Прогрессивная штамповка 101: полное руководство для начинающих и экспертов
Штамповка позволяет придавать плоским листам материалов, обычно металла, желаемую форму, обычно с помощью штампа. Это высокоточный метод, позволяющий легко создавать сложные узоры. Хотя штамповку можно осуществлять разными способами, один из способов, который нашел широкое применение, — это последовательная штамповка.
Что такое прогрессивная штамповка
Благодаря прогрессивной штамповке вы можете изготавливать множество деталей со сложными элементами конструкции с очень жесткими допусками. В нем используется один набор штампов с несколькими конструкциями для выполнения нескольких операций с перемещающимся металлическим листом или рулоном.
Преимущества прогрессивной штамповки
Современные инновации сделали проекты еще более сложными, требующими выполнения множества операций. Хотя выполнение узкоспециализированных ручных операций было единственным способом, теперь вы можете реализовать эти конструкции с помощью прогрессивной штамповки.
- Возможность одновременного выполнения нескольких операций за один ход пресса делает прогрессивную штамповку очень эффективной. В результате время цикла сокращается, что положительно влияет на производительность, позволяя производить большие объемы продукции.
- Оптимальное использование материала при прогрессивной штамповке снижает количество отходов и одновременно увеличивает количество деталей, изготавливаемых из каждого листа. Это можно объяснить плотным размещением конструкций деталей в макете, а также эффективностью подачи и использования полосы.
- Возможность точного воспроизведения процесса штамповки для больших объемов повышает качество деталей и точность размеров. Использование одного набора штампов сводит к минимуму отклонения в готовых деталях благодаря точной оснастке и контролю пресса.
- Высокоскоростной и непрерывный характер прогрессивной штамповки сокращает сроки изготовления деталей. Таким образом, вы сможете быстро выполнять заказы, не жертвуя качеством и существенно не увеличивая затраты.
- По сравнению с другими производственными процессами прогрессивная штамповка оказывает незначительное негативное воздействие на окружающую среду. Кроме того, оптимальное использование материала снижает его потери, обеспечивая эффективность использования ресурсов.
- Хотя первоначальные инвестиции в оснастку и настройку могут быть высокими, эффективность, возникающая в результате одновременного выполнения нескольких операций, является экономически эффективной. В результате сокращаются потери материала и необходимость вторичной обработки, что снижает затраты на рабочую силу.
- Вы можете выполнять прогрессивную штамповку деталей со сложной геометрией и характеристиками. Конструкции оснастки могут включать в себя различные операции, такие как прошивка, резка, формовка, гибка и чеканка, в едином производственном процессе.
- Вы можете использовать прогрессивную штамповку различных материалов, включая сталь, алюминий, медь, латунь и их сплавы. Следовательно, вы можете изготавливать сложные детали из материалов разного качества, таких как прочность и проводимость.
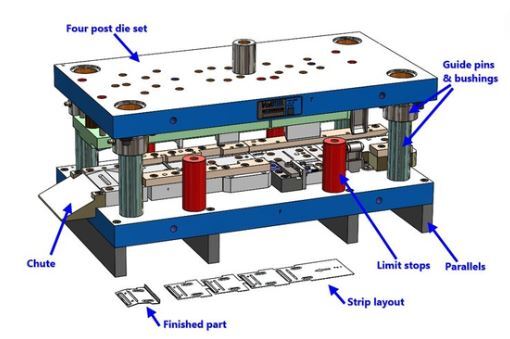
Прогрессивная конструкция штамповки
Недостатки прогрессивной штамповки
- Высокие затраты на установку, но они производят точную продукцию в больших количествах.
- Только продукция массового производства экономически эффективна.
- Не рекомендуется для крупногабаритных компонентов.
Процедура прогрессивной штамповки
Проведение прогрессивной штамповки обычно включает в себя несколько этапов, обеспечивающих эффективное преобразование металлических листов в целые детали. При изготовлении деталей методом прогрессивной штамповки обязательно соблюдайте описанную процедуру:
- Детальный проект детали создается с учетом ее требований к материалам, размеров, особенностей и допусков.
- Прогрессивная конструкция матрицы создается в соответствии с конечными продуктами. Среди аспектов конструкции может быть несколько станций, способных выполнять определенные операции, как указано в конструкции детали.
- Затем рулон металла или лист желаемого материала подается в штамповочный пресс. Его можно смазать или обработать поверхность для уменьшения трения в процессе штамповки.
- Металлический лист зажимается, чтобы закрепить его на месте и предотвратить перемещение во время процесса штамповки. Это важнейшие меры безопасности, которые вы найдете в любой штамповочной машине с прогрессивными штампами. Кроме того, хороший гидравлический пресс-машина должны быть приспособлены к различным типам штампов.
- Во время работы пресса материал продвигается через штамп, постепенно подвергаясь определенной операции на каждой станции. Операции проводятся одновременно.
- В ходе процесса средства управления прессом обеспечивают точное позиционирование металлического листа и синхронизацию операций для соблюдения жестких допусков.
- После прохождения всех станций готовые детали автоматически выбрасываются из пресса с помощью пневматических систем или выталкивающих штифтов.
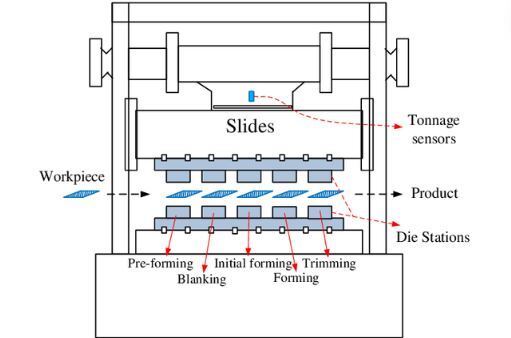
Схематическая процедура процесса прогрессивной штамповки
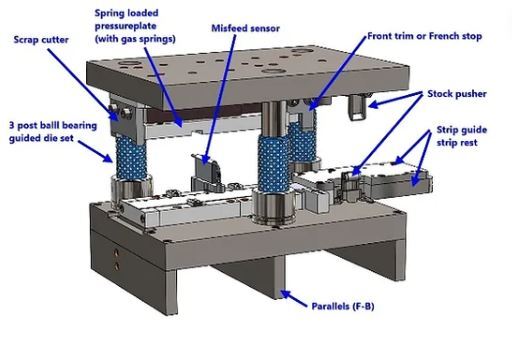
Компоненты прогрессивной штамповки
Процесс преобразования металлических листов в желаемые конструкции посредством прогрессивной штамповки становится возможным благодаря нескольким компонентам. В совокупности эти компоненты позволяют производить сложные и точно готовые детали в больших объемах.
- Набор штампов: Это основной компонент, используемый в прогрессивной штамповке, состоящей из нескольких отдельных штампов в последовательности. Каждый штамп предназначен для определения окончательной формы детали путем выполнения определенной операции. Фактически, проектирование прогрессивной штамповки является критически важным процессом в прогрессивной штамповке.
- Удары:Пуансоны составляют другие ключевые компоненты прогрессивных штампов. Пуансоны обычно считаются частью набора штампов и составляют верхнюю часть. Они предназначены для деформирования материала в необходимую форму путем выполнения нужной операции.
- Устройство подачи ленты: Этот компонент отвечает за подачу металлической полосы или рулона в штамповочный пресс. Он точно позиционирует материал, обеспечивая правильное выравнивание внутри набора штампов.
- Нажимать: Механическую силу, необходимую для выполнения операций штамповки на материале, обеспечивает пресс. Для прогрессивной штамповки используются различные типы прессов, включая механические или гидравлические прессы.
- Направляющие штифты и втулки: Для успешной штамповки с прогрессивной штамповкой верхняя и нижняя части набора штампов должны быть выровнены. Направляющие штифты и втулки гарантируют, что это произойдет. Они предотвращают возникновение дефектов или неточностей размеров за счет точного позиционирования штампов.
- Съемная пластина: Съемная пластина, обычно расположенная над материалом, помогает снимать готовые детали с пуансонов. Он предотвращает прилипание деталей к пуансонам, обеспечивая плавный выброс.
Компоненты прогрессивной штамповки
Материалы, используемые в прогрессивной штамповке
Вы можете подвергнуть прогрессивной штамповке самые разнообразные материалы. Это обеспечивает универсальность в отношении требований приложений в разных отраслях. Некоторые факторы, влияющие на выбор материала, включают функциональные свойства, требования к применению и стоимость.
- Сталь: Как холоднокатаная, так и горячекатаная сталь используются из-за ее прочности, пластичности и ударной вязкости, главным образом в автомобилестроении, электронике и бытовой технике.
- Алюминий: Наряду со своими сплавами алюминий обладает хорошей прочностью по отношению к весу, формуемости, проводимости и коррозионной стойкости. Алюминий можно подвергать прогрессивной штамповке для изготовления деталей для аэрокосмической и автомобильной промышленности.
- Медь: Как материал с высокой проводимостью медь может использоваться при прогрессивной штамповке для изготовления деталей электроустановок.
Методы прогрессивной штамповки
При прогрессивной штамповке последовательно выполняются различные операции для эффективного и точного преобразования плоских металлических листов в готовые детали. Эти процессы выполняются на отдельных станциях по мере продвижения материала через набор штампов.
- Гашение: Многие наборы штампов имеют функцию вырубки на первой станции, где вырезается первоначальная форма детали, в результате чего получаются отдельные заготовки.
- Рисунок: Включает в себя растяжение или вытягивание материала для формирования глубоких элементов, таких как ракушки, чашки или корпуса. Рисование можно комбинировать с другими процессами, например с прошивкой, для изготовления сложных деталей с множеством функций.
- Гибка: Придание заготовкам трехмерных профилей осуществляется путем изгиба за счет локализованного приложения контролируемого давления. Гибка позволяет складывать, создавать углы, контуры и другие особенности.
- Чеканка: Это процесс формовки, при котором достигаются точные допуски и гладкие поверхности за счет приложения высокого давления для улучшения текстуры поверхности. С помощью чеканки можно разгладить морщины и даже придать декоративный узор.
- Обрезка: Удаление лишнего материала или нежелательных особенностей со штампованных деталей для достижения окончательных размеров путем резки по намеченным краям.
- Тиснение: Определенные области металлической детали приподняты или утоплены посредством тиснения, создавая функциональные, информационные или декоративные элементы. В этом процессе используются мужские и женские штампы для тиснения для достижения желаемого рисунка.
- Пирсинг: Операции прокалывания создают отверстия, прорези и другие отверстия в заготовках, обычно используемые в качестве мест для крепления и монтажных отверстий.
Применение прогрессивной штамповки
Создается все больше и больше сложных конструкций, призванных облегчить работу и расширить возможности машин/оборудования. Для изготовления деталей таких конструкций используется прогрессивная штамповка благодаря ее эффективности, точным допускам и повторяемости.
- Прогрессивная штамповка используется для производства электрических разъемов, выводных рамок, клемм, экранирующих корпусов, розеток и кронштейнов с точной геометрией.
- Панели автомобильного кузова, такие как двери, крышки багажника, капоты и крылья, также подвергаются этому процессу металлообработки для достижения точных форм. Другие автомобильные компоненты, изготовленные таким образом, также включают кронштейны, петли, разъемы, кронштейны сидений и вставки на приборной панели.
- Алюминиевые листы используются для изготовления компонентов самолетов с высокой прочностью и весом, таких как кронштейны, фитинги и крепежные детали, с использованием прогрессивной штамповки.
- Детали бытовой техники, такие как холодильники, духовки и стиральные машины, изготавливаются методом прогрессивной штамповки.
- Строительная отрасль использует прогрессивную штамповку при производстве компонентов оборудования, таких как кронштейны, усиливающие пластины, петли и соединители, в инфраструктурных проектах.
- Военное оборудование, такое как детали транспортных средств, гильзы для боеприпасов и компоненты оружия, использует прогрессивную штамповку для получения высокоточных деталей.
В чем разница между прогрессивной штамповкой и трансферной штамповкой?
- Трансферные штампы обычно считаются более подходящими для изготовления крупных деталей.
- Прогрессивные штампы считаются более подходящими для производства наборов более мелких компонентов.
Заключение
Точные допуски и повторяемость прогрессивной штамповки делают ее повсеместной в различных отраслях промышленности. При рассмотрении способа эффективного производства деталей для вашего следующего проекта прогрессивная штамповка должна занимать первое место в списке.
Больше ресурсов:
Штамповка – Источник: ВИКИПЕДИЯ
Горячее тиснение – полное руководство – Источник: Цинфа
Гидравлический пресс на продажу – Источник: Цинфа