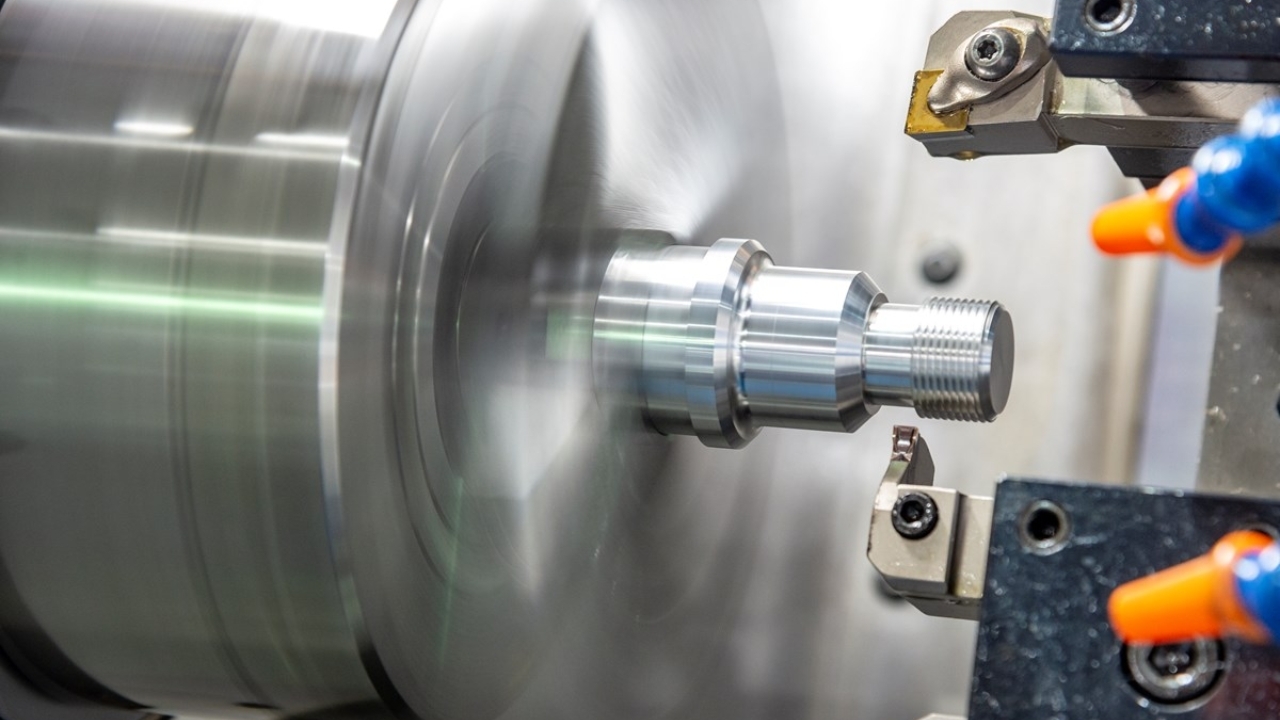
Programar una rosca a izquierdas en un torno CNC requiere ajustar la rotación del husillo, la dirección de avance y los parámetros del ciclo de roscado. La herramienta debe moverse de izquierda a derecha, cortando hacia el mandril. El programa comienza configurando las unidades, la rotación del husillo y el posicionamiento de la herramienta. A continuación, se ejecuta el ciclo de roscado mediante un comando multipasada, lo que garantiza la precisión de la profundidad y el paso. Finalmente, el programa finaliza con la retracción de la herramienta y la parada del husillo.
Parámetros importantes que debes conocer
- Profundidad del hiloEste parámetro explica la profundidad del corte de la rosca en el material. Debe especificar las profundidades incrementales de cada pasada y el diámetro final de la rosca.
- Paso de roscaEl paso de rosca mide la distancia entre los pasos de rosca. Con un paso más fino, se pueden lograr roscas más apretadas. Sin embargo, un paso más grueso permite un enganche más rápido.
- Número de pasesCon múltiples pasadas de roscado, el material se retira gradualmente, evitando el desgaste de la herramienta. La profundidad de corte en cada pasada se reduce a medida que se alcanza la dimensión final.
Consejos para la resolución de problemas de ejecución de código que debe conocer
- Dirección de rosca incorrectaDebe mover la herramienta hacia el mandril. El husillo también debe girar en sentido antihorario.
- Perfiles de rosca desequilibrados:Si nota una presión extrema en la herramienta, reduzca la velocidad de avance y realice ajustes en la profundidad de corte.
- Mal acabado superficial:Es necesario verificar factores como la velocidad de corte, la rigidez de la máquina y el afilado de la herramienta.
Es posible lograr roscas izquierdas precisas solucionando problemas y configurando el programa correctamente.
¿Cuáles son las mejores estrategias y prácticas de corte?
Las estrategias de corte adecuadas ayudan a lograr roscas a izquierdas con menor tensión en la máquina y menor desgaste de la herramienta. Trabajar con las mejores prácticas garantiza un mejor ajuste de la rosca, mejores acabados superficiales y mayor precisión.
Cómo seleccionar la mejor profundidad de rosca
Puede lograr la profundidad de la rosca gradualmente realizando varias pasadas para reducir la fuerza de corte y evitar la rotura de la herramienta. Una buena estrategia es comenzar con cortes de mayor profundidad y luego reducirlos gradualmente a medida que se alcanza el tamaño final. El número de pasadas depende del paso de la rosca, la rigidez de la herramienta y el material.
Cómo evitar vibraciones y deflexiones de la herramienta
La deflexión de la herramienta provoca una baja calidad superficial y roscas menos precisas. Para evitarlo, es necesario utilizar una configuración de herramienta robusta con un voladizo reducido. Al reducir la profundidad de corte en cada pasada y mantener la mejor velocidad de avance posible, se pueden eliminar las vibraciones y controlar las vibraciones.
Control del calor mediante refrigerante
El calor excesivo al roscar puede provocar un bajo acabado superficial y desgaste de la herramienta. Usar un refrigerante adecuado (a base de agua o aceite para aluminio y acero, respectivamente) ayuda a disipar el calor y a eliminar las virutas. Además, esto reduce la acumulación de filo, logrando así perfiles de rosca más limpios y de mejor calidad.
Compruebe el ajuste de la rosca utilizando calibres de rosca
Una vez que haya terminado de cortar, verifique las dimensiones de la rosca con un calibre de anillo o de tapón. Esto garantiza un funcionamiento preciso y un mejor ajuste, evitando problemas de montaje. Si es necesario, ajuste las pasadas finales para garantizar la precisión.
Errores comunes que debes evitar

No invertir la rotación del husillo
Con roscas a izquierdas, debe girar el husillo en sentido antihorario. Si se olvida, se producirá una dirección de corte incorrecta, lo que dañará la rosca y la herramienta.
Posicionamiento incorrecto de la herramienta
Si no coloca las herramientas correctamente, se producirán acabados superficiales deficientes y roscas desiguales. Asegúrese de que la herramienta esté colocada correctamente a la altura adecuada y perpendicular a la pieza de trabajo para mayor precisión.
Selección de un ángulo de entrada incorrecto
Un ángulo de entrada inadecuado aumenta la vibración y el desgaste de la herramienta. Un ángulo de entrada de 29 a 30 grados ayuda a distribuir las fuerzas de corte de forma uniforme, mejorando así la calidad de la rosca y la vida útil de la herramienta.
Conclusión
Necesita una configuración de herramientas adecuada y una programación perfecta para cortar roscas a la izquierda en una máquina del tornoAdemás, hay otros factores a los que debe prestar atención, como la posición de la herramienta, el uso correcto de múltiples pasadas y la inversión de la rotación del husillo. Para garantizar un ajuste perfecto, verifique la rosca con los calibres adecuados.
Preguntas más frecuentes
¿Cómo saber si una rosca es para zurdos?
Es fácil identificar una rosca zurda por su marca "LH". Además, las roscas zurdas se fijan en sentido antihorario. La rosca zurda es ideal en aplicaciones donde la rotación normal puede aflojar las roscas derechas.
¿Cómo se calcula el roscado CNC?
Para calcular el paso de la rosca, la fórmula es 1/TPI (hilos por pulgada) mientras que la velocidad de avance se calcula como Avance = Paso.
¿Cuál es el código de roscado para torno CNC?
Los códigos de roscado comúnmente utilizados en tornos CNC son G92, G32 y G76. G92 es un código para roscado de una sola pasada, G32 es un código para controlar el roscado manual y G76 es un código para ciclos de roscado de múltiples pasadas.